


5 ejes... simplemente no da tanto miedo (continuación)
En febrero de 2013 publiqué un artículo titulado:"5 ejes... simplemente no da tanto miedo", y hasta la fecha ha sido uno de los artículos más leídos en mi serie de blogs. Por lo tanto, pensé en ampliar un poco ese artículo y profundizar un poco más en lo que se puede hacer con la tecnología de 5 ejes... y mostrar cómo incluso las funciones avanzadas de 5 ejes realmente no son más que múltiples sentido común del eje, cuando lo descompones.
Con todo el alboroto en torno al mecanizado de 5 ejes en los últimos años, ha sido relativamente fácil educar a los talleres sobre los beneficios de cambiar a una plataforma de procesamiento de 5 lados o 3+2, para ayudar a que sus talleres sean más eficientes y, en última instancia, más rentable. Sin embargo, regularmente recibimos el argumento de que, aunque pueden ver el beneficio de ejecutar partes en una sola configuración, creen que solo pueden ejecutar una parte a la vez... y eso simplemente no es cierto. Con un poco de creatividad en las fijaciones, o utilizando algunas de las fijaciones OEM fabricadas profesionalmente que están disponibles en el mercado, puede agregar fácilmente más piezas al proceso, e incluso automatizar total o parcialmente el proceso si lo desea.

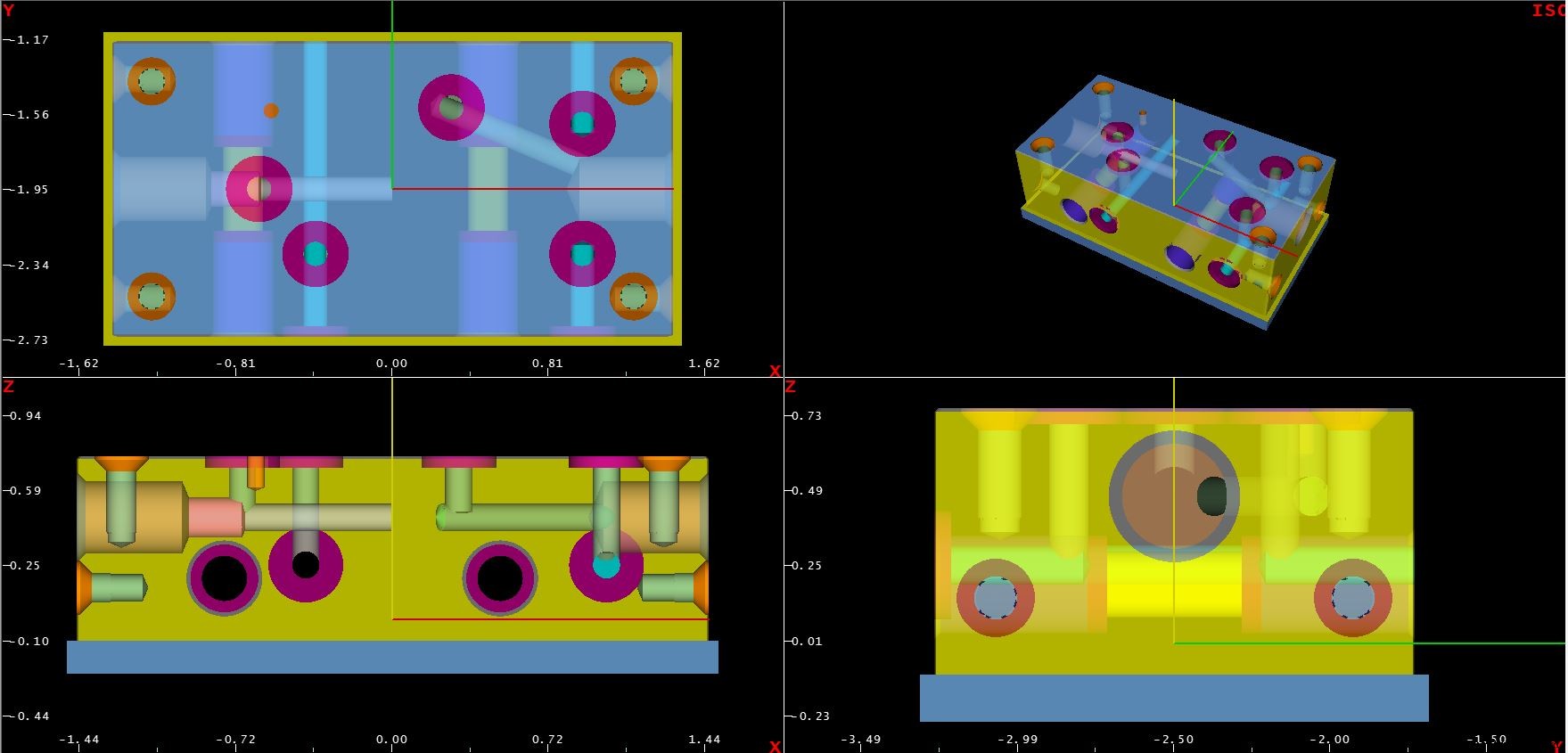
