


Velocidad de impresión 3D; ¡Cómo imprimir más rápido y ahorrar tiempo!
La impresión 3D no es un proceso particularmente rápido:algunos modelos pequeños pueden tardar lo que parece una eternidad en imprimirse (acabo de imprimir un modelo que tardó 37 horas). Pero, ¿hay alguna forma de acelerar el proceso, especialmente sin reducir la calidad de impresión?
En este artículo, repasaré las diferentes configuraciones que puede ajustar en su Slicer para reducir significativamente el tiempo que toma terminar una impresión, cómo mantener la calidad de impresión (algo), así como un par de consejos y trucos diferentes para haz que todo suceda.
Entonces, sin más preámbulos, ¡comencemos!
Velocidad frente a calidad

La capacidad de la máquina para manejar una velocidad dada será un factor importante a considerar al evaluar cómo la velocidad afecta la calidad de impresión.
El diseño y el material del que están hechas las máquinas podrían afectar la calidad a altas velocidades. Esto se debe a que los movimientos rápidos del extrusor podrían generar vibraciones significativas.
El filamento también tiene sus limitaciones, ya que necesita una temperatura específica para fundirse y, si la máquina se mueve demasiado rápido, esto puede limitar el caudal debido a que la máquina no puede derretir el filamento a esa velocidad.
Además, si la impresora va demasiado rápido, es posible que el filamento no tenga tiempo de crear una unión fuerte, lo que provocará una adhesión débil de la capa. Aquí tienes un artículo extenso sobre el tema.
Aumentar el tamaño de la boquilla podría generar tiempos de impresión significativamente más rápidos pero, nuevamente, esto tiene un costo de calidad.
En términos generales, cuanto más rápida sea la impresión, menor será la calidad.
Configuraciones de segmentación que afectan el tiempo de impresión
Un cortador es el software de computadora responsable de convertir un modelo en formato STL en comandos de impresora en formato g-code.
Casi todas estas aplicaciones le permiten controlar varios parámetros, como características de relleno y perímetros, ancho y alto de capa, velocidad, etc., y todos ellos pueden tener un gran impacto en la velocidad de impresión.
Veamos la mejor manera de reducir los tiempos de impresión tratando de afectar lo menos posible a la calidad de la impresión:
Número de proyectiles (recuento de líneas de pared)
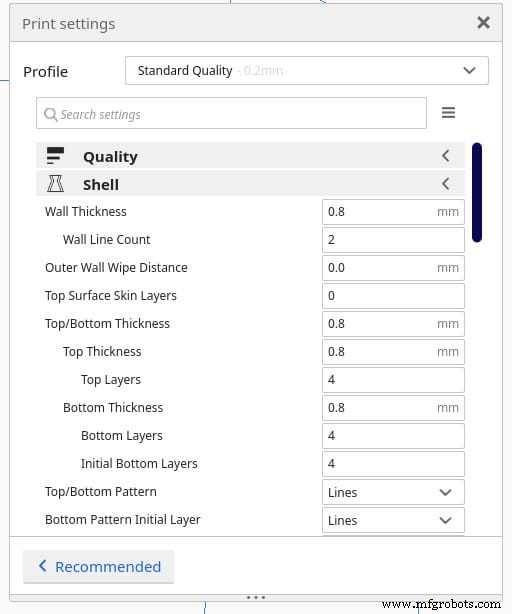
El caparazón (o perímetro) constituye el exterior de las piezas impresas en 3D y se puede clasificar en dos secciones:las paredes y la parte superior e inferior.
Al ajustar el grosor de la pared, está configurando automáticamente el número de perímetros. Por ejemplo, establecer el grosor de la pared en 1,2 mm significa que la impresora imprimirá un total de tres perímetros (que se muestran como Recuento de líneas de pared en Cura), ya que cada perímetro tiene un grosor de 0,4 mm.
