


La mejor configuración de compatibilidad de Ender 3 (Pro, V2); La guía completa
En la impresión 3D, cada capa nueva necesita algo debajo para adherirse, puede ser la cama o una capa anterior. En general, sería mejor diseñar una pieza para tener en cuenta esa limitación, pero hay soportes cuando no es posible.
Por lo general, se evitan los soportes porque usan más material, prolongan el tiempo de impresión y pueden ser difíciles de quitar. Pero hay algunas situaciones en las que los soportes son inevitables o mejoran la calidad final de la impresión. Con un perfil de corte bien ajustado, los resultados pueden ser sorprendentes y con poco esfuerzo de posprocesamiento.
Entraré en más detalles, pero si tiene prisa, estas son buenas configuraciones de soporte para comenzar con una Ender 3 Pro/v2:establezca la estructura de soporte en "Normal “, colocación de soporte en “placa de construcción táctil”, ángulo de voladizo entre 45º y 60º, densidad de soporte en 20 %, distancia Z de soporte en 0,2 mm y distancia X/Y de soporte en 0,6 mm.
En las siguientes secciones, revisaré cada uno de estos y discutiré en detalle para qué sirven y las heurísticas que puede usar para cambiarlos. Además, también revisaré algunas configuraciones adicionales que no deben dejarse sin modificar.
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
¿Qué son los apoyos y por qué los usamos?
Los soportes son estructuras impresas que no forman parte del modelo 3D, hechas para evitar la impresión en el aire. Los soportes pueden ser generados automáticamente por la cortadora o modelados previamente al diseñar la pieza. Luego, estas estructuras deben eliminarse de la pieza en el posprocesamiento. Las impresoras con extrusoras dobles pueden imprimir soportes solubles en agua o solventes, pero tienen un conjunto diferente de reglas y configuraciones que no se discutirán en este artículo.
Diferentes tipos de soportes (Normal o Árbol)
Los soportes generados automáticamente pueden ser estructuras simples hechas de líneas o una cuadrícula o estructuras más complejas con ramas en forma de árbol. La decisión de elegir uno sobre el otro no siempre es clara, pero para modelos planos o cuadrados, los soportes normales deberían funcionar bien y para figuras más orgánicas, los soportes de árboles dejarán una mejor superficie después de quitarlos. Ambos dependen en gran medida de cómo estén configurados, pero básicamente, las estructuras de soporte normales generalmente se pueden aplastar o arrancar y los soportes de los árboles tienden a ser más sólidos. Los soportes para árboles harán que el tiempo de corte sea notablemente más largo, por lo que tendrá que ser paciente con los modelos más grandes.
Diferentes patrones de soporte
Las cortadoras tienen muchos patrones de soporte diferentes para los soportes normales, pero se reducen a solo dos categorías:fuertes o débiles. Las estructuras entrelazadas como el patrón de cuadrícula son fuertes y se desprenden de una sola pieza una vez que se termina la impresión o, a veces, no se desprenden en absoluto porque no se colocaron correctamente. Por otro lado, las estructuras endebles como líneas, zigzags o patrones concéntricos se pueden aplastar. La limpieza es más complicada, pero siempre salen de una forma u otra. Tampoco es mejor para todos los modelos, y es principalmente una cuestión de gusto y de las herramientas disponibles.
La primera suposición más sensata sería usar estructuras endebles porque imprimen más rápido y usan menos material. Sin embargo, si la estructura es demasiado endeble, fallará y arruinará su impresión. Hay otras configuraciones para hacer que su soporte sea más sólido. Intente habilitar el borde de soporte o aumentar el recuento de líneas de pared de soporte a 1.
¿Qué es la "ubicación de soporte"
La configuración de "Ubicación de soporte" le permite decidir si los soportes se colocarán en todas partes o solo en los que toquen la placa de construcción. Cuando selecciona "en todas partes", los soportes automáticos pueden comenzar en el modelo que se está imprimiendo. Esto significa que cuando quites los soportes tendrás una superficie extra para limpiar.