Hace poco trabajé con un cliente, que estaba ejecutando un colector de forma rectangular simple, y 5 lados de la pieza tenían características simples, como puertos, orificios roscados o cónicos y algunas ranuras para juntas tóricas, que necesitaba procesar en tan pocos configuraciones posibles... ¡el candidato perfecto para un proceso de 5 caras o 3+2!
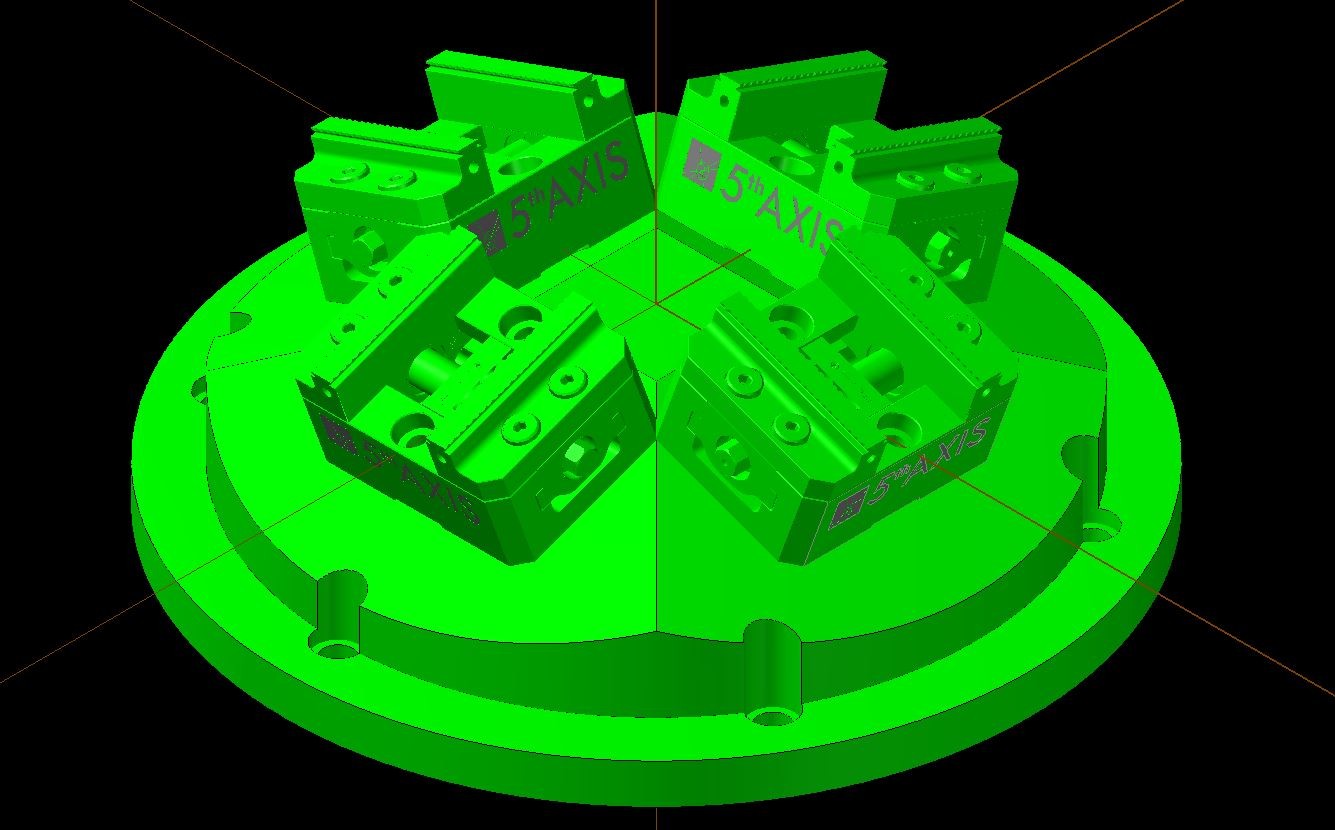
Después de observar la pieza, se dio cuenta de que podía llevar este sencillo proceso al siguiente nivel, utilizando un accesorio comercialmente disponible, con cuatro prensas montadas en una pirámide de 20°. Este accesorio le permitirá suficiente espacio libre para alcanzar los 5 lados de las cuatro partes, incluido un orificio en ángulo, y podrá sacar cuatro partes completas cada vez que abra las puertas... ¡todo con una sola CONFIGURACIÓN DE PARTE! Solo piénselo... dado que este es un trabajo repetido para este taller, pueden cambiar fácilmente de un trabajo complejo al siguiente muy rápidamente y pueden completar múltiples operaciones, en múltiples partes, en una sola configuración... y solo tienen que elija una coordenada de trabajo fácil de encontrar.
Entonces, ¿qué tan difícil es la programación para esto? Apuesto a que está pensando que debe ser una pesadilla hacer un seguimiento de todas esas partes separadas, y todas esas caras de partes y ángulos en constante cambio. Bueno, ¿me creerías si te dijera que es bastante simple?
