


Donde el mecanizado automatizado de cinco ejes no es un desafío
La velocidad de reproducción en este video se incrementó mientras la pinza accedía a otra tarima desde el estante de almacenamiento de la máquina.

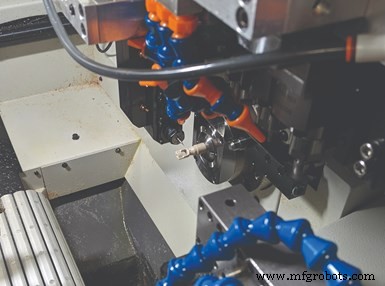
Challenge Machine aprovecha una sonda láser instalada en el costado de la fundición del eje B giratorio de su nueva máquina de cinco ejes para el preajuste de herramientas y, durante un ciclo de mecanizado desatendido, para verificar si hay roturas de herramientas y rastrear el desgaste de las herramientas (para algunas aplicaciones).
Challenge Machine de Blaine, Minnesota, se especializa en el mecanizado de piezas pequeñas y complejas, algunas extremadamente pequeñas. Para ello, utiliza una gama de equipos, incluidos tornos tipo suizo de eje B, VMC con mesas de muñón que proporcionan rotación en el cuarto y, en algunos casos, quinto eje, y centros de mecanizado de cinco ejes verdaderos de alta velocidad.
Aunque el taller ha podido realizar largos tramos de mecanizado desatendido con sus tipos suizos alimentados por barra, hasta hace poco todos sus equipos de fresado requerían la carga manual de piezas. Sin embargo, su máquina de cinco ejes más reciente cuenta con un cambiador de paletas de sujeción de piezas integrado y un cambiador automático de herramientas (ATC) de alta capacidad para permitirle funcionar sin supervisión durante el día y apagar las luces durante la noche. Además, la funcionalidad CNC combinada con las rutinas de palpado simplifica la programación porque las operaciones se crean en base a un punto cinemático que crea un sistema de coordenadas de trabajo.

El maquinista Brandon Gill es el principal programador, instalador y operador de Micro Pro. Aprecia funciones como la capacidad de programar operaciones basadas en un punto cinemático/sistema de coordenadas de trabajo usando el CNC Heidenhain TNC 640 de Micro Pro y la rutina de palpado, en lugar de programar con compensaciones de código G G54 o G55.
La máquina automatizada de cinco ejes es una Micro Pro de la alemana Kern Microtechnik (conocida en los Estados Unidos como Kern Precision, ubicada en Addison, Illinois). Aaron Schreiber, gerente general de Challenge Machine, dice que el taller había estado considerando esta plataforma de máquina sofisticada durante 15 años, y admite que representa una inversión no pequeña. Sin embargo, el taller decidió apretar el gatillo a fines de 2019 porque estaba experimentando problemas de precisión, repetibilidad y acabado superficial para un número creciente de piezas médicas que el taller con certificación ISO 13485 estaba ejecutando en algunas de sus máquinas de muñón de cinco ejes. Además, señala que características como los canales de enfriamiento en toda la máquina nueva que mitigan el crecimiento térmico también facilitaron el mecanizado confiable para piezas complejas que generalmente tienen tiempos de ciclo prolongados. Esto, además de otras capacidades de la máquina, le da al taller la confianza para configurarla para que funcione sola durante días o incluso semanas.
Déjalo correr
Jim Betland fundó Challenge Machine en su sótano en 1999. Al principio, una gran parte del negocio se dedicaba al micromecanizado de piezas para la industria de los semiconductores. El taller, adquirido recientemente por Assurance Manufacturing en Minneapolis, todavía se enfoca en las cosas pequeñas. (Estoy hablando en términos del tamaño de la pieza y teniendo en cuenta los detalles importantes del micromecanizado). Schreiber dice que las ventas aumentaron un 15 % este año, ya que el taller aumenta su enfoque en el mercado médico y también se enfoca en el trabajo aeroespacial.

El taller ha mecanizado una gama de piezas de diversos materiales en el Micro Pro. En un mes típico, ejecuta de 10 a 15 números de pieza diferentes en la máquina, muchos de los cuales tienen tiempos de ciclo de más de 3 horas.
Según Kern, el Micro Pro, que cuenta con guías hidrostáticas, accionamientos lineales y una base de fundición única hecha de hormigón de ultra alto rendimiento (UHPC), logra una precisión de posicionamiento superior a 2 micras y una repetibilidad superior a 1 micra. Fue diseñado pensando en el mecanizado de piezas pequeñas y ofrece recorridos XYZ de 350 por 220 por 250 mm, mientras que su eje B giratorio gira 220 grados. Schreiber señala que su pequeña huella de 43 pies cuadrados es apreciada dado que el espacio de piso actualmente es escaso en las instalaciones de 16,000 pies cuadrados con control ambiental del taller. (Él dice que esta es una de las razones por las que es probable que la tienda se mude a una ubicación diferente en los próximos años).

Las herramientas de corte y las paletas de sujeción de trabajos se almacenan en el lateral de la máquina. Esta máquina puede acomodar 30 paletas de sujeción y 109 herramientas. La herramienta más pequeña que el taller ha usado en el Micro Pro (que tiene un husillo HSK 40 de 43 000 rpm) tiene un diámetro de 0,003 pulgadas.
El Micro Pro de Challenge Machine utiliza un sistema de sujeción de piezas de punto cero Erowa con mandril eléctrico que proporciona una precisión de posicionamiento repetitiva de menos de 0,0001 pulgadas. La máquina puede almacenar 30 paletas y 109 portaherramientas en sus estantes cerrados de varios niveles a lo largo de uno de sus lados. El cambiador de piezas de trabajo integral entrega automáticamente tarimas con materia prima (comúnmente material redondo sostenido en pinzas en el caso de Challenge Machine) al mandril, y retira y almacena tarimas una vez que se completan las piezas.
La capacidad de almacenamiento de piezas de trabajo y herramientas ofrece al taller versatilidad en los tipos de trabajos que ejecuta en la máquina. Por ejemplo, se pueden cargar herramientas redundantes en la máquina cuando los lotes de piezas iguales o similares son grandes. (Schreiber dice que los tamaños de lote para esta máquina generalmente alcanzan un máximo de 100 a 300 piezas). Por el contrario, también se pueden cargar varias herramientas diferentes (y paletas con materia prima) para que pueda ejecutar simultáneamente una combinación de trabajos de bajo volumen.