Reducir el número de perímetros significa que la ruta de impresión se vuelve más corta y la cantidad de material extruido se reduce, por lo que conseguimos tiempos de impresión más rápidos.
En resumen, reducir el número de perímetros/carcasas da como resultado impresiones más rápidas.
Densidad de relleno
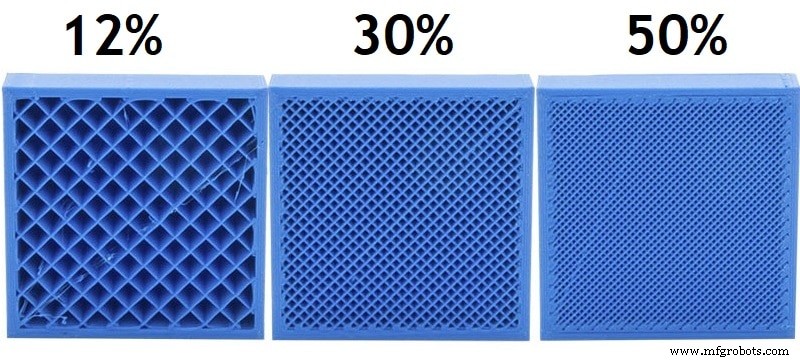
El relleno constituye el volumen interior de los modelos, y una de sus configuraciones que podemos ajustar es la densidad, que representa la cantidad o la cantidad de material que formará la parte interna del modelo, y puede ir desde 0 %, lo que significa completamente hueco, hasta 100 %, lo que significa completamente sólido.
Cuanto más densa sea la pieza, mayor será la cantidad de material que se debe extruir y más tiempo le llevará a la impresora terminar la impresión.
Por lo tanto, si desea imprimir más rápido, debe disminuir la densidad de relleno, pero siempre tenga en cuenta que esto podría afectar la fuerza de la impresión.
Entonces, en resumen; Reducir la densidad de relleno a aproximadamente un 10 % podría ahorrarle desde minutos hasta un par de horas por impresión.
Pasos de relleno gradual
Hay una forma de evitar reducir la densidad del relleno en toda la impresión y, al mismo tiempo, mitigar la pérdida de resistencia.
Al utilizar un relleno gradual, obtendrá un gradiente de densidad en todo el modelo, y esto reducirá la cantidad de material utilizado al comenzar con un porcentaje de baja densidad en las capas inferiores y aumentarlo gradualmente cerca de las capas superiores.
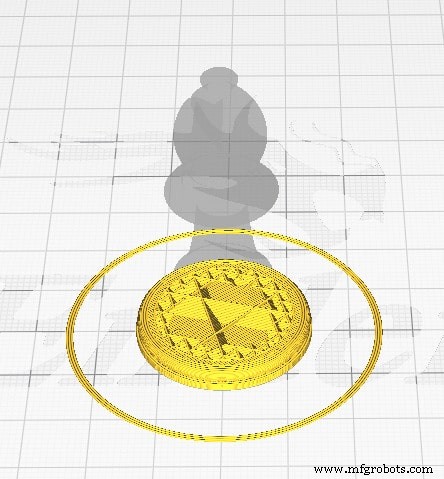
Puede ajustar dos configuraciones diferentes:Pasos de relleno gradual, que representa la cantidad de veces que el relleno se reduce a la mitad, y Altura, que controla la altura a la que se reduce la densidad del relleno.
La cantidad de tiempo que esta configuración puede ahorrarle dependerá del modelo en sí, así que habilite la configuración y ajuste los dos parámetros, luego divida el modelo y compare el tiempo de impresión estimado con el que no tiene pasos de relleno gradual.
Patrón de relleno
El patrón de relleno es la forma o el diseño utilizado para imprimir el relleno y también tiene un efecto en el tiempo de impresión. Muchos patrones de relleno diferentes están disponibles en la configuración de la segmentación (algunos de ellos dependen del software que esté utilizando) y cada uno de ellos proporciona al modelo diferentes características (principalmente qué tan fuerte será el modelo).
