


Un nuevo enfoque para el torneado CNC
High Dynamic Turning combinado con el sistema de herramientas FreeTurn de Ceratizit utiliza un eje B/husillo de fresado de un centro de torneado y fresado para realizar el proceso de torneado.
Créditos de las fotos:Ceratizit
Ceratizit USA, parte de Ceratizit Group, con sede en Luxemburgo, ha desarrollado un enfoque alternativo para el torneado que denomina High Dynamic Turning (HDT), que, combinado con el sistema de herramientas dinámico FreeTurn de la empresa, utiliza un husillo de fresado del eje B del centro de torneado y fresado. para realizar el proceso de torneado. A diferencia del torneado convencional con una plaquita con un ángulo de aproximación fijo a la pieza de trabajo, esta solución permite 360 grados de libertad para la aproximación de la herramienta y el punto de contacto en la máquina puede variar durante el mecanizado.
Ceratizit mostró por primera vez la tecnología de torneado en una jornada de puertas abiertas de 2019 en Reutte, Austria, en una torno-fresadora Emco Hyperturn 665 MCplus. Según el Dr. Uwe Schleinkofer, director de I+D de herramientas de corte de Ceratizit Austria, HDT permite todas las operaciones de torneado tradicionales, como desbaste, acabado, torneado de contornos y torneado frontal con una sola herramienta.
Cómo funciona HDT
En lugar de la posición clásica y estática del inserto de la herramienta de corte en el portaherramientas de un torno, HDT utiliza un husillo de fresado de eje B de torno-fresado para modificar el ángulo de aproximación de la herramienta a la pieza de trabajo junto con el diseño delgado de las herramientas FreeTurn de Ceratizit para minimizar el riesgo de colisión. Debido a la rotación de la herramienta alrededor de su propio eje longitudinal, el filo de corte de la plaquita en acción se puede cambiar en cualquier punto durante el proceso de mecanizado.
Además, el ángulo de aproximación puede variar libremente en cualquier momento durante el proceso de corte. Según Schleinkofer, este concepto permite el mecanizado de muescas, por ejemplo, cambiando el ángulo de aproximación, en una sola configuración. Esto no solo proporciona un mecanizado flexible de varios contornos de la pieza de trabajo, sino también una formación de viruta óptima, mayores velocidades de avance y una mayor vida útil de la herramienta, explica Schleinkofer.
La herramienta y el portaherramientas
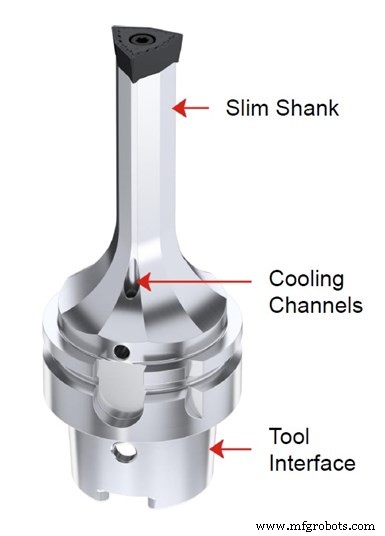
Como sugiere el nombre, en High Dynamic Turning las herramientas de torneado estáticas se reemplazan por herramientas dinámicas como FreeTurn. La característica definitoria de las herramientas FreeTurn es su estructura simple. Se dice que el portaherramientas, con su vástago delgado y su concepto axial (que optimiza la dirección de las fuerzas de corte en el husillo), forma una unidad estable. El diseño delgado permite el mecanizado en contornos estrechos de la pieza de trabajo hasta el mandril y los canales de refrigeración aseguran que el refrigerante se suministre directamente al área de mecanizado.
