


¿Qué es la impresión 3D SLA?
En esta introducción a la estereolitografía (SLA), cubrimos los principios básicos del proceso para determinar si es adecuado para su aplicación específica. Después de leer este artículo, estará familiarizado con todos los aspectos importantes de la impresión 3D SLA.
Si está interesado en los procesos de impresión de SLA de Hubs, consulte nuestras capacidades de SLA.
¿Qué es la estereolitografía?
La estereolitografía (SLA) es un proceso de fabricación aditiva que pertenece a la familia de la fotopolimerización en cuba. También conocida como impresión 3D de resina, existen tres tecnologías principales de impresión 3D asociadas con la polimerización en cuba:SLA, DLP y LCD. Las tres tecnologías utilizan una fuente de luz para curar una resina de fotopolímero, pero con las siguientes diferencias:
-
La estereolitografía (SLA) utiliza láseres UV como fuente de luz para curar selectivamente una resina polimérica.
-
El procesamiento de luz digital (DLP) utiliza un proyector digital como fuente de luz ultravioleta para curar una capa de resina.
-
La pantalla de cristal líquido (LCD) utiliza un módulo de pantalla LCD para proyectar patrones de luz específicos.
SLA es una de las tecnologías de fotopolimerización en cuba más utilizadas. Se utiliza para crear objetos mediante el curado selectivo de una resina de polímero, capa por capa, utilizando un rayo láser ultravioleta (UV). Los materiales utilizados en SLA son polímeros termoestables fotosensibles que vienen en forma líquida.
Patentado en 1986, SLA fue la primera tecnología de impresión 3D. E incluso hoy en día, SLA sigue siendo la tecnología de impresión 3D más rentable disponible cuando se necesitan piezas de muy alta precisión o acabado superficial suave. Los mejores resultados se logran cuando el diseñador aprovecha los beneficios y las limitaciones del proceso de fabricación.
What to watch:¿Cómo se imprimen piezas muy detalladas con SLA?
Aquí hay un breve video que le enseñará todo lo que necesita saber para comenzar con la impresión 3D SLA en aproximadamente 10 minutos.
¿Cómo funciona la impresión 3D SLA?
-
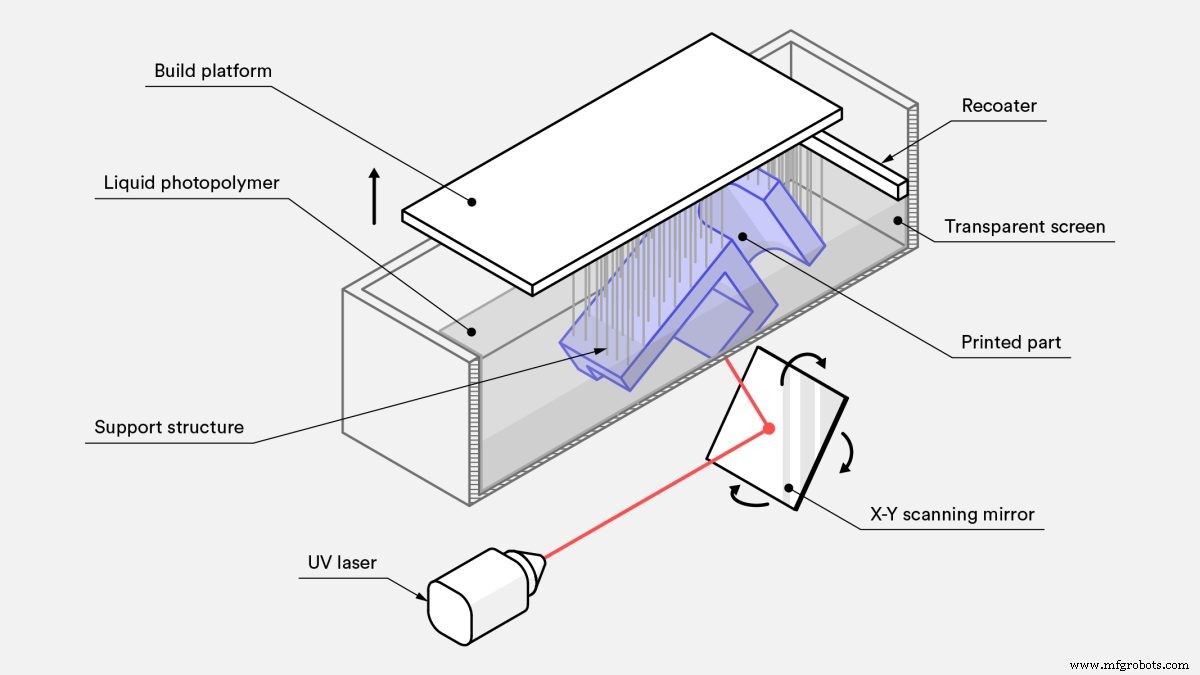
La impresión 3D SLA funciona colocando primero la plataforma de construcción en el tanque de fotopolímero líquido, a una distancia de una capa de altura para la superficie del líquido.
