


Pañuelo con loción
Antecedentes
Los pañuelos faciales pertenecen a una clase de productos de papel que se utilizan ampliamente para la higiene personal en la sociedad moderna. Otros productos de este tipo incluyen toallas de papel, servilletas y papel higiénico (o higiénico). Estos productos están diseñados para ser altamente absorbentes, suaves y flexibles. Estas agradables propiedades táctiles son especialmente importantes para los pañuelos faciales y de baño, considerando su uso. Para optimizar la sensación agradable de la piel, se han desarrollado tejidos con agentes suavizantes o ingredientes en forma de loción para reducir cualquier efecto de irritación en las partes delicadas del cuerpo.
Los tejidos de este tipo se fabrican mediante un proceso en el que la tela no tejida se fabrica a partir de una solución de fibras de celulosa y agua, se forma en una hoja y luego se recubre con agentes suavizantes. Finalmente, la tela revestida se corta en tejidos individuales, se dobla y se empaqueta para la venta.
La suavidad del tejido es una percepción táctil caracterizada por las propiedades físicas de la hoja, como flexibilidad o rigidez, textura y propiedades de fricción. Históricamente, ha sido difícil ablandar la superficie del tejido sin interferir con otras propiedades del tejido. Por ejemplo, la suavidad se puede aumentar agregando agentes que interfieran con la forma en que interactúan las fibras dentro del tejido, haciéndolos menos unidos entre sí. Estos se conocen como agentes de desunión. Sin embargo, estos materiales tienden a disminuir la resistencia a la tracción del tejido y pueden irritar la piel al contacto. También se puede lograr una mayor suavidad recubriendo la tela con materiales aceitosos. Sin embargo, esto limita la cantidad de humedad que puede absorber el tejido. De hecho, el revestimiento también puede hacer que la tela sea tan hidrófoba (que odie el agua) que no pueda procesarse adecuadamente en las plantas de tratamiento de aguas residuales. Otro problema es que algunos materiales de revestimiento pueden disminuir la resistencia del tejido hasta el punto en que el tisú no se puede utilizar. Para superar este problema, se puede aumentar la resistencia del tejido añadiendo determinadas resinas o mediante procesos mecánicos que aseguren que las fibras se unan mejor. Sin embargo, aumentar la resistencia tiende a hacer que la tela sea más rígida y áspera al tacto. A la altura de estos desafíos, los fabricantes de tejidos han diseñado métodos que equilibran con éxito la suavidad con la absorbencia y la resistencia para crear un producto que los consumidores consideren aceptable.
Materias primas
Papel tisú no tejido
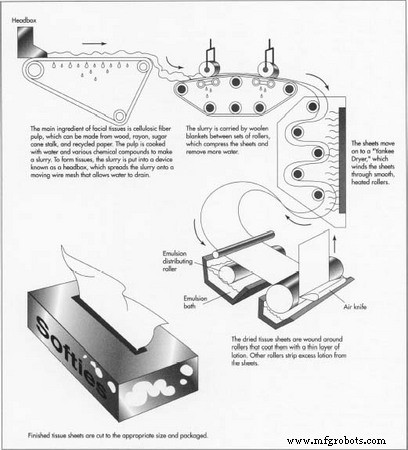
El papel tisú es una tela no tejida hecha de pulpa de fibra celulósica. Las fibras comunes que se utilizan en la pulpa de papel tisú incluyen madera (de árboles de hoja caduca o coníferos), rayón, bagazo (un tipo de tallo de caña de azúcar) y papel reciclado. Estas fibras se maceran en una máquina conocida como hydropulper, que es un tanque cilíndrico con un rotor que gira rápidamente en la parte inferior que rompe los haces de fibras. En este proceso, las fibras se mezclan en un licor de cocción con agua y calcio, magnesio, amoníaco o bisulfito de sodio. Esta mezcla se cuece en una suspensión viscosa que contiene aproximadamente 0,5% de sólidos en base al peso. Se agregan agentes blanqueadores a esta mezcla para blanquear y dar brillo a la pulpa. Los agentes blanqueadores comunes incluyen cloro, peróxidos o hidrosulfitos. Luego, la pulpa se lava y filtra varias veces hasta que las fibras están completamente libres de contaminantes. Esta mezcla de pulpa y agua, conocida como "materia prima", está lista para el proceso de fabricación de papel.
Loción (aditivos suavizantes)
Los agentes suavizantes son materiales aceitosos o cerosos que se recubren sobre la tela tisú para mejorar sus propiedades táctiles. Estos materiales están demasiado concentrados para cubrirlos directamente sobre el papel, por lo que primero deben diluirse con agua. Sin embargo, estos aceites no se disuelven en agua, deben dispersarse en agua con la ayuda de productos químicos conocidos como agentes tensioactivos o tensioactivos. Una mezcla de agua, aceites y un tensioactivo se conoce como emulsión. La mayonesa es un ejemplo de emulsión de un producto alimenticio.
