


Macro G65 para un radio creciente
Enviar por:Maquinista
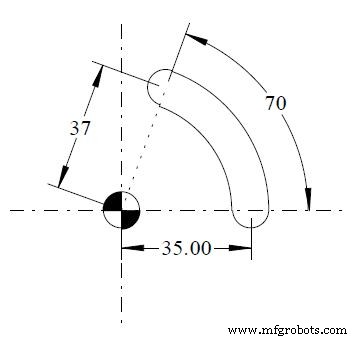
Dibujo/Imagen
Programa CNC
;A = #1 (Start Angle 0 degrees) ;B = #2 (Start Radius) ;C = #3 (Increment angle for accuracy calculations.) ;I = #4 (Finish Angle) ;J = #5 (Finish radius) ;K = #6 (Milling feed) O2222 T5 M6 G0 G90 G40 G21 G17 G94 G80 G54 X35 Y0 S500 M3 G43 Z100 H? Z5 G1 Z-0.5 F200 G65 P8999 A0 B35 C0.01 I70 J37 K500 G0 G90 Z100 M30 O8999 #7 = #4 / #3 ;1) Total no. of moves 70 / 0.01 #8 = [[#5 - #2] / #7] ;2) Increase in radius 37-35/7000 N1 #2 = #2 + #8 ;3) Next Radius i.e. 35+inc. radius. #1 = #1 + #3 ;4) Increase in angle #9 = #2 * COS [ #1 ] ;5) New X axis position #10 = #2 * SIN [ #1 ] ;6) New Y axis position G1 X#9 Y#10 F#6 ;7) Feed move to new positions ;8) If new angle is less than finish angle go to line N1. IF [#1 LT #4] GOTO 1 G0 Z10 M99
máquina CNC
- t para buscar en una máquina CNC
- Mejor enrutador CNC para carpintería
- 4 Directrices para husillo CNC
- Testimonios de nuestra fresadora CNC
- Consejos para moldes de impresión 3D
- Tabla de referencia de radio de curvatura mínimo para chapa metálica
- Video para maquinista CNC
- Programación CNC para maquinistas CNC
- Programación de ángulo CNC G01
- Macro G65 para abocardado
- Macro G65 para hélice interna