Dado que este es el artículo número dos de una serie, voy a comenzar a explicar este proceso donde lo dejó el otro artículo. Si necesita refrescar su memoria o desea obtener más información sobre la programación de una pieza de 5 lados, consulte mi artículo anterior haciendo clic aquí, o eche un vistazo a esta breve serie de videos sobre la programación de 5 lados:haga clic aquí para obtener capacitación vídeos
Para comenzar el proceso de repetir y optimizar un programa, primero debemos tener un programa para repetir y optimizar. Usando los principios enseñados en el artículo anterior, o en los videos de capacitación en línea vinculados anteriormente, supongamos que hemos creado un programa de pieza exitoso, para una sola pieza de trabajo, pero después de probar el programa, hemos decidido fijar esto en un multi accesorio de dos caras y optimizar todo el proceso para que sea más eficiente...después del hecho. Supongamos también que esta pieza se programó desde un punto de referencia que se encuentra en la superficie inferior central de la pieza misma (usaremos la pieza del cliente a la que se hace referencia anteriormente).
Ahora bien, si hubiésemos decidido utilizar la fijación de varios lados desde el principio, es posible que hubiésemos abordado este proceso de forma un poco diferente. Pero, dado que estoy tratando de mostrar que incluso un cambio en el proceso "a mitad de camino" no debería ser motivo de alarma, usaremos algunas funciones de control simples para realizar esta tarea, y el proceso será exitoso cuando estemos hecho.
