


¡La impresora 3D salta capas! ¡Guía sobre cómo solucionarlo!
Independientemente de la marca de la impresora, todos los usuarios de impresoras 3D han experimentado este problema en particular en algún momento. Este artículo analiza los diferentes factores que pueden causar dicho problema y las soluciones en cada caso.
¿Cómo pueden los usuarios solucionar el problema de omisión de capas? Generalmente, es un problema mecánico y es posible solucionarlo e incluso prevenirlo con unos sencillos ajustes y un buen mantenimiento.
¿Cómo saber si la impresora 3D salta capas?
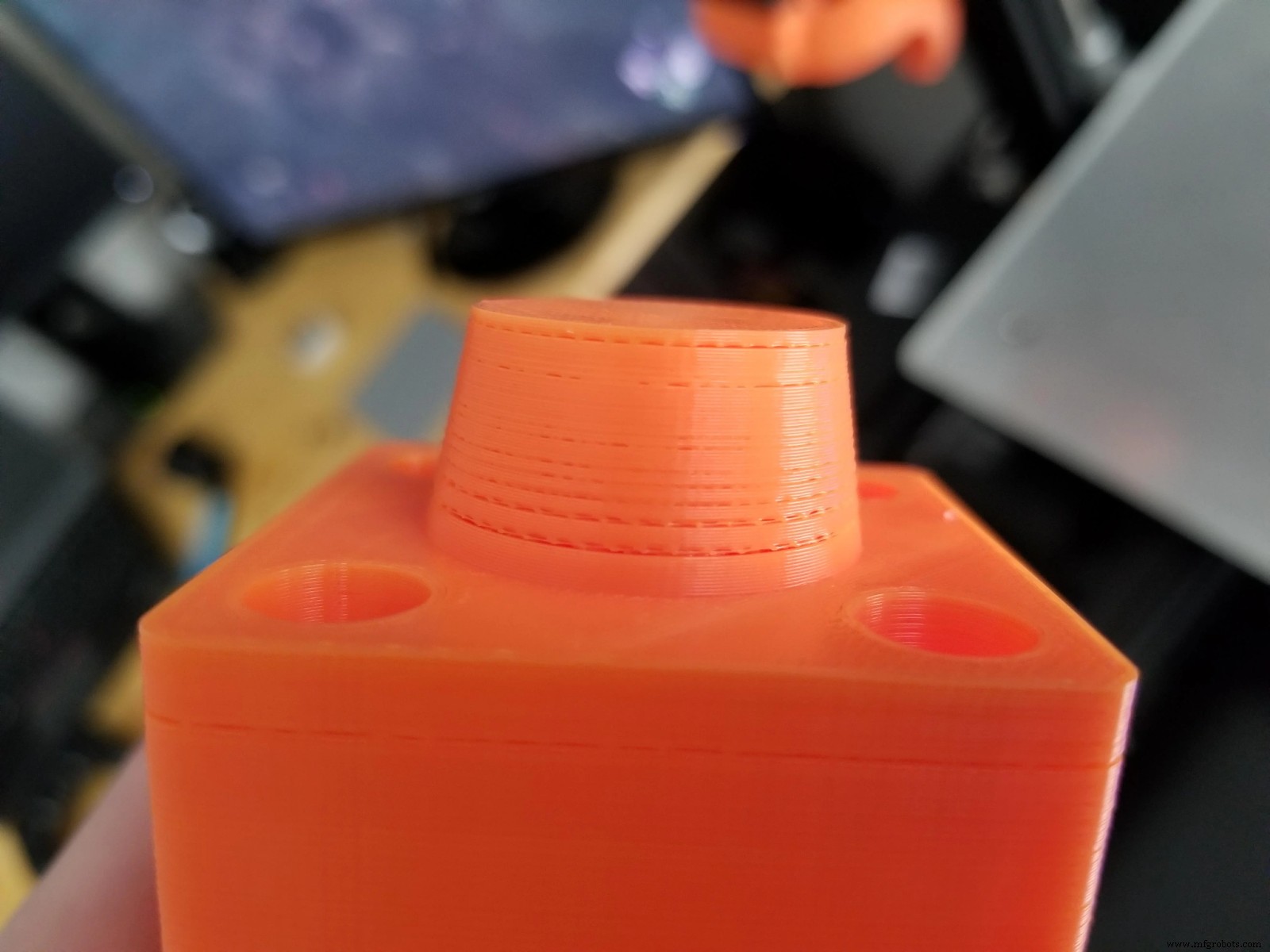
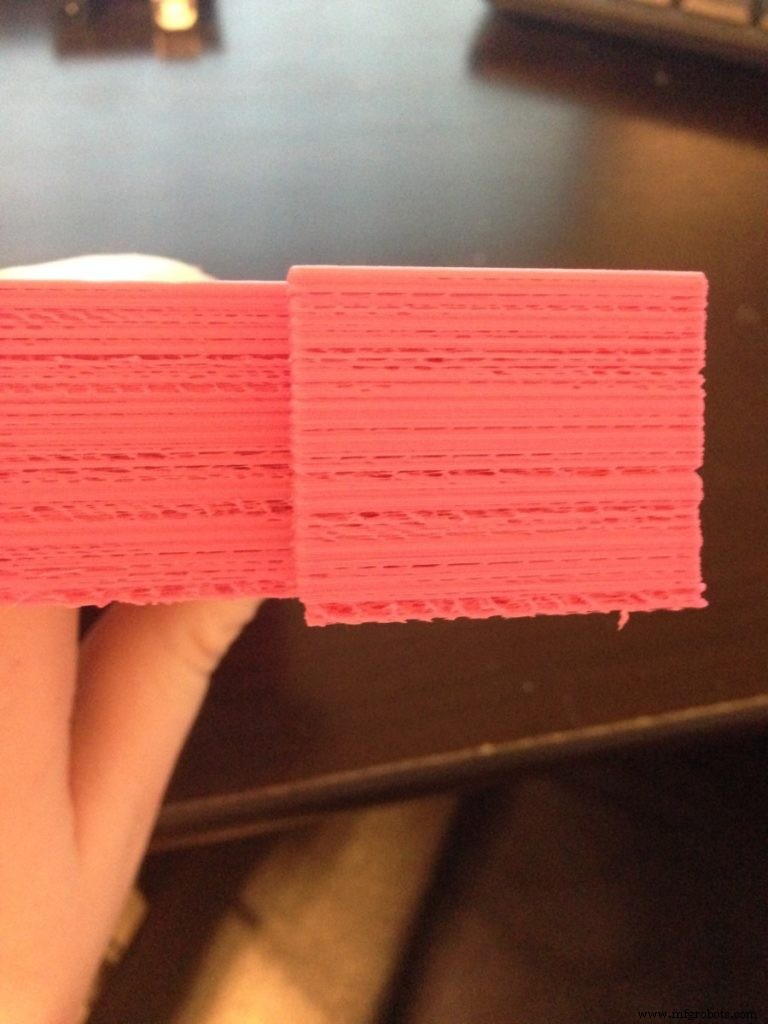
Cuando hay problemas de salto de capas, se pueden observar en las piezas algunas capas con falta de material o un flujo irregular y escaso como se ve en las imágenes a continuación. Así, las piezas tienen un aspecto malo e incluso frágil.
¿Cuáles son las causas y cómo solucionar el problema?
Hay muchos factores que pueden causar este tipo de problemas. En general, la falta de capa o el salto de capa suele deberse a un problema mecánico. A continuación se describen soluciones desde las más generales hasta algunas más específicas para solucionar dicho problema.
Comenzar con mantenimiento mecanico
Es importante aprender a realizar el mantenimiento mecánico de la impresora para prevenir futuros inconvenientes y así también alargar la vida útil de sus elementos. Como ocurre con cualquier máquina, las piezas se desgastan por el uso frecuente y algunos tornillos se aflojan, las piezas lubricadas se secan, etc.
Realiza un servicio de mantenimiento con unos sencillos pasos:
Apriete todas las tuercas y tornillos
Las vibraciones debidas al constante movimiento son la causa del aflojamiento de tornillos y tuercas. Si los tornillos de la impresora no están bien apretados, se pueden observar pequeñas desalineaciones en algunos ejes y también en las correas, entre otras desalineaciones.
Cómo hacerlo
Para esta tarea se requieren llaves allen y alicates o llaves inglesas del tamaño de las tuercas.
Simplemente revise y apriete todos los tornillos con la llave Allen adecuada. Si el tornillo está atravesado y la tuerca está detrás, sujete la tuerca con unos alicates o una llave para que no gire en falso al apretar el tornillo.