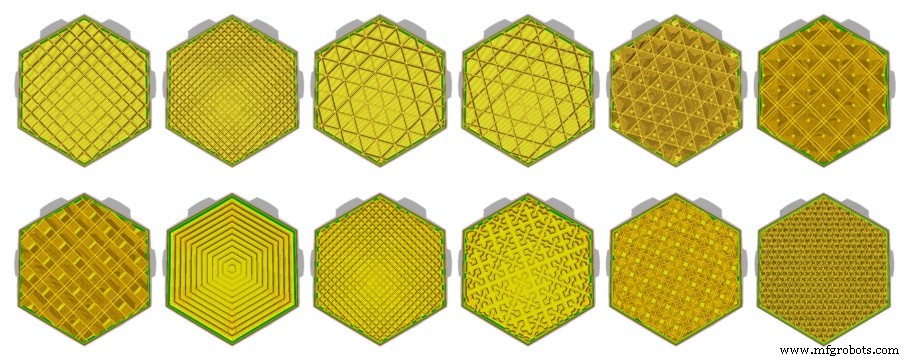
Generalmente, el patrón de relleno "Líneas" es el más rápido, seguido de "zig-zag", debido a que son más simples de crear, pero esto también depende de la forma del modelo y otros factores.
En términos generales, debe seleccionar un patrón que funcione mejor para el modelo específico que está creando porque puede hacerlo mucho más fuerte, pero es posible que desee probar diferentes para encontrar cuál de ellos reducirá la cantidad de tiempo. tarda en terminar el modelo.
Velocidad de impresión y velocidad de desplazamiento
La velocidad de impresión controla qué tan rápido se mueve la boquilla a través de la placa de construcción durante la impresión. Si configura esta velocidad extremadamente alta, podría experimentar un timbre o incluso problemas de extrusión. Puede intentar establecer una velocidad de referencia y luego aumentarla gradualmente hasta que vea algunos defectos en la superficie.
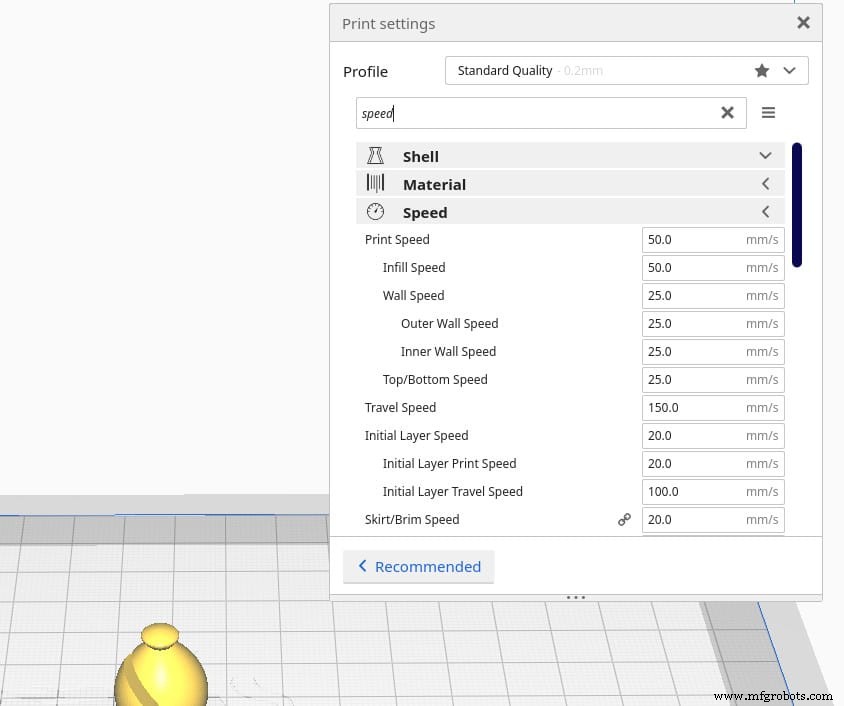
Por otro lado, la velocidad de viaje es qué tan rápido se mueve la boquilla mientras no está extruyendo el filamento. Establecer esta velocidad demasiado alta puede generar vibraciones significativas y podría hacer que la boquilla choque con otra parte de la impresión mientras se mueve.