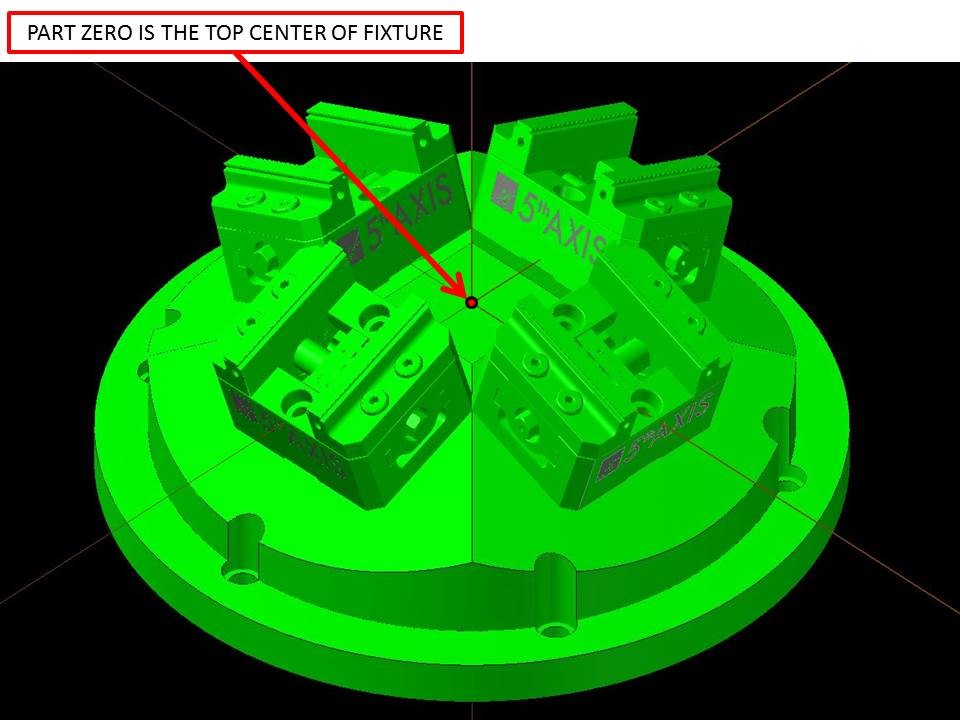
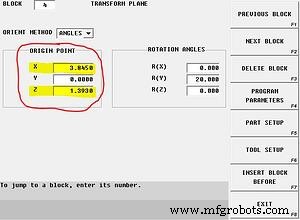
Una vez que todas las partes se han cargado en el accesorio, lo primero que debemos hacer es reubicar el punto de origen, desde el punto de referencia anterior ubicado en la parte única, a la nueva ubicación que usaremos para este nuevo proceso. Debido a que estamos procesando varias partes en un accesorio redondo, el lugar más obvio de referencia para el mecanizado sería el centro superior del accesorio mismo. Como no queremos volver a programar la pieza, daremos cuenta de esta variación de posición con un bloque de plano de transformación. Un plano de transformación generalmente se usa para reorientar y ubicar un cambio temporal en el plano de trabajo, pero aquí lo usaremos para reubicar y orientar temporalmente un programa de pieza completo. Debido a que los planos de transformación se pueden apilar, lo que significa que si no se cancela, un nuevo plano de transformación será un cambio incremental del plano de transformación anterior, mantendremos este primero activo hasta el final del programa, y todo el proceso estará completo, y entonces lo cancelaremos.
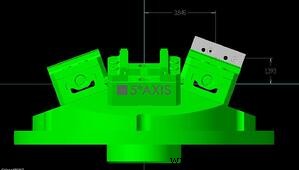
En este ejemplo, la primera parte de la luminaria (en la posición de las 3 en punto) está ubicada a 3,845" en la dirección positiva a lo largo del eje X, desde el centro de la luminaria, y a 1,393" positiva en el eje Z ( imagen de referencia arriba). Por lo tanto, ingresaremos estos valores en los campos XYZ para el "punto de origen" del plano de transformación. Ahora que hemos reubicado todo el programa en su posición, debemos inclinarlo 20°, alrededor del eje Y, para alinearlo con el accesorio. Para lograr esto, ingresaremos un 20 positivo en el campo "ángulo de rotación" para la rotación alrededor del eje Y. El siguiente ejemplo muestra un bloque de programa conversacional, pero lo mismo podría lograrse en NC con el código:G68.2 X3.845 Y0 Z1.393 B20... el G68.2 designa un plano de transformación, se utilizan los XYZ para reubicar el punto de referencia, y la inclinación alrededor del eje Y es un cambio en el eje B.
