


Técnicas de enrutamiento de fibra eficientes Parte 2:Opciones de enrutamiento avanzadas
Nota del editor:esta es la segunda parte de una serie sobre técnicas eficientes de enrutamiento de fibra con la impresora 3D Markforged. Si no está familiarizado con la impresora y está interesado en obtener más información, comuníquese con nosotros aquí. Para ponerse al día con técnicas eficientes de enrutamiento de fibra, ¡no dude en leer la Parte Uno aquí!
Técnicas avanzadas de enrutamiento de fibra
Diseñar para impresión 3D requiere tanto trabajo como diseñar para cualquier otro proceso de fabricación, y especialmente con nuestra impresora 3D de alta resistencia, considerando que su método de fabricación es esencial. Hay algunas geometrías y técnicas que son muy adecuadas para algunos procesos y otras no tanto; esperamos que piense en cómo puede utilizar nuestro método exclusivo de enrutamiento de fibra de manera eficiente y efectiva para aumentar la resistencia de sus piezas impresas en 3D. La semana pasada cubrimos algunas técnicas básicas de enrutamiento de fibra, incluidos paneles sándwich, refuerzo perimetral y descascarado, describiendo qué hacen las diferentes opciones de refuerzo y cómo usarlas bien. En esta publicación, ampliaré algunos de los conceptos de la publicación de la semana pasada para mostrar cómo fortalecer sus piezas con técnicas de enrutamiento de fibra más avanzadas.
Optimización para una dirección específica de fuerza
Si bien el refuerzo concéntrico se reforzará con fibra alrededor del perímetro de la pieza, a veces es necesario reforzar para una dirección específica o escenario de carga. En muchos casos, las piezas que está imprimiendo requieren resistencia en ciertas áreas según una condición de carga conocida. Puede mejorar de manera eficiente la resistencia de su pieza alineando las fibras en esa dirección utilizando nuestra opción de "ángulos de fibra".
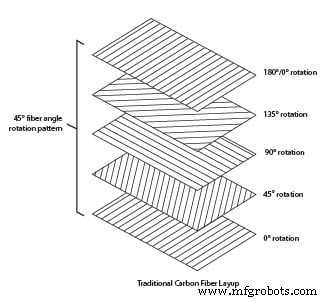
Los compuestos tradicionales se componen de muchas capas de fibras compuestas, y en cada capa las fibras están dispuestas en una dirección particular, o "ángulo de fibra". Para crear una hoja uniforme de fibra compuesta, cada capa se gira en un ángulo específico con respecto a la anterior hasta que, finalmente, toda la hoja compuesta es casi isotrópica.
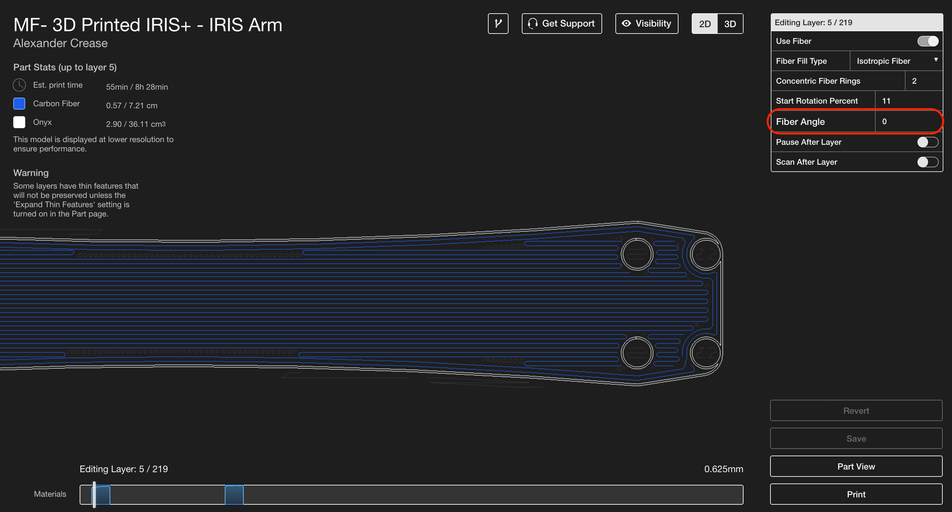
Si necesita fuerza en una dirección en particular, en lugar de rotar constantemente las hojas de fibra, puede alinearlas todas en una o varias direcciones clave. Las fibras se alinean con la condición de carga de la pieza, optimizando así la resistencia de la pieza en esa dirección. La parte de abajo es un brazo de dron, que requiere principalmente refuerzo a lo largo del brazo para evitar que se doble. De forma predeterminada, los ángulos de la fibra girarán cuando refuerce con relleno isotrópico para simular un tejido cuasi-isotrópico.