Los ajustes de velocidad de impresión permiten controlar la velocidad de cada parte (relleno, paredes, superior e inferior) por separado.
Puede aumentar drásticamente la velocidad de relleno sin afectar la calidad. Las carcasas/paredes necesitarán más pruebas, pero con la mayoría de las impresoras, puede obtener hasta 60 mm/s sin ninguna pérdida importante de calidad (algunas impresoras pueden imprimir a 200 mm/s sin ninguna pérdida de calidad).
Aceleración y tirones
La aceleración y el tirón son valores establecidos en el firmware de la máquina, no están escritos en el código G y definen con más detalle cómo se ejecutan los movimientos.
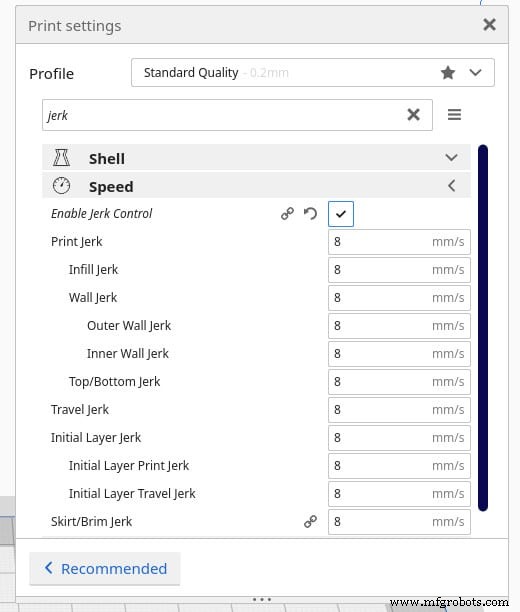
El ajuste Jerk representa el cambio de velocidad instantánea máxima a la que un cabezal de impresión se mueve desde una posición fija:cuanto más alto sea el ajuste, más rápido se alejará de una posición estable, cuanto más bajo sea el ajuste, más lento se alejará de una posición estable. posición.
Por ejemplo, cuando el cabezal de impresión está parado, le dice a la impresora que pase instantáneamente de 0 mm/s al valor de jerk establecido, ignorando el parámetro de aceleración. También funciona en ambos sentidos, ya que también controlará la velocidad a la que el cabezal de impresión se ralentizará hasta llegar a 0 mm/s.
Si el valor de jerk es alto, llevará menos tiempo alcanzar la velocidad máxima o detenerse, lo que reducirá el tiempo de impresión (así como la calidad de impresión, ya que estos cambios rápidos de velocidad pueden generar vibraciones).
La configuración de Aceleración representa qué tan rápido se permite que el cabezal de impresión se acelere; cuanto más alta sea la configuración, más rápido alcanzará la velocidad máxima el cabezal de impresión; cuanto más baja sea la configuración, más lentamente alcanzará la velocidad máxima el cabezal de impresión. Aumentar la aceleración reducirá el tiempo de impresión si el cabezal de impresión tiene suficiente distancia para viajar.
Con la siguiente calculadora, puede ingresar la configuración de aceleración, la distancia/longitud del eje y la velocidad máxima deseada y verá en cuánto tiempo su impresora alcanzará la velocidad deseada.
Configuración de soporte
Los soportes son una característica común que se usa en la impresión 3D ya que, mientras se imprime, cada capa debe ser soportada por la capa debajo de ella. A veces, la extrusora necesita depositar material en un punto donde no hay material debajo, y aquí es donde entran los soportes.
Ahora, la impresión de soportes requiere mucho tiempo, por lo que, si su objetivo es acelerar el proceso de impresión, debe hacer todo lo posible para imprimir la menor cantidad de material de soporte posible.