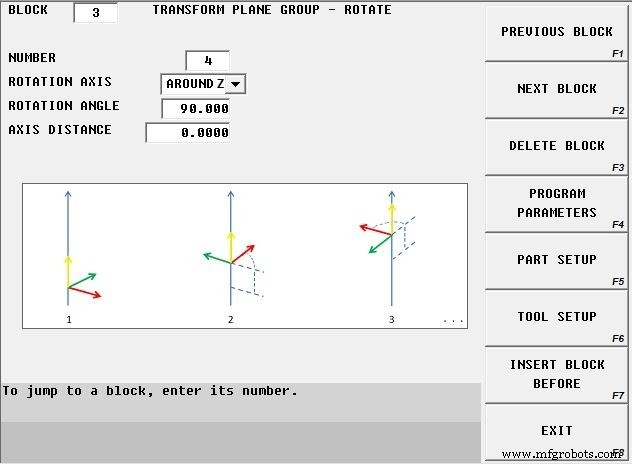
Ahora que la primera pieza ha sido inclinada y reubicada, ahora debemos abordar las otras tres partes en el accesorio. Haremos esto "en bucle" con el paso anterior y ejecutaremos el programa de pieza nuevamente en los intervalos restantes de 90°. Este paso se logrará con un comando "transformar grupo de planos". El grupo de planos de transformación nos permite modelar un plano de transformación en cualquier dirección y, en este caso, girarlo (o hacer un bucle) cuatro veces, alrededor del punto central de la luminaria, en el eje Z, cada 90°.
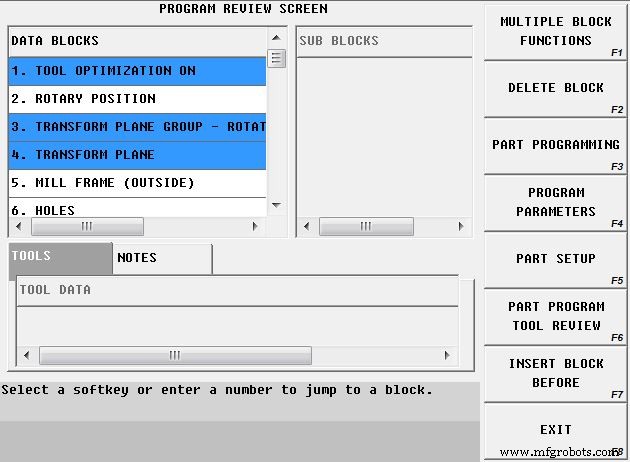
Lo último que debemos abordar son los cambios de herramientas. Debido a que este programa usa más de veinte herramientas, y el programa fue escrito para ejecutar solo una parte, cuando lo ejecutamos en la máquina, completaría una parte completa antes de pasar a la siguiente... lo que no sería muy eficiente. . Para luchar contra este problema, activaremos la "optimización de cambio de herramienta". El bloque TCO optimizará los cambios de herramientas para que cada vez que se coloque una herramienta en el husillo, el control observará todo el proceso y determinará cuántas veces y en qué lugares se utiliza una herramienta en particular... y luego ejecutará todo. esos procesos antes de completar otro cambio de herramienta. Esto reducirá el número de cambios de herramientas de 80, que serían necesarios para ejecutar cada pieza completa antes de pasar a la siguiente pieza, a solo 20... que es el número de herramientas utilizadas en el programa de piezas.