-
Un láser UV crea la siguiente capa al curar y solidificar selectivamente la resina de fotopolímero.
-
Durante la parte de solidificación del proceso de fotopolimerización, las cadenas de carbono monómero que componen la resina líquida son activadas por la luz del láser UV y se solidifican, creando fuertes lazos irrompibles entre sí.
-
El rayo láser se enfoca en un camino predeterminado utilizando un conjunto de espejos, llamados galvos. Se escanea toda el área de la sección transversal del modelo, por lo que la pieza producida es completamente sólida.
-
Después de la impresión, la pieza se encuentra en un estado no completamente curado. Requiere un procesamiento posterior adicional bajo luz ultravioleta si se requieren propiedades mecánicas y térmicas muy altas.
El proceso de fotopolimerización es irreversible y no hay forma de convertir las partes SLA nuevamente a su forma líquida. Calentar estas piezas SLA hará que se quemen en lugar de derretirse. Esto se debe a que los materiales que se producen con SLA están hechos de polímeros termoestables, a diferencia de los termoplásticos que utiliza el modelado por deposición fundida (FDM).
¿Cuáles son los parámetros de impresión de la impresión SLA?
La mayoría de los parámetros de impresión en los sistemas SLA son fijados por el fabricante y no se pueden cambiar. Las únicas entradas son la altura de la capa y la orientación de la pieza (esta última determina la ubicación del soporte).
Altura de la capa :Rangos entre 25 y 100 micras. Las alturas de capa más bajas capturan geometrías curvas con mayor precisión, pero aumentan el tiempo y el costo de construcción, y la probabilidad de una impresión fallida. Una altura de capa de 100 micras es adecuada para la mayoría de las aplicaciones comunes.
Tamaño de construcción: Este es otro parámetro que es importante para el diseñador. El tamaño de construcción depende del tipo de máquina SLA. Hay dos configuraciones principales de máquinas SLA:la orientación de arriba hacia abajo y la orientación de abajo hacia arriba:
-
Impresoras de arriba hacia abajo coloque la fuente láser sobre el tanque y la pieza se construye hacia arriba. La plataforma de construcción comienza en la parte superior de la tina de resina y se mueve hacia abajo después de cada capa.
-
De abajo hacia arriba Las impresoras colocan la fuente de luz debajo del tanque de resina (ver figura arriba) y la pieza se construye al revés. El tanque tiene un fondo transparente con una capa de silicona que permite el paso de la luz del láser pero evita que la resina curada se adhiera a él. Después de cada capa, la resina curada se separa del fondo del tanque, a medida que la plataforma de construcción se mueve hacia arriba. Esto se llama el paso de pelado.
La orientación de abajo hacia arriba se usa principalmente en impresoras de escritorio, como Formlabs, mientras que la de arriba hacia abajo se usa generalmente en sistemas SLA industriales. Las impresoras SLA ascendentes son más fáciles de fabricar y operar, pero su tamaño de construcción es limitado. Esto se debe a que las fuerzas aplicadas a la pieza durante el paso de pelado pueden hacer que falle la impresión. Por otro lado, las impresoras de arriba hacia abajo pueden escalar a tamaños de construcción muy grandes sin una gran pérdida de precisión. Las capacidades avanzadas de estos sistemas tienen un costo mayor.
La siguiente tabla resume las características clave y las diferencias de las dos orientaciones:
| SLA de abajo hacia arriba (escritorio) | SLA de arriba hacia abajo (industrial) | |
|---|---|---|
| Ventajas | + Menor costo + Ampliamente disponible | + Tamaño de construcción muy grande + Tiempos de compilación más rápidos |
| Desventajas | - Tamaño de construcción pequeño - Gama de materiales más pequeña - Requiere más procesamiento posterior debido al uso extensivo de soporte | - Mayor costo - Requiere operador especialista - El cambio de material implica vaciar todo el depósito |
| Fabricantes populares de impresoras SLA | Formlabs | Sistemas 3D |
| Tamaño de construcción | Hasta 145 x 145 x 175 mm | Hasta 1500 x 750 x 500 mm |
| Altura de capa típica | 25 a 100 µm | 25 a 150 µm |
| Precisión dimensional | ± 0,5 % (límite inferior:± 0,010–0,250 mm) | ± 0,15 % (límite inferior ± 0,010–0,030 mm) |
¿Cuáles son las características de la impresión 3D SLA?