Si no desea que los soportes comiencen en el modelo, puede seleccionar "tocar la placa de construcción" y la cortadora solo generará soportes donde tenga un lugar libre en la placa de construcción justo debajo. Esto es mejor para la limpieza, pero puede dejar partes sin soporte que no se imprimirán correctamente. La última opción es cambiar a "soportes de árboles" que solo comenzarán en la placa de construcción pero extenderán las ramas a donde sea necesario.
Densidad de soporte
La densidad de soporte se refiere al número de líneas que imprimirá para formar la estructura de soporte como lo hace con el relleno. Demasiado denso y los soportes serán más difíciles de quitar, utilice más material e imprima durante más tiempo. Demasiado escaso y es posible que el objeto no esté bien soportado o incluso no esté soportado en absoluto. Un buen lugar para comenzar es el 20%. Es necesario comprobar en la “vista de capas ” para ver los apoyos generados. Con esta vista, podrá tener una idea clara de cómo quedará la impresión y qué tan difícil será la limpieza posterior.
¿Qué son los voladizos y los puentes y cómo limitan la impresión?
Cuando la impresora intenta imprimir características que están en voladizo, lo que sucede es que el plástico se extruye en el aire y tiende a curvarse hacia atrás o combarse. Estas características se denominan voladizos y se pueden imprimir hasta cierto punto con la velocidad de extrusión y el enfriamiento correctos.
Un puente también es una característica del modelo 3D y también implica la impresión en el aire. Esta vez hay otro punto de anclaje en línea recta donde termina el movimiento de impresión. Si los puntos de anclaje están lo suficientemente cerca y hay suficiente enfriamiento, el hilo de plástico permanece casi horizontal. Siempre hay algo de pandeo, pero en muchos casos puede estar bien.
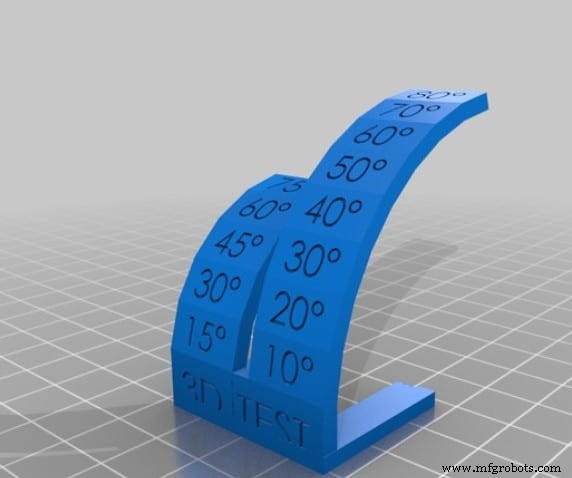
Imprimir una prueba de voladizo y puente
Para conocer las capacidades de voladizo y puenteo de su impresora, existen modelos diseñados para probarlas. La gran comunidad ha realizado muchas pruebas, pero aquí encontrarás dos modelos simples que son un buen comienzo.
Lo que descubre con las pruebas generalmente se puede mejorar ajustando su perfil de corte.