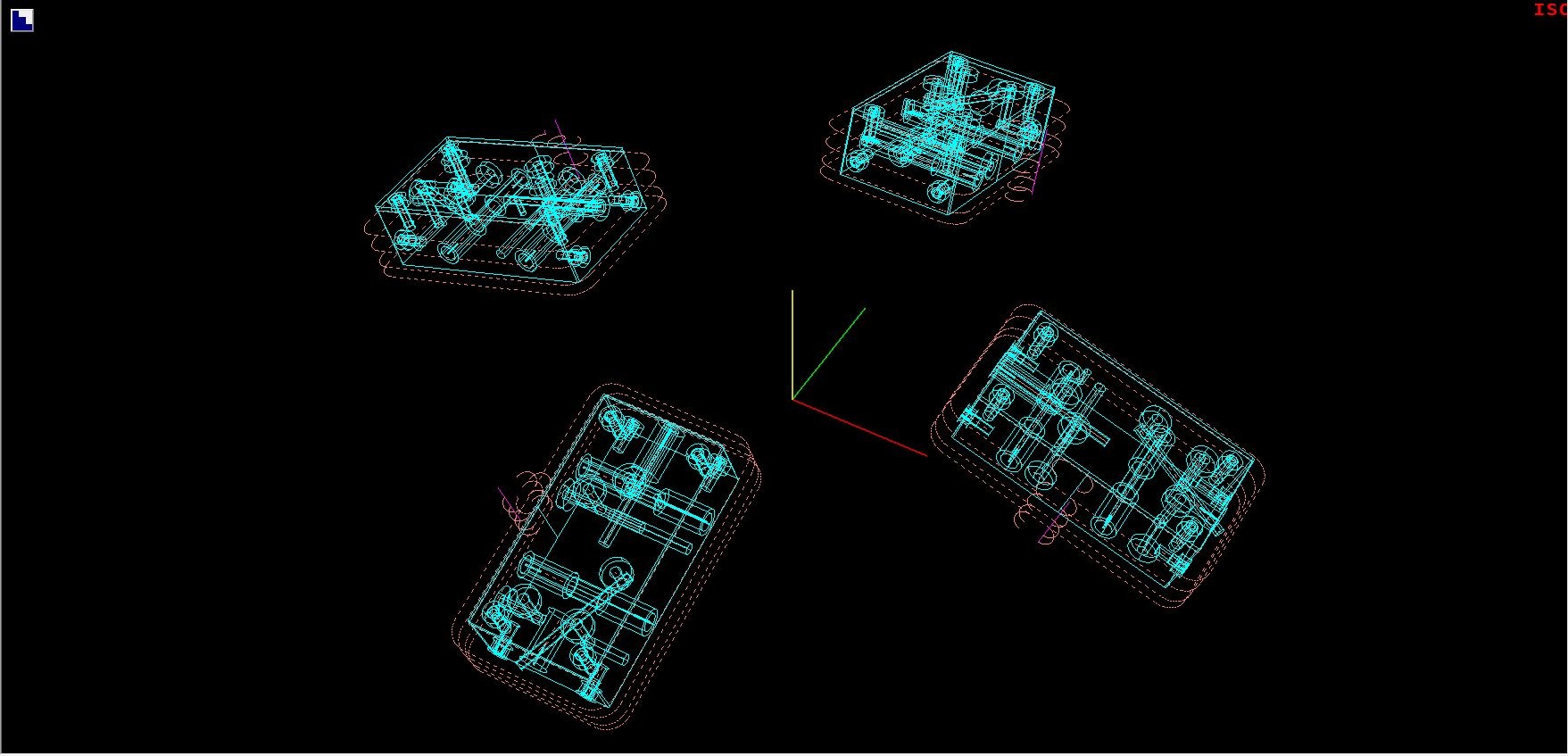
El resultado final son cuatro piezas terminadas, en una sola operación, ubicadas en un accesorio de piezas múltiples, desde un programa de pieza simple y con una sola configuración de pieza fácil de ubicar. Ahora, ¿no fue tan fácil?
Para obtener más información sobre la tecnología de 5 ejes, vea nuestro seminario web grabado llamado "Take Five for 5-Axis... tecnología compleja simplificada", o visite nuestro sitio web educativo en www. .5-axis.org.
máquina CNC
- Está roto, llame al mantenimiento:un proceso de solicitud de trabajo que es más que simples tickets
- Lux Research pregunta:¿Qué valor tiene esa patente?
- 5 ejes... no da tanto miedo
- Directrices de diseño para la fabricación:Parte 2
- Superficies comunes que utilizan grabado láser
- Mecanizado de piezas pequeñas
- 12 tendencias de la industria que están dando forma a la fabricación por contrato:Parte 3
- 12 tendencias de la industria que están dando forma a la fabricación por contrato:Parte 2
- 12 tendencias de la industria que están dando forma a la fabricación por contrato:Parte 1
- Una guía completa para la cotización de corte que cambiará por completo su precio
- Cilindricidad en GD&T