En algunos casos, es conveniente cambiar las tuercas normales por tuercas autofrenantes. Estas están fabricadas en un material en su interior que actúa como freno para que no se suelten con las vibraciones.

También es importante tensar correctamente la correa del carro. Generalmente, las impresoras tienen un sistema de apriete manual. Para ello, afloje los tornillos liberando la tensión de la correa. Luego, sujetando el extremo de la correa con la mano, estirar para conseguir una buena tensión y apretar los tornillos una vez más.

Para las impresoras Ender o similares, también es importante apretar las tuercas excéntricas de los rodamientos con una llave como se muestra a continuación.

Comprueba si las varillas y los soportes están desalineados
Cómo hacerlo
En algunas impresoras, el movimiento del eje Z lo realizan dos motores que trabajan simultáneamente con varillas roscadas. Es importante que ambos extremos estén a la misma altura. Esto se puede hacer midiendo cada extremo con una regla y ajustando las alturas hasta que sean iguales.
Con impresoras como Enders, es menos probable que ocurra este tipo de desalineación porque las estructuras en los extremos del carro crean un cuadrado.
Asegúrese de que la boquilla no esté obstruida (esto genera un flujo de extrusión bajo)
Cuando la boquilla está parcialmente obstruida, el flujo de extrusión es irregular. Esto genera una falta de material en la capa. Esto puede ocurrir debido a diferentes factores:
- Partículas que entraron en la boquilla debido a cuerpos extraños dentro del filamento;
- Obstrucción debido a una configuración incorrecta de la retracción;
- Partículas que quedan de otros materiales menos comunes (fibra de carbono, filamentos mezclados con madera, etc.) que el nuevo filamento no elimina por completo;
- Restos de filamentos quemados.
Todos estos residuos quedan adheridos a las paredes de la boquilla y reducen el caudal. Esto se conoce como subextrusión.
Los filamentos de buena calidad son adecuados para evitar cuerpos extraños dentro del material y así evitar obstrucciones. Los filamentos mal fabricados también tienen inconsistencias en el diámetro y esto provoca obstrucciones si el diámetro es mayor o flujo deficiente si el diámetro es menor que el estándar.
Cómo limpiar la boquilla
A continuación se explica la técnica más utilizada. Requiere una aguja del diámetro de la boquilla (Este kit suele ir incluido con la impresora).
- Calienta el hotend a la temperatura del filamento. Por ejemplo, para PLA a 410 °F a 446 °F.
- Introducir la aguja a través del pico, realizando movimientos hacia adentro y hacia afuera.
- Retire la aguja y empuje manualmente el filamento.
Si la técnica anterior no logró desbloquear la boquilla, la siguiente técnica de limpieza llamada "Método atómico o extracción en frío" consiste en:
- Calentando el hotend a la temperatura de trabajo del material y retirando el filamento que se estaba utilizando.
- Insertar PLA y hacer que sobresalga un poco.
- Enfriando el hotend a alrededor de 194°F.
- Tirar del filamento con un fuerte movimiento.
Al extraer el material, es posible observar los residuos que quedan adheridos a la punta. Estos pasos hay que repetirlos tantas veces como sea necesario hasta que la punta salga limpia. En la imagen inferior, observa cómo disminuye la extracción de residuos repitiendo sucesivamente estos pasos.

Otro factor importante a comprobar es el estado del tubo de PTFE en el interior del hotend. Es normal que el tubo se queme o se deteriore con el uso, causando también obstrucciones como se ve en la siguiente imagen. Simplemente cambie el teflón por uno nuevo, asegurándose de que esté bien colocado en la boquilla.

Verificar que la rueda dentada no tenga desperdicio por desgaste del filamento. Si hay polvo del material, quítelo con un cepillo.

Un factor importante es la forma en que gira la bobina de filamento. La forma de la bobina depende del fabricante del filamento y, en algunos casos, el orificio central de la bobina es mucho más grande que el soporte de la impresora. Al imprimir, el motor del extrusor termina tirando del filamento y puede hacer que el material se alimente mal del hotend. Para que la bobina quede bien centrada, los usuarios pueden imprimir un adaptador como estos:


Mire el siguiente video donde se muestran los procedimientos antes mencionados:
Lubricar todas las piezas según sea necesario
Cómo hacerlo
Si la impresora utiliza varillas lisas y cojinetes lineales, es importante lubricar las varillas correctamente, limpiando primero la grasa vieja con alcohol isopropílico. No use WD-40 como lubricante ya que se seca muy rápido, causa mucha fricción y daña los cojinetes. Los lubricantes adecuados son a base de teflón (PTFE). También es importante lubricar los rodamientos y las varillas roscadas del eje Z.
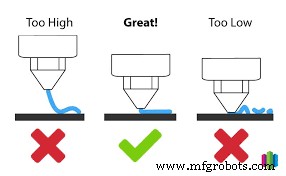
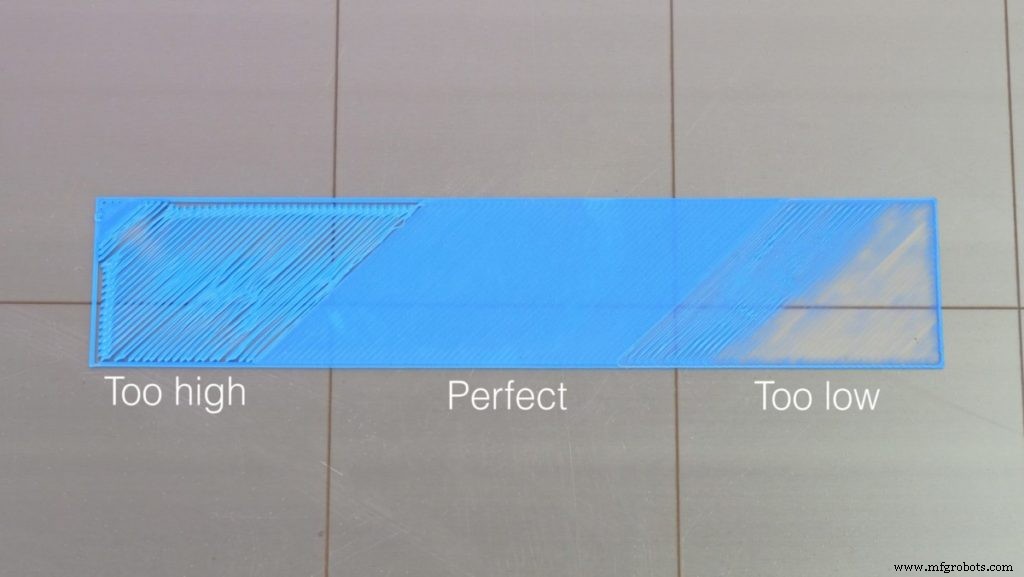
Nivelar la cama
Una buena nivelación de la cama es fundamental para empezar a imprimir correctamente. La calibración de la cama se puede realizar manualmente apretando los tornillos de resorte en los extremos de la cama o automáticamente usando sensores. Estos sensores pueden corregir pequeños desniveles que no se pueden corregir manualmente, especialmente cuando la superficie de la cama es grande (más de 9,84 × 9,84 pulgadas) o si la cama tiene alguna imperfección de fábrica.
Cómo hacerlo
Si la impresora no tiene un sensor de nivelación automática, es necesario seguir estos sencillos pasos usando una hoja de papel:
- Llevar todos los ejes al origen
- Deshabilitar los motores para mover el eje X e Y a mano
- Lleve el cabezal de impresión a una esquina y coloque la hoja de papel entre la boquilla y la cama
- Mueva el tornillo en esa esquina, apretándolo o aflojándolo, y simultáneamente mueva el papel para sentir una ligera fricción
- Repita el paso en todas las esquinas
- Por último, comprueba en diferentes puntos de la cama que esté bien nivelada
Para verificar que esté correctamente calibrado, haga una impresión rápida colocando círculos o cuadrados en diferentes puntos de la cama, como:
Prueba de nivel 3 de Ender:Thingiverse
Lee el siguiente artículo donde se explican con más detalle estos pasos, utilizando papel y hojas con grosores especiales.
Configuración de la segmentación
El software de corte consiste en dividir el modelo 3D a imprimir en rebanadas o capas utilizando los parámetros de configuración establecidos por los usuarios. De esta forma, crean un archivo con comandos (gcode) que lee la impresora. Indica los movimientos que debe realizar cada eje así como temperaturas, velocidades, etc.
Aquí hay algunas configuraciones que pueden solucionar este problema de omisión de capa.
Ajustar caudal
Dado que no todos los filamentos tienen exactamente el mismo diámetro o material, es necesario ajustar el parámetro de flujo. De forma predeterminada, el flujo en las cortadoras se establece en 100 %, pero en general, el índice de flujo se encuentra entre el 90 % y el 110 %.
Cómo hacerlo
La calibración requiere una regla o calibre y un marcador.
- Precalentar el hotend a temperatura de trabajo
- Con la regla, mida 4,33 pulgadas en el filamento desde donde se introduce el cabezal de impresión y haga una marca con el marcador
- Desde la pantalla, extraiga lentamente un total de 3,93 pulgadas
- Mide de nuevo con la regla y anota la distancia entre el comienzo de la cabeza y la marca. Si la medida es:
- a) Igual a 0,39 in:¡el flujo está correctamente calibrado!
- b) Menos de 0,39 in:el flujo es mayor de lo que debería ser. Esto se llama sobreextrusión
- c) Más de 0,39 pulgadas:el flujo es menor de lo que debería ser. Esto se llama subextrusión
Si dicha medida no es de 0,39 pulgadas, se puede corregir fácilmente haciendo sumas. Es necesario conocer el valor de los pasos del motor de la extrusora; generalmente se obtiene desde el display (“Control>Movimiento>Extrusor”).