Para reforzar esta parte de manera eficiente, puede editar la configuración de una parte de relleno isotrópica (ya sea en la vista externa o interna) y establecer los ángulos de fibra de cada capa reforzada en 0. Puede hacer esto para un grupo de fibras o para un una sola capa. Esto maximiza la rigidez de la pieza a lo largo del brazo.
Esta técnica también se puede expandir a múltiples direcciones:si hay dos direcciones principales que necesitan refuerzo, puede configurar los ángulos de la fibra para que giren entre las dos direcciones para hacer que la pieza sea fuerte en ambas direcciones.

Franjas de fibra
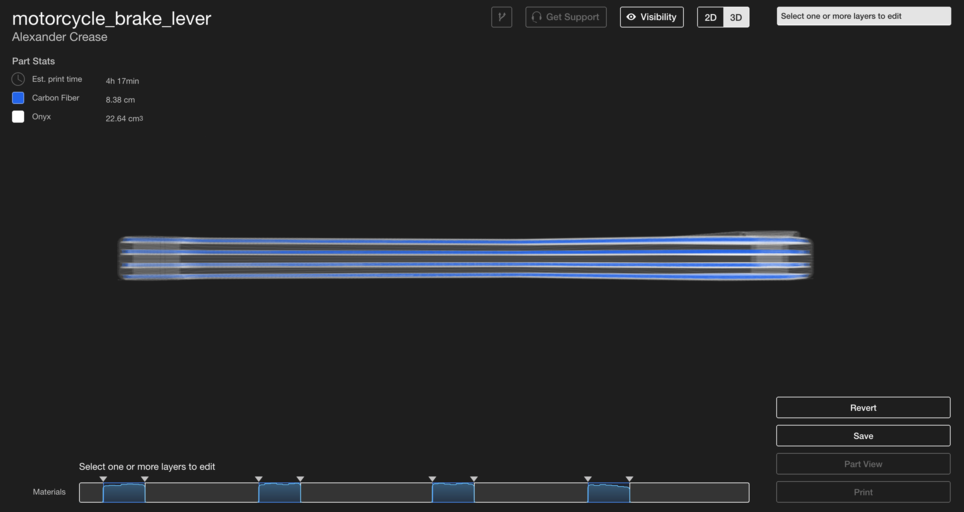
El trazado de bandas de fibra implica varios paneles sándwich apilados para reforzar aún más la pieza al doblarse en el plano XY. Si tiene una pieza más gruesa con una sección transversal bastante consistente, puede usar franjas de fibra para endurecer aún más la pieza con paneles sándwich superpuestos para darle un refuerzo de fibra más consistente y mucha más resistencia a la torsión.
Refuerzo selectivo
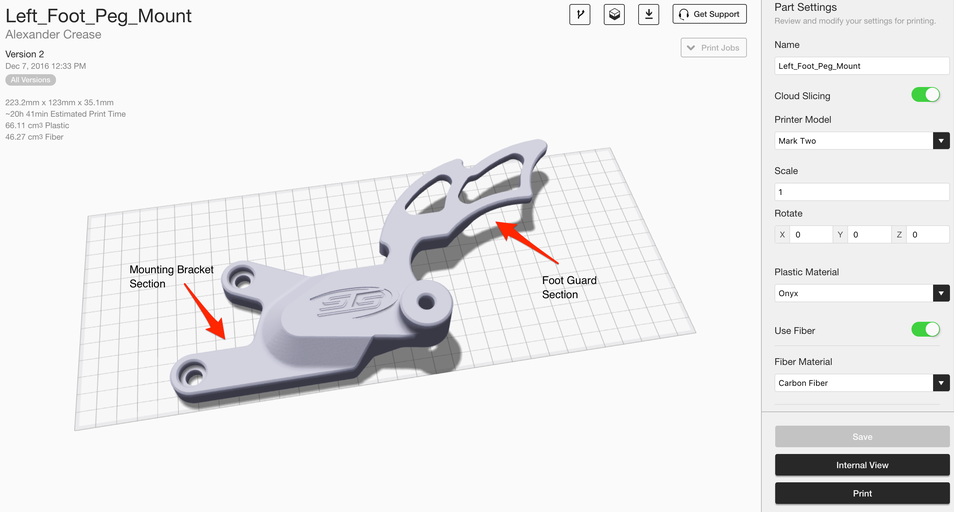
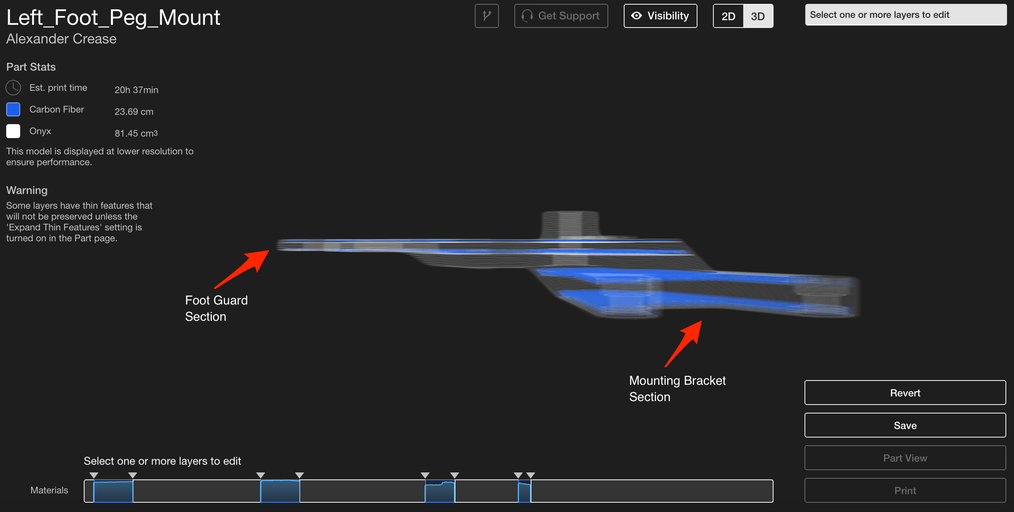
Si bien el rayado y el descascarado de fibras generalmente funcionan mejor para piezas con secciones transversales bastante consistentes en todas partes, a veces tiene más sentido reforzar secciones o características específicas de la pieza en lugar de reforzar con franjas de fibra espaciadas uniformemente. En