#1Prueba de puente voladizo
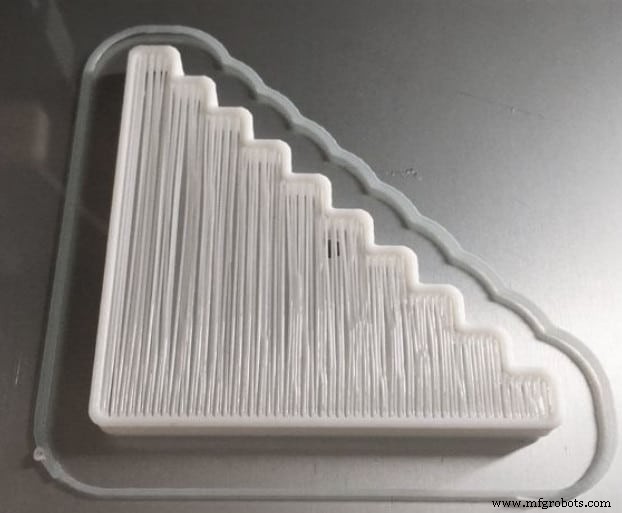
Prueba de puente saliente n.º 2
Ángulo de voladizo, puentes y cómo mejorarlos
La mayoría de las impresoras pueden salirse con voladizos de ángulo de 45º, la Ender 3 puede llegar hasta los 60º con la configuración correcta. El éxito de un puente depende de la cantidad de hundimiento que esté dispuesto a aceptar. Hasta 5 mm probablemente tendrá éxito. Más que eso, debería considerar tomarse el tiempo para ajustar su impresora o usar soportes. Es posible hacer puentes de 150 mm con algunos filamentos.
Un mejor enfriamiento puede dar como resultado mejores voladizos y puentes, verifique que haya puesto el ventilador al 100 % para obtener los mejores resultados en PLA y PETG. En el caso de otros polímeros como el ABS, esto puede provocar delaminación, así que tenga cuidado.
Reducir la temperatura de impresión hasta 5 o 10 ºC también puede ayudar con los voladizos y puentes, pero la adhesión de la capa también se verá afectada. Si necesita piezas resistentes, trate de no bajar demasiado la temperatura de extrusión.
Por último, está la tasa de extrusión. Con una leve subextrusión, los puentes y voladizos tendrán una mejor calidad, pero al igual que con la temperatura de extrusión, la adhesión de la capa también se verá afectada y es posible que comience a ver piezas a las que les falta plástico. Puede jugar con la tasa de flujo en la rebanadora, reduciéndola entre un 1 y un 5 % cada vez y ver los resultados.
¿Cuál es la distancia de soporte Z y la distancia X/Y?