Nuevo flujo [%] =(Número de pasos [pasos/pulgada] x 3,93 pulgadas) / (4,33 pulgadas – medida)
Este es el nuevo valor que se establece en la segmentación.
Otra forma de calibrar el caudal es imprimir una pieza de prueba y medir ciertos ángulos con un calibrador, como se muestra en la siguiente guía:¡El mejor método de calibración de caudal! por petrzmax – Thingiverse
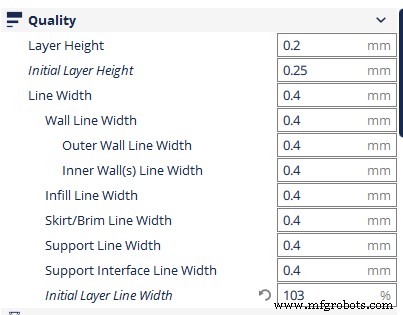
Ajustar resolución (Grosor de línea)
La altura máxima de la capa está restringida por el diámetro de la boquilla. Como regla general, se toma un 20% menos que el diámetro de la boquilla. Por ejemplo, para una boquilla de 0,015 pulgadas, la altura máxima de la capa es de 0,012 pulgadas. De esta forma, se asegura una buena adherencia entre capas sin dejar espacio entre ellas.
En algunas impresoras, existen los llamados "números mágicos", que son alturas de capa en las que esa impresora en particular funciona mejor. En realidad, estos números no son tan mágicos pero están determinados por el paso de las varillas roscadas ubicadas en el eje Z.
Para las impresoras Ender, el incremento recomendado entre capas es de 0,0015 pulgadas. Por ejemplo:0,0031, 0,0047, 0,0062, 0,0078, 0,0094 pulg.
Cómo hacerlo
Para configurar este parámetro, es necesario ajustar el parámetro "Altura de la capa".
Otras razones no tan comunes
Cama torcida
Entre los usuarios de Ender, se informaron algunos casos de camas deformadas. Por mucho que los usuarios lo calibren manualmente, siempre encontrarán partes de la cama donde el filamento no se adhiere correctamente a la cama.
Cómo arreglarlo
En estos casos, lo mejor es instalar un sensor de nivelación automática y configurar los puntos de calibración dentro del firmware.
Encuentra el paso a paso en el siguiente vídeo sobre cómo realizar esta configuración.
Filamento pelado o mordido por los dientes del engranaje del extrusor
Cuando la boquilla está obstruida, el material no fluye correctamente. El engranaje del motor de la extrusora reduce su tracción. Por lo tanto, si el material no se puede empujar correctamente, el engranaje se come el filamento y este pierde tracción.
En otros casos, la presión que ejerce el sistema de engranajes sobre el filamento es muy fuerte y lo deforma.
Cómo arreglarlo
Para solucionar el primer caso, se debe limpiar la obstrucción en la boquilla como se explicó anteriormente.
En el segundo caso, solo basta aflojar la tensión de los engranajes que suele ser por un tornillo y un resorte. La presión debe ser suficiente para tirar del filamento sin deformarlo. Una manera fácil de saber si está bien apretado es extruir material y sacar el filamento manualmente. Si el engranaje salta, significa que todavía necesita un poco más de ajuste.
Impresión 3d
- Cómo:Cambiar la punta de la impresora 3D en su Stratasys
- Cómo conectar una Ender 3 a WiFi:¡Guía completa!
- problemas de nivelación de la cama Ender 3; ¡Cómo arreglarlos!
- ¿Cuánto dura 1 kg de filamento de impresora 3D?
- Boquilla de impresora 3D con fugas:¡cómo solucionarlo!
- Superposición de relleno de extrusión doble y exudación; ¡Cómo solucionarlo!
- Exceso de extrusión (curvatura) en las esquinas:¡cómo arreglarlo fácilmente!
- La impresora 3D no alimenta el filamento:¡cómo solucionarlo!
- El motor paso a paso de la impresora 3D no funciona:¡arreglémoslo!
- Cómo prevenir y reparar el filamento 3D que se adhiere a la boquilla
- Cómo desenredar el carrete de filamento de una impresora 3D