


Micro perforación:una aventura increíble (e increíblemente frustrante)
Así que la microperforación nunca ha sido mi fuerte. He perforado mucho, pero nunca nada mucho más pequeño que 1/64 th más o menos. Bueno, amigos, si ustedes también formaron parte de ese club, entonces hay un mundo completamente diferente de perforación que nunca han experimentado, y están sucediendo algunas cosas bastante sorprendentes. Algunas de las investigaciones más recientes que he realizado sobre la microperforación han sido muy reveladoras, y el proyecto en el que estoy trabajando actualmente ha sido uno de los más desafiantes de mi carrera, todo para perforar agujeros un poco más grandes que un cabello humano. Discutiremos muchas de las cosas a tener en cuenta y algunos parámetros básicos para iniciar algunos de sus propios proyectos de investigación.
Al igual que cualquier otra cosa en el mundo del mecanizado, los números no mienten. Se aplican muchas de las mismas fórmulas. Sin embargo, hay MUCHO menos margen de error. Todo, desde la longitud de la flauta hasta la geometría de la punta de la broca, debe examinarse minuciosamente, y con la microperforación no hay una respuesta fácil para nada. Los fabricantes de herramientas serán su mejor recurso para comenzar con los parámetros, ya que son los expertos en sus propias herramientas. No soy un vendedor de herramientas, así que no voy a promocionar una marca sobre la otra. Eso, amigos, debe ser parte de su investigación.
Paso 1 en Microperforación:investigar el material
Eso me lleva al paso uno de su aventura de microperforación. Investigar. Necesita conocer su máquina, necesita conocer su material, necesita conocer su refrigerante y su sistema de refrigeración, y necesita conocer sus herramientas. Cuando digo que necesitas "saber" no me refiero a un conocimiento básico. Investíguelo, conviértase en un experto tanto como pueda en todo lo que está haciendo antes de siquiera considerar cortar metal. Cuando se trata de microperforación en general, hay mucha investigación y gran parte de ella proporciona información contradictoria o confusa. Ármate con el conocimiento para luchar a través de él y estarás bien. Investigue diferentes refrigerantes, investigue diferentes taladros. Tanto los proveedores de brocas como los proveedores de refrigerante deben tener personas con las que pueda hablar por teléfono para obtener más información, lo que es más importante, información específica sobre su material.
Actualmente estoy taladrando orificios de 0,008” en acero inoxidable 15-5 PH. Lo primero que hice fue aprender todo lo posible sobre el acero inoxidable 15-5. Es un material interesante porque se considera acero inoxidable, pero actúa como una matriz de acero. Porque sabía que antes de hacer mi investigación podía navegar a través de los gráficos de los fabricantes de herramientas, pasar directamente al acero inoxidable y tomar los parámetros de la sección de acero para troqueles. Evité muchos dolores de cabeza, porque los parámetros eran muy diferentes:la velocidad del husillo era mucho más lenta para el acero inoxidable. Mi punto es que el conocimiento material es clave. Sepa eso primero.
Paso 2 en Microperforación:comprensión del refrigerante

El segundo paso, después de hacer su tarea y averiguar los detalles sobre el material que está ejecutando, el refrigerante que va a usar y reducirlo a dos o tres fabricantes de brocas, es mirar su programa. Lo primero y más importante, cuando está programando una operación de microperforación, es el ciclo de perforación en sí. Hay información variada disponible sobre la estrategia más exitosa, pero una cosa en la que todos están de acuerdo es que tiene que ser un ciclo de picoteo. Un ciclo de rotura de viruta (donde la broca no se retrae completamente fuera del agujero, solo lo suficiente para romper la viruta) generalmente es ineficaz porque deja virutas en el agujero. En un taladro estándar, la flauta transporta esas virutas hacia arriba y hacia afuera del orificio. Técnicamente, los microejercicios harán lo mismo, excepto que realmente no quieres que lo hagan. A los taladros tan pequeños (.008” en mi caso) NO les gusta volver a cortar virutas y eventualmente se romperán por eso. Una retracción completa en cada picoteo es la estrategia que elijo, y aunque puede llevar un poco más de tiempo, es la mejor manera de garantizar la vida útil más larga de su taladro. Hay maquinistas (y fabricantes de herramientas) que sugerirán una estrategia de "rotura de viruta, rotura de viruta, picoteo completo", que será más rápida, pero solo aplicaría esto en el extremo superior de la escala de "microperforación". Esta escala, por cierto, es otro punto de discusión. Un agujero microperforado generalmente se considera cualquier agujero más pequeño que 0,1”, pero siempre habrá personas que no estén de acuerdo. Llámalo como quieras, es pequeño. De todos modos, de vuelta a la pista. La estrategia es muy importante. Debe asegurarse de que la herramienta despeje el orificio con suficiente distancia y tiempo para limpiar la viruta y recibir algo de refrigerante.
Refrigerante óptimo para microperforación