estos casos, es necesario tener en cuenta algunas consideraciones para mantener uniformes los paneles sándwich. Podemos dividir la parte de abajo, un soporte de reposapiés trasero para una motocicleta del cliente STS Turbo, en dos secciones:la pieza del ala superior, que evita que el pie del conductor se acerque demasiado a la suspensión del neumático trasero, y el soporte de carga. sección, con orificios para pernos para montar el reposapiés y para montar en el resto de la bicicleta.
La pieza debe ser rígida y resistente a la flexión, pero un panel sándwich estándar no reforzará la pieza de la forma que necesitamos; agregar fibra a las capas superiores e inferiores creará un panel sándwich desigual y provocará la falla de la pieza. Para solucionar este problema, podemos crear dos secciones pares de panel sándwich:una intercalando la sección de "protección para los pies" de la pieza y otra intercalando el segmento de soporte de montaje de la pieza. Esto se conoce como refuerzo selectivo:estamos definiendo regiones específicas que requieren refuerzo y nos aseguramos de que incluso haya paneles sándwich delimitando cada región.
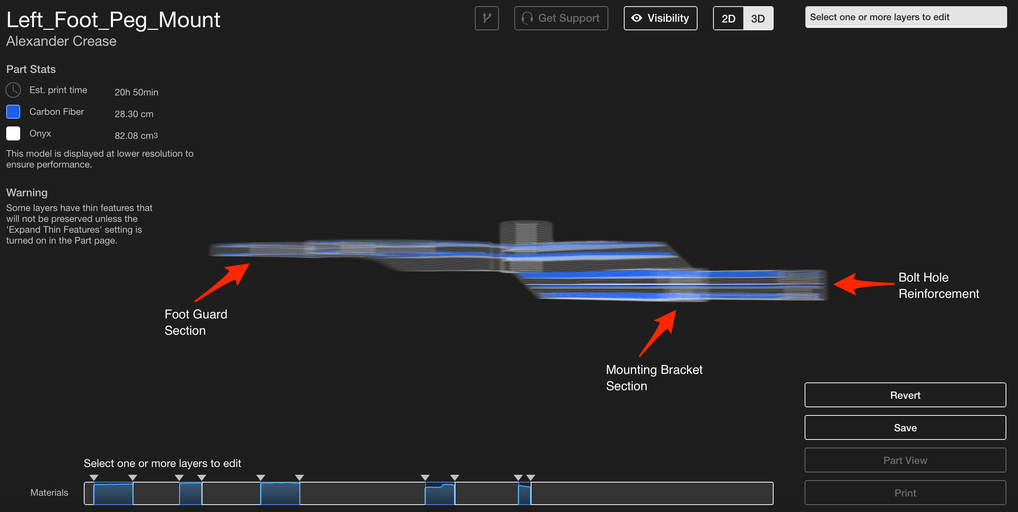
Luego, la pieza debe reforzarse aún más alrededor de los orificios de los pernos, para mejorar la resistencia de la pieza localmente y para soportar el peso aplicado al reposapiés, que se atornilla a la protuberancia espaciadora del reposapiés en la parte superior de la pieza.