Esto se puede hacer bajando la temperatura de extrusión, mejorando el enfriamiento de la capa, reduciendo la tasa de flujo y reduciendo la velocidad de impresión, pero lo que he descubierto que funciona mejor es ajustar la orientación de la impresión de tal manera que se reduzca la cantidad de material de soporte necesario, y luego aumentar el ángulo en el que el Slicer comienza a introducir soportes (en Cura es de 45 grados por defecto).
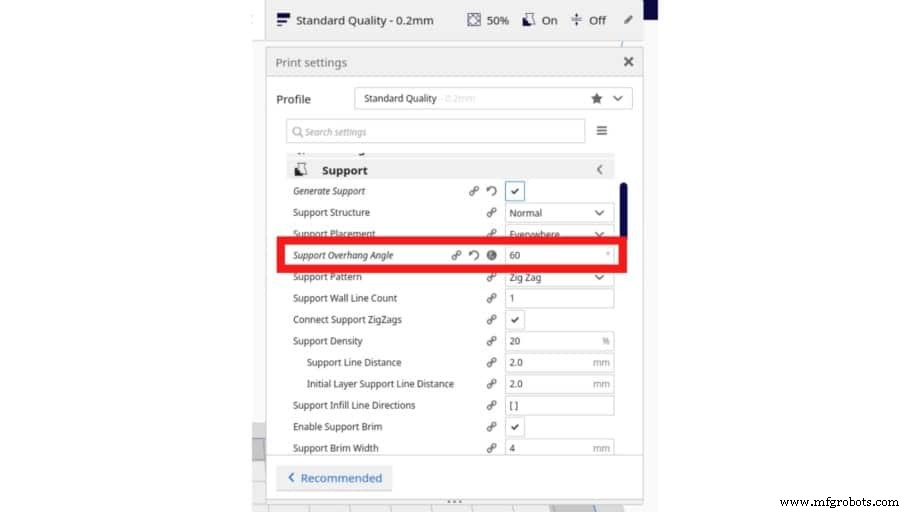
Para averiguar cuál es el ángulo máximo en el que su impresora puede imprimir cómodamente sin necesidad de soportes, puede imprimir esta prueba de voladizo y puente y ver en qué punto comienza a fallar. Si su impresora puede imprimir cómodamente en un ángulo de 60 grados pero comienza a fallar en 65, habilite los soportes en 65 grados.
Otra forma de imprimir más rápido y también de reducir el uso general de material es reducir la densidad de relleno del soporte.
Para obtener más información sobre los soportes y optimizar su uso, consulte este artículo que escribimos sobre ese tema específico.
Altura de capa
La altura de la capa es la distancia entre la boquilla y la capa anterior de material extruido. Este parámetro está relacionado con el nivel de resolución que tendrá el modelo:A menor altura de capa, mayor nivel de detalle, y viceversa.

En términos de velocidad de impresión, las capas más gruesas significan que se requerirán menos capas para lograr la misma altura, por lo que las impresiones serán más rápidas.
Por otro lado, cuanto más aumente la altura de la capa, menor será la resolución que obtendrá y, además de esto, el uso de capas más gruesas también podría tener un impacto negativo en la fuerza del modelo, ya que hay mucho menos área de contacto de superficie entre las capas.
En términos generales, una buena altura de capa en términos de calidad, velocidad y resistencia es de 0,2 mm.
Ancho de línea (Ancho de extrusión)
El ancho de línea determina qué tan ancha será la línea que se está imprimiendo. Por lo general, es tan ancho como el orificio de la boquilla, pero puede aumentarlo o disminuirlo ajustando esta configuración.
Con anchos de extrusión más altos, la presión dentro de la boquilla también aumenta para apretar el material hacia los lados después de que sale de la boquilla, por lo tanto, sale más material de la boquilla a la vez, lo que significa impresiones más rápidas.