Las principales características de la impresión 3D SLA son la estructura de soporte necesaria, el rizado y la adhesión de las capas.
Estructuras de apoyo
Siempre se requiere una estructura de soporte en SLA. Las estructuras de soporte están impresas en el mismo material que la pieza y deben retirarse manualmente después de la impresión. La orientación de la pieza determina la ubicación y la cantidad de soporte. Se recomienda orientar la pieza de manera que las superficies críticas visualmente no entren en contacto con las estructuras de soporte.
Las impresoras SLA de abajo hacia arriba y de arriba hacia abajo usan el soporte de manera diferente:
-
Impresoras SLA de arriba hacia abajo: Slos requisitos de soporte son similares a los de FDM
. Son necesarios para imprimir voladizos y puentes con precisión (el ángulo de voladizo crítico suele ser de 30o). La pieza se puede orientar en cualquier posición y, por lo general, se imprimen planas, para minimizar la cantidad de soporte y el número total de capas. -
Impresoras SLA ascendentes: Los requisitos de soporte pueden ser más complejos. Los voladizos y los puentes aún deben tener soporte, pero minimizar el área de la sección transversal de cada capa es el criterio más crucial:las fuerzas aplicadas a la pieza durante el paso de pelado pueden hacer que se separe de la plataforma de construcción. Estas fuerzas son proporcionales al área de la sección transversal de cada capa. Por este motivo, las piezas se orientan en ángulo y la reducción del soporte no es una preocupación principal.


Rizar
Uno de los mayores problemas relacionados con la precisión de las piezas producidas a través de SLA es el alabeo. Curling es similar a warping en FDM.
Durante el proceso de curado, la resina se contrae ligeramente al exponerse a la fuente de luz de la impresora. Cuando la contracción es considerable, se desarrollan grandes tensiones internas entre la nueva capa y el material previamente solidificado, lo que da como resultado el alabeo de la pieza.
El soporte es importante para ayudar a anclar las secciones en riesgo de una impresión a la placa de construcción y mitigar la probabilidad de que se doble. La orientación de la pieza y la limitación de grandes capas planas también son importantes. El exceso de curado (por ejemplo, al exponer la pieza a la luz solar directa después de la impresión) también puede provocar el rizado.
La mejor manera de evitar el rizado es tenerlo en cuenta durante el proceso de diseño. Evite áreas grandes, delgadas y planas siempre que sea posible, o agregue una estructura para evitar que la pieza se curve.
Adhesión de capas
Las piezas impresas SLA tienen propiedades mecánicas isotrópicas. Esto se debe a que una sola pasada de láser UV no es suficiente para curar completamente la resina líquida. Los pases láser posteriores ayudan a que las capas previamente solidificadas se fusionen en un grado muy alto. De hecho, el curado continúa incluso después de la finalización del proceso de impresión.
Para lograr las mejores propiedades mecánicas, las piezas SLA deben someterse a un curado posterior, colocándolas en una caja de curado bajo luz ultravioleta intensa (y, en ocasiones, a temperaturas elevadas). Esto mejora en gran medida la dureza y la resistencia a la temperatura de la pieza SLA, pero la vuelve más frágil. Los resultados del proceso de post-curado significan:
-
Piezas de prueba de piezas impresas en resina transparente estándar usando una impresora SLA de escritorio tienen casi el doble de resistencia a la tracción después del curado (65 MPa en comparación con 38 MPa).
-
Las piezas pueden operar bajo carga a temperaturas más altas (a una temperatura máxima de 58 ºC en comparación con 42 ºC).
-
El alargamiento a la rotura es casi la mitad (6,2% frente al 12%).
Dejar la pieza impresa con SLA al sol también puede causar el curado. Aunque se recomienda rociar una pintura acrílica UV transparente antes de su uso, ya que la exposición prolongada a la luz ultravioleta tiene un efecto perjudicial en las propiedades físicas y la apariencia de las piezas SLA:pueden curvarse, volverse quebradizas o cambiar de color.
Resumen de las principales caracteristicas de la impresion 3D SLA
Las principales características de SLA se resumen en la siguiente tabla:
| Estereolitografía (SLA) | |
|---|---|
| Materiales | Resinas fotopolímeras (termoestables) |
| Precisión dimensional | ± 0,5% (límite inferior:±0,10 mm) – escritorio ± 0,15 % (límite inferior ± 0,01 mm) – industrial |
| Tamaño de construcción típico | Hasta 145 x 145 x 175 mm:escritorio Hasta 1500 x 750 x 500 mm – industrial |
| Espesor de capa común | 25–100 µm |
| Soporte | Siempre requerido (esencial para producir una pieza precisa) |
¿Qué materiales se utilizan para la impresión SLA?