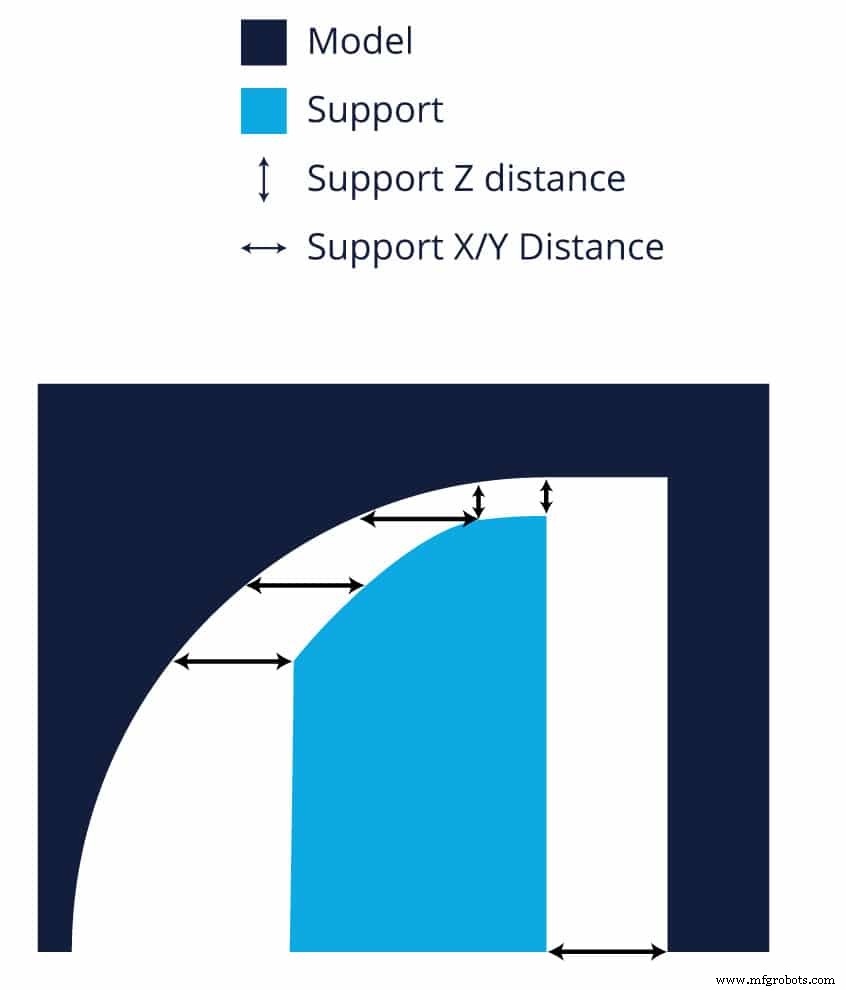
Después de imprimir la estructura de soporte, la máquina debe dejar un espacio antes de imprimir otra capa para que no se pegue demasiado. Esto facilita el proceso de eliminación, pero deja cierta aspereza en la superficie de contacto. Este espacio se llama distancia Z y se recomienda que mida al menos una capa o dos. 0,2 mm suele ser el estándar, pero si la altura de su capa es mucho más pequeña o más alta, debe cambiarla. Cuanto más grande es el espacio, más fácil es quitarlo, pero también más pobre es la superficie de contacto.
La distancia X/Y, por otro lado, no es tan sensible. Es el espacio libre que deja el cortador en la dirección X e Y para que los soportes no toquen el modelo. Un valor de 0,6 mm o 0,7 mm debería estar bien. Si tiene problemas para separar los soportes, puede hacerlos más grandes.
¿Cuándo necesita apoyo? (reglas de 45° y 5 mm)
Hay dos reglas para voladizos y puentes que generalmente se consideran para diseñar piezas para impresión 3D y al cortar.
- Si el ángulo de voladizo es superior a 45º, probablemente necesitarán soportes.
- Si un puente mide más de 5 mm, probablemente necesitará soporte.
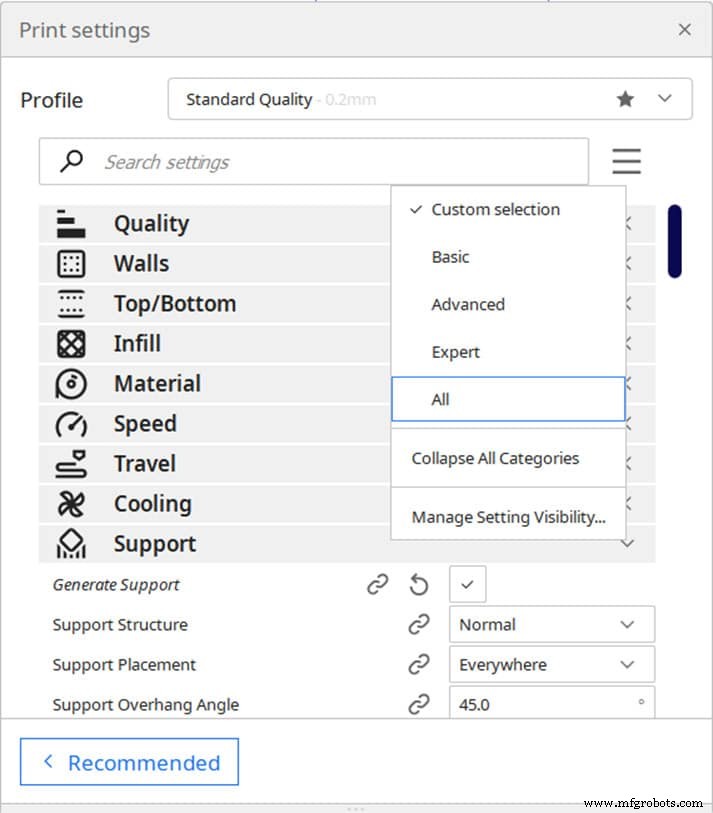
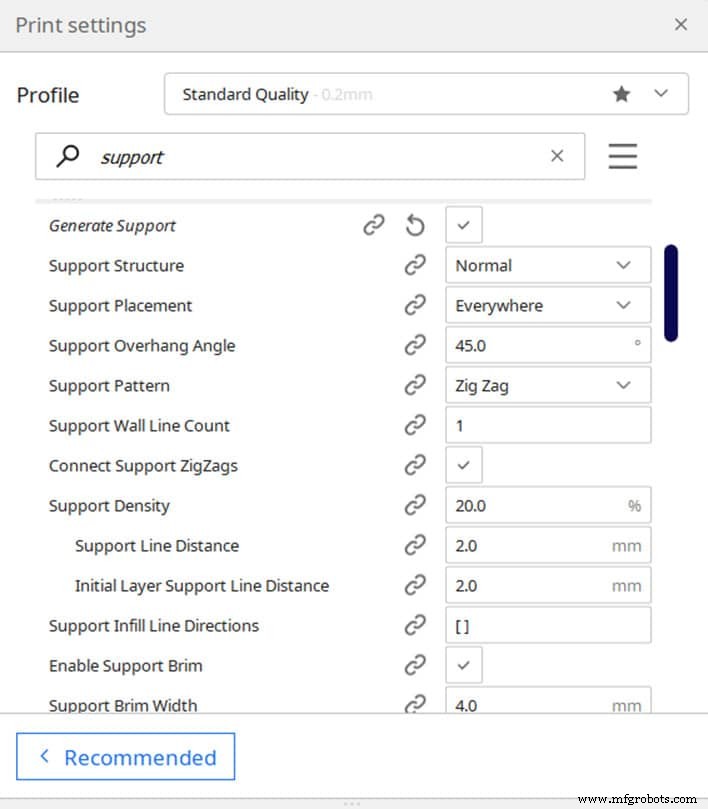
Cómo acceder a la configuración de soporte en Cura
Para acceder a la configuración de soporte, debe hacer clic en el icono de la hamburguesa. Todas las configuraciones de este artículo deberían estar disponibles al seleccionar "Avanzado" en el menú desplegable, excepto los soportes de árbol que se pueden encontrar en "Experimental" con "experto" seleccionado.