Por supuesto, no puede esperar aumentar el ancho de línea al 200% y obtener exactamente la misma calidad de impresión (aunque muy similar en esta etapa). Por lo general, reducir un poco el ancho de línea aumenta la calidad de impresión a expensas de la velocidad de impresión, mientras que aumentarlo demasiado reduce la calidad de impresión pero aumenta la velocidad.
Consejo :La impresión en modo jarrón (contorno exterior en espiral en Cura) generalmente da como resultado impresiones algo débiles cuando se usa una boquilla estándar de 0,4 mm, pero aumentar el ancho de la línea al 200 % esencialmente imprimirá el jarrón con una pared el doble de gruesa, lo que dará como resultado una impresión mucho más fuerte y sin tardar más en terminar.
Configuración de adhesión a la cama (no use un borde o una balsa)
Los faldones, bordes y balsas están diseñados para ayudar con la adhesión al lecho (principalmente bordes y balsas). Una falda es una línea de plástico extruido que rodea el modelo y se imprime sin estar en contacto con el estampado en sí. Se utiliza para cebar el extrusor y obtener un flujo suave antes de comenzar a imprimir la pieza.
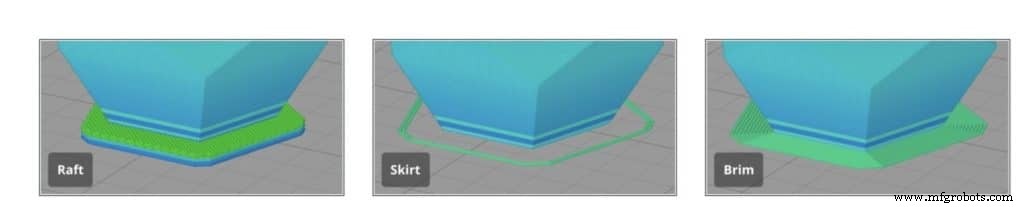
Un borde es una capa de material que rodea el modelo, como una falda, pero que en realidad entra en contacto con los bordes del modelo. Este ayuda con la adhesión de la cama y evita la deformación.
Una balsa es una superficie impresa que se utiliza como base para imprimir el modelo 3D. Ayuda a garantizar que la primera capa se imprima bien y que no se desprenda de la superficie de construcción.
Como puede imaginar, usar una balsa agregará mucho tiempo al proceso de impresión y también consumirá más material. Sugeriría enfáticamente usar una falda o nada en absoluto, ya que la impresora generalmente prepara la extrusora de todos modos al imprimir una línea al costado de la cama.
Si la adhesión de la cama es un problema, considere usar un borde y aumentar la temperatura de la cama ligeramente por encima de la temperatura de transición vítrea del filamento.
Capas adaptables
Las capas adaptativas ayudan a reducir mucho el tiempo de impresión sin perder mucha calidad y resolución ya que utiliza una altura de capa variable; esto significa que la impresora aumentará o disminuirá la altura de la capa mientras imprime dependiendo de la forma del modelo.
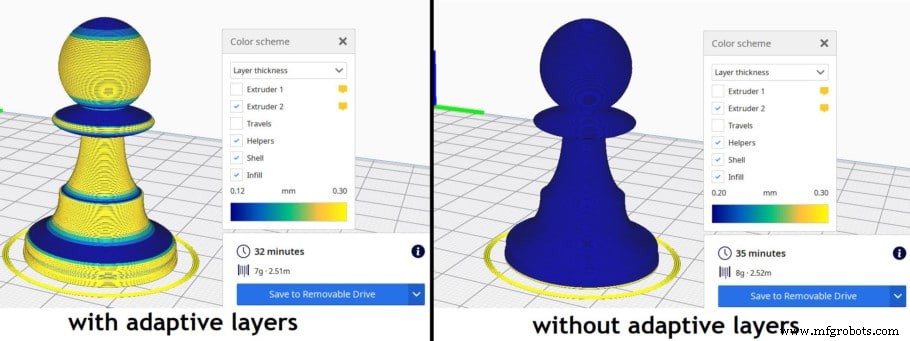
En Cura, esta función reduce automáticamente la altura de la capa cuando se imprimen áreas geométricas curvas, mientras que las áreas con menos cambios estructurales se imprimirán con capas más gruesas.