Los materiales SLA vienen en forma de resinas líquidas, que se pueden elegir en función del uso final de la pieza, por ejemplo, propiedades de resistencia térmica, un acabado superficial liso o resistente a la abrasión. Como tal, el precio de la resina varía mucho, desde alrededor de $50 por litro para el material estándar, hasta $400 por litro para materiales especiales, como la resina moldeable o dental. Los sistemas industriales ofrecen una gama más amplia de materiales que las impresoras SLA de escritorio, lo que brinda al diseñador un control más estricto sobre las propiedades mecánicas de la pieza impresa.
Los materiales SLA (termoestables) son más frágiles que los materiales producidos con FDM o SLS (termoplásticos) y, por este motivo, las piezas SLA no suelen utilizarse para prototipos funcionales que soportarán cargas importantes. Los avances en los materiales pueden cambiar esto en un futuro cercano.
La siguiente tabla resume las ventajas y desventajas de las resinas más utilizadas.
| Material | Características |
|---|---|
| Resina estándar | + Acabado superficial liso - Relativamente frágil |
| Resina de alto detalle | + Mayor precisión dimensional - Precio más alto |
| Resina transparente | + Material transparente - Requiere procesamiento posterior para un acabado muy claro |
| Resina calcinable | + Se utiliza para crear patrones de molde + Bajo porcentaje de cenizas después del quemado |
| Resina resistente o duradera | + Propiedades mecánicas similares a ABS o PP - Baja resistencia térmica |
| Resina de alta temperatura | + Resistencia a la temperatura + Utilizado para herramientas de moldeo por inyección y termoformado |
| Resina dental | + Biocompatible+ Alta resistencia a la abrasión- Alto costo |
| Resina flexible | + Material similar al caucho:menor precisión dimensional |
¿Cuáles son las opciones para el posprocesamiento de SLA?
Las piezas SLA se pueden terminar con un estándar muy alto utilizando varios métodos de procesamiento posterior, como lijado y pulido, recubrimiento por pulverización y acabado con aceite mineral. Para obtener más información, lea nuestro extenso artículo sobre el posprocesamiento de piezas SLA.

¿Cuáles son las ventajas de la impresión 3D SLA?
-
SLA puede producir piezas con una precisión dimensional muy alta y con detalles intrincados.
-
Las piezas SLA tienen un acabado superficial muy suave, lo que las hace ideales para prototipos visuales.
-
Los materiales SLA especiales están disponibles, como resinas transparentes, flexibles y moldeables.
¿Cuáles son las desventajas de la impresión 3D SLA?
-
Las piezas SLA son generalmente frágiles y no son adecuadas para prototipos funcionales.
-
Las propiedades mecánicas y la apariencia visual de las piezas SLA se degradarán con el tiempo cuando las piezas estén expuestas a la luz solar.
-
Siempre se requieren estructuras de soporte y es necesario un procesamiento posterior para eliminar las marcas visuales que quedan en la pieza SLA.
¿Cuáles son los principales consejos y trucos de Hubs para la impresión 3D SLA?
¿Es la impresión 3D SLA la solución de fabricación adecuada para sus piezas o productos? Estas son nuestras reglas generales:
-
La impresión 3D SLA es más adecuada para producir prototipos visuales con superficies muy suaves y detalles muy finos a partir de una variedad de materiales termoestables.
-
Desktop SLA es ideal para la fabricación de pequeñas piezas moldeadas por inyección a un precio asequible. Piensa en "más pequeño que un puño".
-
Las máquinas industriales SLA pueden producir piezas muy grandes, de hasta 1500 x 750 x 500 mm).
Quieres saber más? Lea nuestra guía completa de impresión 3D.
Impresión 3d
- ¿Qué es la impresión 3D multimaterial?
- ¿Qué es la impresión 3D de Binder Jet?
- ¿Qué causa el encordado en la impresión 3D?
- ¿Qué es Robocasting en la impresión 3D?
- ¿Qué es el timbre en la impresión 3D?
- ¿Qué es la fotopolimerización en la impresión 3D?
- ¿Qué es un mercado de impresión 3D?
- ¿Qué es la polimerización del IVA en la impresión 3D?
- ¿Qué es una "carretera" en la impresión 3D?
- ¿Qué es la industria gráfica?
- ¿Qué es la impresión 3D con resina?