


Ejemplo de programación Heidenhain Flex K
Enviar por:programador cnc
Dibujo/Imagen
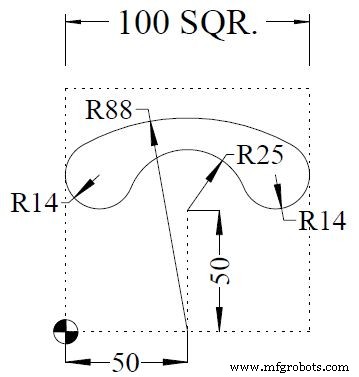
Programa CNC
0 BEGIN PGM FK1 MM 1 BLK FORM 0.1 Z X-10 Y+0 Z-40 2 BLK FORM 0.2 X+110 Y+100 Z+0 3 TOOL DEF 1 L+0 R+5 4 TOOL CALL 1 Z S500 5 L M6 6 L X+50 Y+50 R0 FMAX M3 7 L Z+2 FMAX 8 L Z-10 F100 9 L Y+75 RL F500 10 FC DR+ R25 CCX+50 CCY+50 11 FCT DR- R14 12 FCT DR- R88 CCX+50 CCY0 13 FSELECT 1 14 FCT DR- R14 15 FCT X+50 Y+75 DR+ R25 CCX+50 CCY+50 16 FSELECT 2 17 L Y+50 R0 18 L Z+50 R0 FMAX M5 19 TOOL CALL 0 20 L M6 21 L M2 22 END PGM FK1 MM
Ejemplo de programación conversacional de Heidenhain
Ejercicio de fresado helicoidal Heidenhain Programación conversacional
máquina CNC
- Ejemplo de programación CNC de torno
- Programación CNC para principiantes un ejemplo de programación CNC
- Ejemplo de programación de torno CNC
- Ejemplo de programación de torno CNC Fanuc
- Ejemplo de programación del centro de mecanizado CNC
- Ejemplo 2 de programación de interpolación circular
- Ejemplo 1 de programación de interpolación circular
- Ejemplo de programación de electroerosión por hilo
- Ejemplo de programación del centro de torneado CNC
- G02 G03 Ejemplo de programación
- PROGRAMACIÓN TNC DE HEIDENHAIN Ejercicio de chaflán