El cambiador de piezas de trabajo integral entrega automáticamente paletas con material (comúnmente material redondo sostenido en pinzas) a la mesa de trabajo y retira las paletas una vez que se completan las piezas. Un sistema de sujeción de piezas de punto cero de Erowa cuenta con mandriles eléctricos que proporcionan una precisión de posicionamiento repetitiva de menos de 0,003 mm.
Aunque los tamaños de lote para esta máquina son aparentemente bajos (gran parte del trabajo del taller son prototipos y bajos volúmenes de producción), los tiempos de ciclo parcial suelen ser altos. A veces funciona sin supervisión durante 3 semanas seguidas, y no son raros los tiempos de ciclo de 3 horas para una pieza. Por ejemplo, el Micro Pro completa un componente médico de titanio utilizado para la reparación de la válvula aórtica que tiene paredes que miden 0,014 pulgadas de ancho a partir de una barra de 1,25 pulgadas de diámetro en la que se elimina el 97 % del material.

Aquí, se usa un mandril simplemente para descarga de piezas terminadas y carga de material nuevo.
Para aplicaciones como esta y los impulsores para bombas de sangre, se requiere un contorno completo de cinco ejes. Sin embargo, el taller también se beneficia al realizar operaciones de posicionamiento 3 + 2 para piezas más prismáticas, en lugar de ejecutarlas en múltiples máquinas o realizar múltiples configuraciones.
Para ofrecer más confianza para ejecutar el Micro Pro sin supervisión, Challenge Machine aprovecha la sonda láser Blum-Novotest que está montada en el lateral de la fundición del eje B giratorio de la máquina para el preajuste de herramientas y, durante los ciclos de mecanizado sin supervisión, para comprobar si hay herramientas. Rotura y seguimiento del desgaste de la herramienta (para algunas aplicaciones).
El maquinista Brandon Gill es el principal programador, instalador y operador de Micro Pro. Él dice que un pequeño desafío con esta máquina fue familiarizarse con el CNC Heidenhain TNC 640 (el primero de esta marca en el taller), aunque esto era solo una cuestión de familiarizarse con la interfaz del CNC y dónde acceder a funciones específicas. Aprecia funciones como la capacidad de programar operaciones basadas en un punto cinemático/sistema de coordenadas de trabajo utilizando el CNC TNC 640, en lugar de programar con compensaciones de código G G54 o G55. El taller usa GibbsCAM para desarrollar programas de piezas para esta máquina como lo hace con sus otras fresadoras.
De hecho, Gill señala que capacidades como estas son la razón por la que Micro Pro es su máquina preferida para programar y operar.
Ver un Swiss-Type como una máquina de cinco ejes
Esta parte médica compleja llevó a Challenge Machine a considerar su primer torno de tipo suizo, uno que tiene un eje B giratorio programable con estaciones de herramientas motorizadas. El modelo que eligió fue un Marubeni Citizen-Cincom L220 que compró en 2015. El taller había estado ejecutando la pieza implantable de polieteretercetona (PEEK) de grado médico utilizada en los procedimientos de reemplazo de rodilla en dos máquinas CNC. Una máquina de cinco ejes fresaba gran parte de la pieza (el tiempo de ciclo era de 45 minutos) y una máquina de tres ejes la completaba (el tiempo de ciclo era de 15 minutos). La L220 pudo completar la pieza en 15 minutos.
El taller descubrió que desarrollar estrategias de herramientas para este tipo de máquina requiere ingenio. A diferencia de las fresadoras CNC con cambiadores de herramientas de alta capacidad, los tipos suizos tienen un número limitado de estaciones de herramientas. El L220 tiene cinco estaciones de giro, tres estaciones de trabajo cruzado para el husillo principal, seis estaciones opuestas (tres vivas, tres estáticas), ocho estaciones en el poste trasero (cuatro vivas, cuatro estáticas) y cuatro estaciones vivas en el eje B poste de herramientas Simplemente no existe la capacidad de usar herramientas especiales como herramientas de formas personalizadas como las que el taller podría haber usado en un molino. Como resultado, Challenge Machine tiene que ser creativo en la forma en que utiliza molinos de bolas, barras de mandrinado, herramientas de ranurado y similares para crear las características complejas que necesitan las piezas, como la geometría de ID en forma de campana en la pieza de reemplazo de rodilla de PEEK.
Equipo industrial
- Diferentes tipos de mecanizado CNC
- El mecanizado de precisión se hace más grande
- VTL de cuatro ejes puede reducir el tiempo de mecanizado
- Máquina multitarea para trabajo de barra de tamaño mediano
- Tornos de cuatro ejes para tuberías de aceite
- Control integrado de funciones de máquina herramienta
- Construir sobre los cimientos correctos
- La máquina de torneado vertical proporciona mecanizado en cuatro ejes
- ¿Qué es el mecanizado suizo y de dónde proviene?
- Un tipo diferente de centro de mecanizado
- Entonces, ¿qué es el mecanizado CNC de 5 ejes?