Según el modelo en sí, las capas adaptables pueden ahorrarle casi nada de tiempo hasta un 15 % o incluso un 20 %, en algunos casos.
Otros métodos para aumentar la velocidad de impresión
Además de la configuración de la cortadora, podemos recurrir a otros métodos para aumentar la velocidad a la que las impresiones salen de la impresora.
Utilice una boquilla más grande (reduce la calidad de impresión)
El uso de una boquilla de mayor diámetro le permite imprimir perímetros más amplios, lo que reduce el número total que se necesita.

Del mismo modo, una boquilla de mayor diámetro también le permitirá aumentar la altura de la capa que, como se mencionó anteriormente, tiene un impacto directo en la velocidad de impresión, aunque esto se traduce en una clara reducción de la calidad de impresión.
Un beneficio adicional de imprimir con una boquilla más grande es que, dado que la capa en sí es mucho más ancha, hay mucha más área de contacto con la superficie, y esto se correlaciona directamente con la fuerza de las impresiones:cuanto más ancha es la boquilla, más ancho es el trazo y esta mayor superficie de contacto da como resultado impresiones más fuertes.
Imprimir en grandes lotes
Si necesita imprimir más de una pieza, la impresión en lotes grandes sería una opción adecuada.
Esto reduce el tiempo que la impresora tiene para calentarse, enfriarse, la cantidad de veces que necesita nivelar la cama (la nivelación automática de la cama también lleva mucho tiempo).
La única desventaja de imprimir lotes grandes es que si hay un solo error/problema, como una impresión que se desprende de la placa de construcción, entonces se pierde todo el lote y debe comenzar de nuevo.
Configuración de conclusión y ejemplo
La impresión 3D no es precisamente un proceso rápido. Incluso una impresión de unos pocos centímetros de alto puede tardar varias horas en completarse.
Si sigue esta guía, debería poder aumentar significativamente la velocidad de impresión sin una reducción extrema de la calidad.
La siguiente lista muestra configuraciones de ejemplo para velocidades de impresión más rápidas con impresoras 3D económicas estándar, como Ender 3:
- Altura de la capa :0,28 mm
- Recuento de líneas de pared :2
- Relleno :5% – 10%
- Capas adaptables :Habilitado
- Velocidad :60 mm/s
- Velocidad de capa inicial :20 mm/s
- Altura de la capa inicial :0,2 mm
- Adhesión al lecho :Falda
- Ancho de línea :200 %
- Velocidad inicial del ventilador :0%
- Velocidad del ventilador (después de las capas iniciales):100 %
- Ángulo de voladizo de soporte :60º (Desactivar soportes, si es posible).
- Imbécil: valor máximo de 20 mm/s.
- Aceleración: 400 m/s^2
Impresión 3d
- Velocidad de impresión 3D:cómo afecta el tiempo de construcción
- Cómo la optimización de topología y la impresión 3D desbloquean nuevas oportunidades de diseño
- Cómo la impresión 3D transforma la industria de alimentos y bebidas
- ¿Cómo obtener la fecha y hora actuales en Python?
- Cómo optimizar los sistemas de fabricación y ahorrar tiempo
- El qué, el por qué y el cómo de Wrench Time
- Tiempo de inactividad:definición, causas y cómo reducirlo
- Itere y cree prototipos más rápido que nunca con la impresión 3D
- Cómo las empresas de dispositivos médicos llegan al mercado más rápido
- Velocidad de impresión 3D frente a calidad; ¡La mejor configuración!
- Tecnología de fabricación aditiva y cómo pueden ayudar los SDK