


Sutura
Antecedentes
Se usa una sutura quirúrgica para cerrar los bordes de una herida o incisión y para reparar el tejido dañado. Hay muchos tipos de suturas, con diferentes propiedades adecuadas para diversos usos. Las suturas se pueden dividir en dos grupos principales:absorbibles y no absorbibles. Una sutura absorbible se descompone en el cuerpo. Se degrada a medida que cicatriza una herida o una incisión. Una sutura no absorbible resiste el intento del cuerpo de disolverla. Un cirujano puede retirar las suturas no absorbibles después de que haya cicatrizado una incisión en la superficie.
Las suturas están hechas de materiales naturales y artificiales. Los materiales de sutura naturales incluyen seda, lino y catgut, que en realidad es el intestino seco y tratado de una vaca u oveja. Las suturas sintéticas están hechas de una variedad de textiles como nailon o poliéster, formulados específicamente para uso quirúrgico. Las suturas sintéticas absorbibles están hechas de ácido poliglicólico u otros polímeros de glicólidos. La mayoría de los materiales de sutura sintéticos tienen nombres de propiedad, como Dexon y Vicryl. El material resistente al agua Goretex se ha utilizado para suturas quirúrgicas y otras suturas están hechas de alambre de metal fino.
Las suturas también se clasifican según su forma. Algunos son monofilamentos, es decir, que constan de una sola estructura en forma de hilo. Otros consisten en varios filamentos trenzados o retorcidos entre sí. Los cirujanos eligen qué tipo de sutura utilizar según la operación. Un monofilamento tiene lo que se llama un arrastre de tejido bajo, lo que significa que pasa suavemente a través del tejido. Las suturas trenzadas o retorcidas pueden tener un mayor arrastre del tejido, pero son más fáciles de anudar y tienen una mayor fuerza de nudo. Las suturas trenzadas generalmente se recubren para mejorar el arrastre del tejido. Otras suturas pueden tener un núcleo trenzado o retorcido dentro de una funda lisa de material extruido. Estos se conocen como pseudo-monofilamentos. Una sutura también se puede clasificar según su diámetro. En los Estados Unidos, el diámetro de la sutura se representa en una escala que desciende de 10 a 1 y luego desciende nuevamente de 1-0 a 12-0. Una sutura número 9 tiene 0,0012 pulgadas (0,03 mm) de diámetro, mientras que la más pequeña, la número 12-0, tiene un diámetro más pequeño que un cabello humano.
La fabricación de suturas está bajo el control regulatorio de la Administración de Alimentos y Medicamentos (FDA) porque las suturas se clasifican como dispositivos médicos. Las pautas de fabricación y las pruebas para la industria las proporciona una agencia no gubernamental sin fines de lucro llamada United States Pharmacopeia, ubicada en Rockville, Maryland.
Historial
Los médicos han utilizado suturas durante al menos 4000 años. Los registros arqueológicos del antiguo Egipto muestran que los egipcios usaban lino y tendones de animales para cerrar heridas. En la antigua India, los médicos usaban cabezas de escarabajos o hormigas para cerrar las heridas con grapas. Las criaturas vivas fueron fijadas a los bordes de la herida, que cerraron con sus pinzas. Luego, el médico cortó los cuerpos de los insectos, dejando las mandíbulas en su lugar. Otros materiales naturales que los médicos usaban en la antigüedad eran el lino, el pelo, la hierba, el algodón, la seda, las cerdas de cerdo y las tripas de animales.
Aunque el uso de suturas estaba muy extendido, las heridas o incisiones suturadas a menudo se infectaban. Los cirujanos del siglo XIX prefirieron cauterizar las heridas, un proceso a menudo espantoso, en lugar de arriesgar la muerte del paciente por suturas infectadas. El gran médico inglés Joseph Lister descubrió las técnicas de desinfección en la década de 1860, lo que hizo que la cirugía fuera mucho más segura. Lister empapó material de sutura catgut en fenol haciéndolo estéril, al menos en el exterior. Lister pasó más de 10 años experimentando con catgut para encontrar un material que fuera flexible, fuerte, esterilizable y absorbible en el cuerpo a una velocidad adecuada. Un cirujano alemán hizo avances en el procesamiento de catgut a principios del siglo XX, lo que dio lugar a un material verdaderamente estéril.