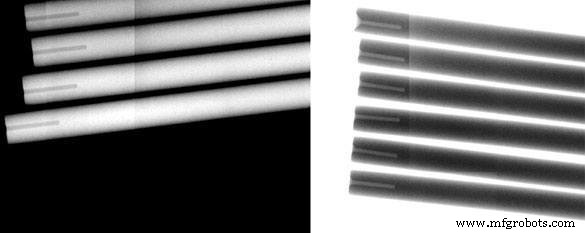
En la microperforación, el refrigerante es una consideración clave. Aquí se rocía una neblina de spray (cantidad mínima de refrigerante) sobre un microtaladro (que se muestra en comparación con la punta de un lápiz). Sí, perforamos la punta del lápiz… ¡porque podemos!
Refrigerante. Es un término interesante, fiel a la realidad, ya que en realidad está enfriando la herramienta, o al menos actuando como un vehículo para la transferencia de calor. Sin embargo, en la microperforación el aspecto más importante es la lubricación. Los refrigerantes solubles en agua hacen algo muy divertido que la mayoría de la gente no se da cuenta cuando está perforando. Cuando el fondo de su agujero se llena de refrigerante y la herramienta entra en el agujero, en realidad se presuriza. En circunstancias normales, esto no es una preocupación, pero dado que los microtaladros son tan frágiles, fácilmente pueden ser suficientes para dominar la herramienta. Estoy usando un sistema de nebulización para mi operación, junto con un aceite delgado que fluye bien. Lo que sucede es que el aceite se acumula en la parte superior de la pieza, por lo que no importa lo que pase el taladro a través del refrigerante y la lubricación antes de hacer contacto con la pieza. El único problema que esto presenta son las fichas. A medida que mecaniza los agujeros, nota que se acumulan virutas alrededor de los agujeros terminados. Debido al hecho de que el aceite no fluye como un refrigerante de inundación, no se lleva las virutas. Actualmente, este es un problema que estoy tratando de remediar, pero nuevamente es un proceso que consume mucho tiempo e implica mucha paciencia... y frustración. Estarás bien. Planee romper algunos ejercicios y planee probar cosas diferentes. Simplemente no planee perforar cien agujeros en diez minutos. El microtaladrado no es, y no debe considerarse, una operación de mecanizado de alta velocidad. Se necesita cuidado y precisión.
Herramientas óptimas para microperforación

Finalmente, voy a discutir un poco sobre las herramientas reales. Hay muchas empresas de herramientas que ofrecen microtaladros. En su investigación encontrará que muchos de ellos tienen información muy específica sobre la geometría que utilizan para sus cortadores y los revestimientos y cualquier otra campana y silbato que pueda imaginar. Hazte un favor y presta atención. Parte de esto puede parecer una pelusa, que puede serlo, pero parte es muy importante. Si ha leído alguno de mis otros blogs, sabrá que a veces las cosas aparentemente pequeñas marcan la diferencia. Tal es el caso aquí. Estas herramientas deben estar rectificadas con precisión e increíblemente afiladas. Como es el caso con la mayoría de los aspectos de la microperforación, existen diferentes opiniones sobre el material de la herramienta:carburo o acero de alta velocidad. Mientras que el carburo ofrece una mayor rigidez y una mayor sostenibilidad del filo de corte, el acero rápido ofrece más flexibilidad. El carburo es frágil y se romperá tan pronto como se desafile; el acero de alta velocidad es más indulgente y de menor costo. Todo se reduce al material de la pieza de trabajo. Esta es otra situación en la que se lo entrego a los verdaderos expertos, los que fabrican las herramientas. Un último consejo sobre las herramientas:no sea barato . Si investiga y descubre que puede lograr sus objetivos con un ejercicio de $ 15, eso es fantástico. Simplemente no se asuste de un taladro solo porque cuesta $ 75. El nombre del juego es valor, y asegúrese de explicarle a su departamento de finanzas que el mejor valor no significa el taladro más barato. Si el "Perforador A" cuesta $15 y perfora 100 agujeros, y el "Perforador B" cuesta $75 pero perfora 1000 agujeros, entonces el mejor valor es el Taladro B, incluso a cinco veces el costo.
Le daría una idea de algunos de los parámetros que estoy ejecutando, pero eso anularía esencialmente el propósito de mi publicación. Investigue, encuentre sus números y ejecútelos. Estoy muy impresionado con el éxito de los parámetros básicos que he recibido de las empresas de herramientas, así que recuerde siempre:confíe en los números.
máquina CNC
- congatec lanza un ecosistema de 100 vatios para servidores periféricos y micro servidores integrados
- ¿Qué es la perforación? Definición, proceso y consejos
- ¿Qué es una perforadora? definición, tipos de perforadoras y operaciones
- La industria aeroespacial en el punto de mira:taladrado y fresado de compuestos CFRP
- Causas comunes de accidentes y desastres en plataformas de perforación
- Acerca de las máquinas de taladrado y roscado
- Las características y ventajas comunes de las fresadoras y taladradoras
- Diferencia entre taladrado, mandrinado y escariado
- Taladradora manual y manual
- Grabado láser y grabado láser
- Haga su propio ciclo de perforación G81 a través de Fanuc Macro y G66 Modal Call