Los materiales aceitosos usados en las lociones incluyen típicamente aceite vegetal y mineral, ceras derivadas de plantas o animales, materiales grasos y aceites a base de silicona. Si bien teóricamente todos estos materiales serían agentes suavizantes apropiados para papel tisú, la experiencia ha demostrado que muchos de ellos no funcionan bien porque interfieren con otras propiedades deseables del papel, como su absorbencia. La industria del tisú ha tenido que desarrollar sus propias combinaciones patentadas de materiales de loción que, cuando se mezclan y se aplican en la proporción correcta, proporcionan un ablandamiento apropiado sin afectar negativamente al tisú. Estos materiales incluyen compuestos polihidroxi con múltiples grupos oxígeno-hidrógeno que les permiten interactuar con el agua. Por lo tanto, estos compuestos pueden suavizar la superficie del papel sin bloquear demasiada agua. Los ejemplos de compuestos polihidroxi incluyen glicerina, propilenglicol, polioxietilenglicol y polioxipropilenglicol. Se emplean en concentraciones entre 0,1 y 1% sobre la base del peso del tejido seco. Otros agentes útiles incluyen mezclas de aceites a base de petróleo y silicona, que se añaden juiciosamente para ablandar aún más el papel. Estos aceites deben usarse a niveles bajos para evitar impermeabilizar la tela y robarle su capacidad de absorción. Se agregan tensioactivos para dispersar los aceites en agua. Un tensioactivo típico utilizado en las emulsiones para el tratamiento del papel es el alcohol cetílico, un material graso cuya estructura química le permite combinar aceite y agua.
El
proceso de fabricación
Preparación del no tejido
Se utiliza una variedad de equipos especializados para presionar la mezcla de pulpa, o materia prima, en una hoja no tejida de papel similar a una tela. Las telas no tejidas se diferencian de las telas tradicionales por la forma en que están hechas. Las telas tradicionales se fabrican tejiendo fibras para crear una red entrelazada de bucles de fibra. Los no tejidos se ensamblan entrelazando mecánica, química o térmicamente las fibras. Hay dos métodos principales para ensamblar no tejidos, el proceso de tendido en húmedo y el proceso de tendido en seco. El proceso de tendido en húmedo se emplea para fabricar el tipo de tela no tejida que se utiliza en la producción de tisú.
- 1 La lechada fluye hacia un dispositivo conocido como caja de entrada, que a su vez la esparce sobre una malla de alambre en movimiento conocida como Fourdrinier. El Fourdrinier es un cinturón de alambre continuo, de aproximadamente 50 pies (15 m) o más de largo, que se estira como una mesa. A medida que las fibras viajan por esta banda, gran parte del agua se drena a través de los orificios de la malla de alambre. La hoja húmeda de fibras es transportada por una serie de mantas de lana, llamadas fieltros, entre varios juegos de rollos, que la comprimen aún más y eliminan más agua. En este punto, la hoja es lo suficientemente fuerte como para transferirla a una máquina secadora que está especialmente adaptada para hacer papel tisú.
-
2 El secador de papel tisú se llama secador Yankee y consiste en un rodillo altamente pulido calentado con vapor de 10 a 12 pies (3-4 m) de diámetro. La sábana húmeda es transportada por un fieltro de lona pesado, que se pasa por encima y alrededor de los rodillos. Con cada pasada sucesiva, los rodillos eliminan más agua hasta que el papel se seca adecuadamente. Si se desea, se puede imprimir un patrón en el tejido yuxtaponiendo la banda en una serie de soportes durante el proceso de deshidratación. (Alternativamente, la banda se puede deshidratar y transferir a una línea de impresión separada). Los soportes elevados en la línea crean protuberancias y valles en la tela. Estas son regiones de densidad de fibra variable y son visibles como pequeñas "almohadas" estampadas en la hoja final. Si es necesario, estas áreas de gran volumen se pueden densificar aún más aplicando vacío a partes seleccionadas de la hoja.
Una vez que la tela ha sido comprimida al grosor deseado, se la denomina "banda". La web ahora está lista para procesamiento adicional. Puede recubrirse o almacenarse en grandes rodillos verticales, conocidos como pilas de calendario, para esperar más operaciones.
Preparación y aplicación de la loción
- 3 La loción se prepara en tanques de lotes calentados con vapor equipados con cuchillas mezcladoras de alta velocidad. Los aceites y el agua pueden precalentarse y mezclarse con un alto cizallamiento para formar una emulsión. La loción completa está lista para aplicarse a la superficie del papel y se bombea desde los tanques de lotes a un recipiente de almacenamiento conectado al equipo de recubrimiento.
- 4 La banda no tejida se alimenta a una serie de cintas de fabricación de papel. A medida que se desplaza sobre las correas, la banda entra en contacto con un rodillo de distribución de emulsión, que extrae la loción del tanque de almacenamiento y recubre una película delgada sobre la banda. Lo ideal es que se apliquen cantidades bajas de loción (0,3% o menos) para evitar que se recubre la banda. Sin embargo, se pueden usar niveles más altos si el recubrimiento está diseñado con tensioactivos adicionales que actuarán como agentes humectantes para ayudar al tejido a absorber la humedad a través de su capa hidrófoba. Después de pasar a través de los rodillos de recubrimiento, la banda continúa a lo largo de las correas hasta otros rodillos, que quitan el exceso de loción de la tela. Entre procesos, las bandas se mantienen limpias mediante duchas de limpieza de bandas que eliminan las fibras de papel, los adhesivos y otros aditivos.