Catgut fue el material de sutura absorbible básico durante la década de 1930, mientras que los médicos usaban seda y algodón donde se necesitaba un material no absorbible. La tecnología de la sutura avanzó con la creación del nailon en 1938 y del poliéster aproximadamente al mismo tiempo. A medida que se desarrollaron y patentaron más textiles hechos por el hombre para el uso de suturas, la tecnología de las agujas también avanzó. Los cirujanos comenzaron a usar una aguja atraumática, que se presionó o engarzó sobre la sutura. Esto evitó el problema de enhebrar la aguja en el quirófano y permitió que todo el diámetro de la aguja permaneciera aproximadamente del mismo tamaño que la sutura. En la década de 1960, los químicos desarrollaron nuevos materiales sintéticos que podían ser absorbidos por el cuerpo. Estos fueron el ácido poliglicólico y el ácido poliláctico. Anteriormente, las suturas absorbibles tenían que hacerse a partir del catgut de material natural. El material de sutura sintético absorbible es ahora mucho más frecuente que el catgut en los hospitales de los Estados Unidos.
La FDA comenzó a exigir la aprobación de nuevos materiales de sutura en la década de 1970. En 1976 se añadió una enmienda a la FDA para dispositivos médicos y desde entonces se ha exigido a los fabricantes de suturas que busquen la aprobación previa a la comercialización para nuevas suturas. Los fabricantes deben cumplir con las Buenas Prácticas de Fabricación específicas y garantizar que sus productos sean seguros y eficaces. Las patentes para nuevos materiales de sutura se otorgan por 14 años.
Materias primas
Las suturas naturales están hechas de catgut o colágeno reconstituido, o de algodón, seda o lino. Las suturas sintéticas absorbibles pueden estar hechas de ácido poliglicólico, un copolímero de glicólido-lactida; o polidioxanona, un copolímero de glicólido y carbonato de trimetileno. Estos diferentes polímeros se comercializan con nombres comerciales específicos. Las suturas sintéticas no absorbibles pueden estar hechas de polipropileno, poliéster, tereftalato de polietileno, tereftalato de polibutileno, poliamida, diferentes nylons patentados o Goretex. Algunas suturas también están hechas de acero inoxidable.
Las suturas a menudo están recubiertas, especialmente suturas trenzadas o retorcidas. También se pueden teñir para que sean más fáciles de ver durante la cirugía. Solo se pueden usar tintes y recubrimientos aprobados por la FDA. Algunos tintes permitidos son:extracto de palo de tigre, óxido de cromo-cobalto-aluminio, pirogalol de citrato de amonio férrico, azul D&C n. ° 9, azul D&C n. ° 6, verde D&C n. ° 5 y verde D&C n. ° 6. Los recubrimientos utilizados dependen de si la sutura es absorbible o no absorbible. Los recubrimientos absorbibles incluyen Poloxamer 188 y estearato de calcio con un copolímero de glicólido-lactida. Las suturas no absorbibles pueden recubrirse con cera, silicona, fluorocarbono o adipato de politetrametileno.
Las agujas de sutura están hechas de acero inoxidable o acero al carbono. Las agujas pueden estar niqueladas o electrochapadas. El material de embalaje incluye papel de aluminio resistente al agua, como papel de aluminio, así como cartón y plástico.
Diseño
Las suturas están diseñadas para satisfacer muchas necesidades diferentes. Las suturas para la cirugía abdominal, por ejemplo, son diferentes de las que se utilizan en la cirugía de cataratas. Dado que ningún tipo de sutura es ideal para todas las operaciones, los cirujanos y diseñadores médicos han creado suturas con diferentes calidades. Uno puede ser más absorbible pero menos flexible, mientras que otro es extremadamente fuerte pero quizás algo difícil de anudar. Esto les da a los cirujanos muchas opciones. Los diseñadores de una nueva sutura deben tener en cuenta muchos factores. La velocidad a la que se degrada la sutura es importante, no solo a lo largo de la sutura, sino también en el nudo. Algunas suturas deben ser elásticas para que se estiren y no se rompan. Otros necesitan agarrarse fuerte. Los fabricantes de suturas utilizan máquinas especialmente diseñadas para probar y estudiar las suturas. Los nuevos diseños de suturas también se prueban sometiéndolos a pruebas químicas, como remojarlos en varias soluciones y probarlos en animales.