Configuración de soporte ideal para la Ender 3
- Estructura de apoyo:Normal
- Colocación de soporte:"Placa de construcción táctil"
- Ángulo de voladizo de soporte:45º – 60º
- Patrón de soporte:Zig Zag
- Densidad de soporte:20 %
- Distancia Z de soporte:0,2 mm
- Distancia X/Y de soporte:0,6 mm
- Habilitar techo de soporte
- Habilitar borde de soporte
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
Conclusión
Ajustar los soportes correctamente puede hacer que la experiencia de impresión 3D sea mucho más fácil. Con los 45º y la regla de 5 mm y solo unos pocos ajustes deberías estar listo para empezar.
¡Recuerde usar el modo de capa en la cortadora para verificar los soportes!
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y seleccionados cuidadosamente. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Estructuras de soporte de impresión 3D:una guía completa
- La guía completa para elegir un motor a prueba de explosiones
- La guía completa para el almacenamiento adecuado de motores eléctricos
- El taller de máquinas CNC:una guía completa
- La guía completa para la impresión 3D
- La guía completa de piezas mecanizadas
- Los fundamentos de los frenos húmedos industriales:una guía completa
- Su guía de las mejores marcas de grúas
- La guía completa para la gestión de inventario
- Cómo conectar una Ender 3 a WiFi:¡Guía completa!
- Mecanizado CNC de 5 ejes:la guía completa