Operaciones de conformado y empaque
- 5 La banda pasa por una serie de cuchillas giratorias que la cortan al ancho deseado. A continuación, el tejido recubierto se corta a intervalos del tamaño del tejido, se pliega y se empaqueta en cajas o envoltura de celofán.
Subproductos / Residuos
El proceso de fabricación y revestimiento de tisú genera cantidades considerables de material de desecho, pero gran parte de este es recuperable. Las fibras de desecho del proceso de fabricación de pasta se pueden lavar y reutilizar. El agua utilizada en la lechada y en operaciones posteriores se puede reciclar. Desafortunadamente, hay poca o ninguna recuperación de los productos químicos utilizados en el revestimiento y otros tratamientos, y la eliminación de las diversas soluciones gastadas es un problema para la industria.
Control de calidad
Hay muchas medidas de control de calidad que se utilizan en la industria del papel tisú. Los relacionados con la aplicación de lociones incluyen pruebas analíticas y evaluaciones de panel subjetivas. Dado que la cantidad de material depositado en el tejido es crítica, la industria ha establecido varias pruebas para medir cuánto está realmente presente en la superficie del tejido. Por ejemplo, la cantidad de compuestos polihidroxi presentes se puede determinar separando los compuestos de una muestra de tejido utilizando un método conocido como extracción con disolvente de Webul. A continuación, se mide la cantidad de compuesto en un espectroscopio o cromatógrafo. La concentración de tensioactivos se puede establecer de manera similar.
Si bien estas técnicas analíticas pueden determinar con precisión los niveles de sustancias químicas específicas, no pueden evaluar la suavidad de la tela. Esta propiedad táctil se evalúa mediante una evaluación subjetiva por parte de panelistas capacitados. Antes de estas evaluaciones, la tela tisú se equilibra a una temperatura constante de 72-111 ° F (22-44 ° C) y una humedad relativa de 10-35%. A continuación, la tela se acondiciona durante otras 24 horas al 50% de humedad. Luego se pide a los panelistas que sientan las muestras y califiquen el grado de suavidad, flexibilidad y tersura. La evaluación se realiza mediante una comparación pareada, como describe la Sociedad Estadounidense de Materiales de Prueba (ASTM). A los sujetos se les presentan muestras a ciegas y se les pide que elijan una basándose en la suavidad táctil. Los resultados se informan en Unidades de puntuación de panel que clasifican la tela en una escala de "Mucho más suave", "Ligeramente más suave", "Igualmente suave", "Menos suave", etc.
La absorbencia, la capacidad del tejido para humedecerse con agua, se cuantifica midiendo el período de tiempo necesario para que el tejido seco se sature completamente con agua. Esta medida se conoce como tiempo de mojado. Una vez más, la tela se equilibra a una temperatura y humedad específicas. Luego se corta en cuadrados pequeños, se arruga en una bola y se coloca en la superficie de un vaso de precipitados de agua de 3 cuartos de galón (3-1). Se inicia un temporizador cuando la pelota golpea el agua y se mide la cantidad de tiempo que la pelota debe estar completamente mojada por el agua. Se prueban cinco juegos de cinco bolas para obtener una medida promedio. La absorbencia se mide en muestras de tejido fresco inmediatamente después de la fabricación y en muestras envejecidas al menos dos semanas. Esto es importante porque la absorbencia disminuirá con el tiempo, a medida que los agentes de recubrimiento se curan en la superficie del tejido.
La densidad del tejido también se mide con un medidor de espesor para evaluar qué tan gruesa es la tela, luego se calcula su masa, volumen y área. La pelusa (la cantidad de pelusa suelta que se desprende del tejido) se mide raspando una muestra contra un trozo de lana negra mediante un dispositivo accionado por motor conocido como Sutherland Rub Tester. A continuación, se puede utilizar el análisis colorimétrico para determinar la cantidad de pelusa transferida a la lana.
El futuro
La creciente preocupación ambiental por los productos químicos de desecho puede conducir a mejores formulaciones de lociones que empleen materias primas biodegradables o reciclables en el futuro. La industria está investigando continuamente formas de hacer que el proceso de fabricación sea más rápido y más eficiente desde el punto de vista energético. Finalmente, se pueden desarrollar métodos para mejorar la resistencia de las telas no tejidas sin sacrificar las agradables características táctiles que hacen que los tejidos recubiertos con loción sean tan deseables.
Proceso de manufactura
- Circuito con un interruptor
- Suavizante
- Leer temperatura con DS18B20 | Raspberry Pi 2
- Medición de temperatura con RASPBERRY PI
- Supervisión de la temperatura con Raspberry Pi
- Posture Pal con Walabot
- Reconocimiento de dígitos AI con PiCamera
- Introducción a TJBot
- Construyendo un segway con Raspberry Pi
- GoPiGo v2 con Windows IoT
- Robot realiza cirugía de tejidos blandos con mínima ayuda humana