Combinaciones
La granularidad de control a nivel de capa que brinda Eiger le permite reforzar de manera eficiente en más de una forma; todos estos métodos sirven como pautas para el refuerzo y se pueden usar juntos de muchas formas diferentes. En la publicación de la semana pasada describí cómo el bombardeo con relleno isotrópico y concéntrico puede garantizar una pieza más fuerte, y se pueden implementar procedimientos similares con estas técnicas.
El ejemplo de montaje de la clavija de pie que utilicé anteriormente es un método de enrutamiento de fibra eficiente para resistir la flexión en el plano con refuerzo selectivo, pero puede requerir más resistencia para una solución confiable y robusta. La sección del ala de la pieza no soporta carga, pero debe resistir la flexión en el plano, mientras que la sección con el patrón de montaje sufrirá cargas de compresión de los pernos que la sujetan y cargas de torsión porque el reposapiés soportará el peso de la pieza. jinete. Voy a agregar una sección de capas debajo del agujero escariado para reforzar los agujeros de los pernos. Esta sección de fibra está relativamente centrada dentro de su región, por lo que no es necesaria otra capa para equilibrar el sándwich.
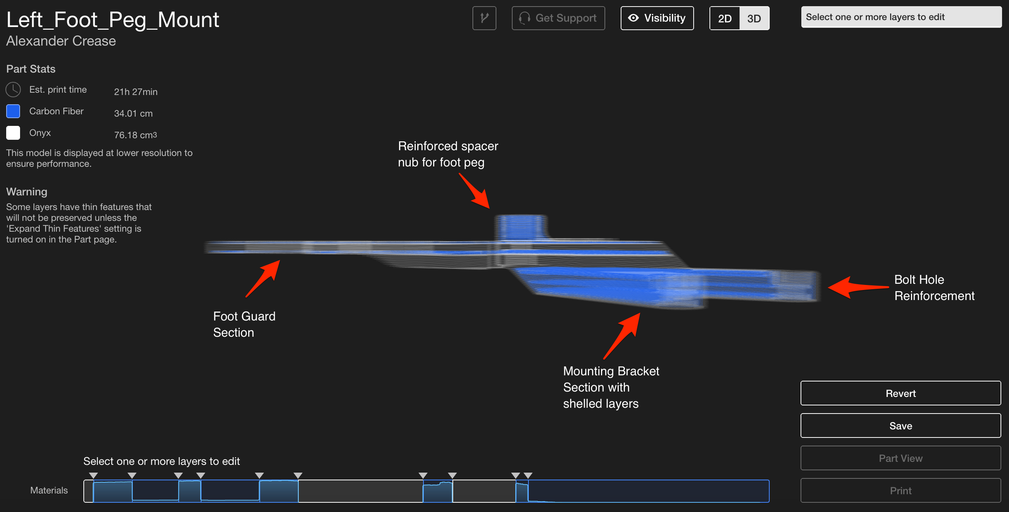
A continuación, voy a descascarar la región inferior de la pieza para mejorar su resistencia a la flexión sobre el eje Z para ayudar a resistir el peso del ciclista, como describí en nuestra publicación anterior. Por último, agregaré un refuerzo de fibra concéntrico a la protuberancia en la parte superior de la pieza. Esto mejora la resistencia a la compresión de la pieza una vez que el reposapiés está atornillado y mejora la resistencia a la torsión de la pieza, evitando que el reposapiés se apriete hacia abajo y fuera del orificio.
Ahora, la pieza se refuerza selectivamente utilizando algunas técnicas de enrutamiento de fibra diferentes que se tratan en esta serie de publicaciones. Si tiene alguna pregunta, háganoslo saber y espero que podamos ayudarlo a mejorar su intuición de enrutamiento de fibra.

Si actualmente no tiene una impresora Markforged pero desea ver una en acción, no dude en solicite una demostración y pruebe nuestro Software Eiger aquí .
Impresión 3d
- Técnicas de programación CNC para corte por plasma y láser
- 5 consejos para encontrar el mejor fabricante de piezas de fibra de carbono
- Opciones de fibra de carbono en Cadillac CT5-V Blackwing 2022
- Aplicaciones de impresión 3D en metal (Parte 2)
- Impresión 3D de un dron de fibra de carbono - Parte 2
- Accesorios y herramientas de impresión 3D:sierra para metales
- Monopatín Parte 1:Ruedas impresas en 3D
- Sus piezas más fuertes con la impresión 3D de fibra de carbono - Relleno isotrópico Parte 1
- Refuerzo de piezas impresas en 3D con enrutamiento de fibra eficiente:Parte 1
- 3 técnicas de enrutamiento en el diseño de circuito de señal de alta velocidad de PCB
- Descripción general de las opciones de impresión 3D en color