El
proceso de fabricación
La fabricación de suturas para uso quirúrgico no es muy diferente a la producción 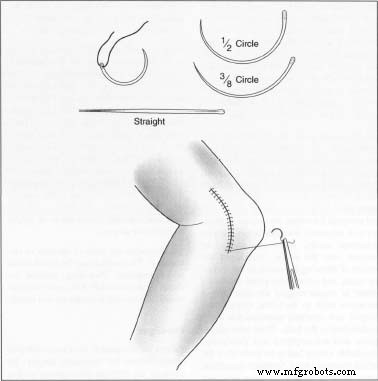 Un ejemplo de una persona a la que se le sutura. de otros textiles sintéticos. La materia prima se polimeriza y el polímero se extruye en fibra. La fibra se estira y trenza en máquinas similares a las que se pueden encontrar en una fábrica que produce hilo de poliéster para la industria de la confección. El proceso de fabricación ocurre típicamente en tres sitios:una planta produce el tejido de sutura, otra produce las agujas y una tercera planta llamada planta de acabado une las agujas a las suturas, empaqueta y esteriliza.
Un ejemplo de una persona a la que se le sutura. de otros textiles sintéticos. La materia prima se polimeriza y el polímero se extruye en fibra. La fibra se estira y trenza en máquinas similares a las que se pueden encontrar en una fábrica que produce hilo de poliéster para la industria de la confección. El proceso de fabricación ocurre típicamente en tres sitios:una planta produce el tejido de sutura, otra produce las agujas y una tercera planta llamada planta de acabado une las agujas a las suturas, empaqueta y esteriliza.
- El primer paso en la fabricación de suturas es producir el polímero crudo. Los trabajadores miden los productos químicos que componen el polímero en un reactor químico. En el reactor, los productos químicos se combinan (polimerizan), se fuerzan a través de un troquel y se descargan como pequeños gránulos.
- Los siguientes trabajadores vacían los pellets en una máquina extrusora. La extrusora tiene una boquilla, que se parece a un cabezal de ducha, perforada con muchos agujeros diminutos. La máquina derrite el polímero y el líquido fluye a través de los pequeños orificios, formando muchos filamentos individuales.
- Después de la extrusión, los filamentos se estiran entre dos rodillos. Los filamentos se estiran hasta cinco veces su longitud original.
- Algunas suturas se producen como monofilamentos. Otros están trenzados o retorcidos. Para trenzar la sutura, el monofilamento extruido se enrolla en bobinas y las bobinas se cargan en una máquina trenzadora automática. Una máquina de este tipo suele tener un diseño antiguo que también podría utilizarse en la fabricación de tejidos para tejidos. El número de filamentos trenzados juntos depende del ancho de la sutura hecha para el lote en particular. Una sutura muy fina puede trenzar 20 filamentos, una de ancho medio cientos y una sutura muy gruesa puede trenzar miles de filamentos. La máquina trenzadora produce una hebra continua de material trenzado. Funciona muy lentamente y, por lo general, la máquina está configurada para funcionar durante cuatro semanas seguidas. El proceso es casi completamente automático. Los trabajadores de la planta inspeccionan el equipo en busca de averías y recargan las bobinas vacías, pero generalmente el proceso requiere poca mano de obra.
- Después del trenzado, la sutura pasa por varias etapas de procesamiento secundario. Las suturas no trenzadas también pasarán por estos pasos después de la extrusión y el estiramiento inicial. Los trabajadores cargan el material en otra máquina que realiza otra operación de estiramiento y prensado. A diferencia del primer estiramiento, este paso puede llevar solo unos minutos y aumenta la longitud del material solo en aproximadamente un 20%. La sutura pasa sobre una placa caliente y se eliminan los bultos, desgarros o imperfecciones.
- A continuación, los trabajadores pasan la sutura a través de un horno de recocido. El horno de recocido somete la sutura a altas temperaturas y tensión, lo que en realidad ordena la estructura cristalina de la fibra de polímero en una cadena larga. Este paso puede llevar varios minutos o varias horas, según el tipo de sutura que se realice.
- Después del recocido, se puede recubrir la sutura. El material de recubrimiento varía según el material de la sutura. La sutura pasa a través de un baño de material de recubrimiento, que puede estar en solución o en un estado espeso, similar a una pasta, llamado suspensión.
- Todos los pasos principales de fabricación en la planta de procesamiento están completos en este punto. Ahora, los trabajadores de control de calidad prueban el lote de sutura en busca de varias calidades. Estos trabajadores se aseguran de que la sutura se ajuste al diámetro, la longitud y la resistencia adecuados, buscan defectos físicos y verifican la solubilidad de una sutura absorbible en pruebas con animales y probetas. Si el lote pasa todas las pruebas, se envía a una planta de acabado.