En la parte superior del mango de la herramienta hay una plaquita de varios lados que puede constar de varias geometrías de filo de corte con diferentes propiedades. Esto permite diferentes ángulos de aproximación, radios de esquina o rompevirutas, así como operaciones de desbaste y acabado en una sola herramienta. También hay disponibles diferentes revestimientos y materiales de corte. Por lo tanto, la herramienta se puede adaptar a requisitos de mecanizado específicos, ofreciendo la ventaja de reemplazar varias herramientas diferentes. Esto, a su vez, conduce a ahorros significativos no solo con respecto a la cantidad de herramientas requeridas para completar una pieza, sino también en términos de la cantidad requerida de posiciones del cargador del cambiador automático de herramientas (ATC) y cambios de herramientas.
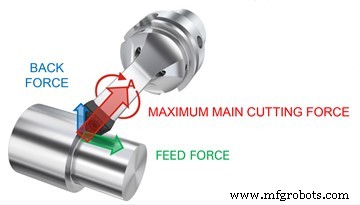
Durante el corte, se evitan las vibraciones porque la fuerza de corte principal se dirige axialmente hacia la herramienta en la dirección del husillo.
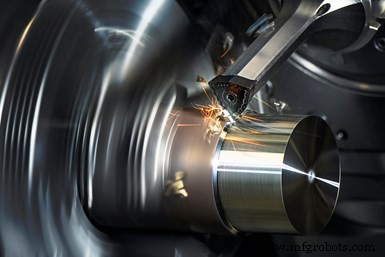
Para probar este punto, Ceratizit demostró el proceso HDT en vivo durante el evento de puertas abiertas de la compañía en Reutte. Se mecanizaron dos piezas diferentes en una Emco Hyperturn 665 MCplus:un buje de bicicleta hecho de aluminio AlCuMgPb y un eje de embrague de acero 42CrMo4.
Para el cubo del rotor de aluminio, se utilizó una herramienta para desbaste (1500 rpm, profundidad de corte axial de 2 mm) y acabado (2000 rpm, profundidad de corte axial inferior a 1 mm). Debido a que el ángulo de enfoque se podía ajustar durante el mecanizado, todos los contornos se mecanizaron en una sola configuración (incluso las socavaduras, que no se pueden realizar con un ángulo de enfoque estándar de 90 grados), y se eliminaron los cortes de aire porque la herramienta corta en ambas direcciones, arriba. hacia abajo y viceversa. Según Schleinkofer, en comparación con el torneado convencional, se pueden omitir cuatro herramientas y el tiempo de ciclo se redujo de 2:10 a 1:35 minutos para esta pieza.
El eje del embrague de acero se mecanizó con las mismas herramientas. El desbaste se realizó con una velocidad de corte de 200 m/min y una profundidad de corte axial de 3 a 5 mm. El acabado se realizó a la misma velocidad de corte, pero a una profundidad de corte menor de 1 a 2 mm. Estos parámetros generalmente pueden conducir a altas fuerzas de corte, lo que en el torneado convencional puede resultar en vibración. Sin embargo, Ceratizit dice que debido a que la fuerza de corte principal máxima en HDT se dirige axialmente hacia la herramienta (en la dirección del husillo; vea la imagen a continuación), la vibración se minimiza y la fuerza de sujeción de la herramienta no se excede, lo que garantiza un proceso estable.

Aquí, se muestra un eje de embrague de acero (42CrMo4) que se mecaniza con High Dynamic Turning. Debido a que el ángulo de aproximación de la herramienta se puede ajustar durante el mecanizado, todos los contornos se pueden terminar en una sola configuración, incluidas las socavaduras.
Equipo industrial
- Definición de parámetros para tornos CNC
- Facilitando el torneado CNC
- Centro de torneado CNC
- Centro de torneado CNC de doble husillo automatizado
- Herramienta múltiple CNC de cambio rápido
- Torneado Continuo en Torno-Fresas
- Centros de torneado CNC
- El torno CNC mejora la productividad
- El centro de torneado CNC frente al torno CNC
- Sandvik presenta un nuevo concepto de torneado
- ¿Qué es el torneado CNC?