- Las agujas quirúrgicas se fabrican en otra planta y también se envían a la planta de acabado. Las agujas están hechas de alambre de acero fino y perforadas a lo largo. Los trabajadores de la planta de acabado cortan la sutura en longitudes estándar. La longitud de la sutura se inserta mecánicamente en el hueco de la aguja y la aguja se riza sobre la fibra. Este proceso se llama estampar.
- Luego, la sutura y la aguja adjunta se insertan en un paquete de aluminio y se esterilizan. La esterilización difiere según el material de sutura. Algunas suturas se esterilizan con radiación gamma. En este caso, las suturas se empaquetan completamente. El paquete completo, típicamente un paquete de papel de aluminio sellado dentro de una caja de cartón, se coloca sobre una cinta transportadora. El paquete sellado pasa por debajo de lentes en forma de lápiz que emiten radiación gamma. Esto mata a todos los microbios. La sutura ya está lista para su envío. Algunos materiales de sutura no pueden resistir la radiación gamma y se esterilizan en un proceso diferente. La sutura y las agujas están empaquetadas en un paquete de aluminio, pero el paquete se deja abierto. Los paquetes se mueven a una cámara de gas, que luego se llena con gas óxido de etileno. Luego, los paquetes de papel de aluminio se sellan, se insertan en cajas u otros empaques y se preparan para su envío.
Control de calidad
Las suturas, como dispositivos médicos, están sujetas a un estricto control de calidad. Todas las materias primas que llegan a la planta de fabricación se prueban para asegurarse de que sean lo que se supone que son. Cada lote de suturas se prueba después de los principales pasos de fabricación para una variedad de características físicas como el diámetro y la resistencia. La industria de la sutura ha desarrollado una serie de instrumentos sofisticados para probar las características especiales de la sutura, como la seguridad de los nudos y el arrastre del tejido. También se realizan pruebas de diámetro, longitud y resistencia de la sutura en la planta de acabado. La planta de acabado también debe probar qué tan bien se adhiere la aguja a la sutura. Las directrices para el control de la calidad de las suturas las establece la organización independiente United States Pharmacopeia.
El futuro
Todo el tiempo se desarrollan nuevas suturas para responder mejor a las necesidades quirúrgicas particulares. Aunque no reemplazan las suturas, los científicos también han ideado métodos alternativos de cierre de heridas. La primera grapadora quirúrgica se inventó en 1908, pero la tecnología de la grapadora se desarrolló considerablemente en la década de 1990. Las máquinas precisas pueden colocar grapas absorbibles, tan delgadas como cuatro cabellos humanos, debajo de la capa superior de piel para asegurar una incisión con cicatrices mínimas. Un dispositivo relacionado, probado por primera vez en pacientes en los Estados Unidos en 2000, es una cremallera quirúrgica. Un cirujano puede colocar la cremallera sobre una incisión recta y cerrar la herida, eliminando la necesidad de suturar. Una vez que la herida cicatriza, el paciente puede lavarse la cremallera en la ducha. Otro método de cierre quirúrgico que aún está en evolución es el pegamento quirúrgico. El pegamento quirúrgico es menos doloroso que las suturas si la herida debe cerrarse sin anestesia. El pegamento puede dejar menos cicatrices en algunos casos y ser más fácil de cuidar después de la operación.
Dónde obtener más información
Libros
Mukherjee, D. P. "Suturas". En Polímeros:biomateriales y aplicaciones médicas. Nueva York:John Wiley &Sons, 1989.
Planck, H., M. Dauner y M. Renardy, eds. Textiles médicos para implantación. Berlín:Springer-Verlag, 1990.
Publicaciones periódicas
"Dermabond 'Super Glue' recibe críticas mixtas". Tiempos de dermatología (Octubre de 1999):1.
Mraz, Stephen J. "De las fauces de las hormigas a las grapas absorbibles". Diseño de máquinas (12 de enero de 1995):70ss.
"Zip-it-y Doo Dah". Enfermería (Mayo de 2000):62.
Ángela Woodward
Proceso de manufactura
- ¿Qué es el mecanizado VMC?
- Guía para el marcado láser de aluminio
- Soldadura MIG frente a soldadura TIG
- Guía de marcado láser
- Consideraciones para el mecanizado suizo de alta producción
- Guía para la creación de prototipos CNC
- Comprensión del proceso de fabricación del eje
- ¿Qué es el marcado láser de fibra?
- Electropulido frente a pasivación
- ¿Qué es la pasivación de acero inoxidable?
- Cómo diseñar y diseñar equipos de pesca en horario de trabajo