


Programa macro Centroid G65 para ranuras de diferentes profundidades y longitudes
Enviar por:programador cnc
Dibujo/Imagen
Programa CNC
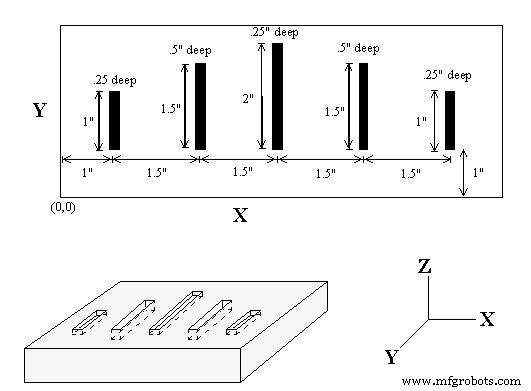
;The main program would call this macro five times, ;each time specifying the depth and length required. ;macro variables would handle the length in the Y direction ;and depth in the Z direction Main Program G90 G0 X1 Y1 Z0.1 ;Move to first notch G65 P0002 L1 Y1 Z.25 ;Call macro and assign Y=1" and Z=.5" G90 G0 X2.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro and assign Y=1.5" and Z=.5" G90 G0 X4 Y1 G65 P0002 L1 Y2 Z.25 ;Call macro again G90 G0 X5.5 Y1 G65 P0002 L1 Y1.5 Z.5 ;Call macro again G90 G0 X7 Y1 G65 P0002 L1 Y1 Z.25 ;Call macro again Sub Program O0002 G90 G1 Z0 F30 Z#Z F5 ;Cut to variable depth G91 Y#Y F10 ;Cut variable length G90 G0 Z0.1 ;Retract
Ejemplo de programa CNC conversacional de Heidenhain
Ejemplo de programa NCT G71 Ciclo de eliminación de material Torno CNC
máquina CNC
- BMW y UTI ofrecen el programa MSTEP para miembros militares en transición
- Cómo establecer la longitud de fabricación para cables y arneses
- ¿Qué es la velocidad de corte, el avance y la profundidad de corte?
- ¿Cómo hacer un programa para fresado helicoidal?
- Máquina CNC a la venta:precio y recomendación
- Capacitación en bombas de vacío de BECKER para usted y para mí
- El Mejor Nivel de Optimización y Organización en la Fábrica Inteligente
- Mecanizado de prototipos:ventajas y desventajas del CNC para la creación de prototipos
- Procesos de acabado de piezas y componentes
- Macro G65 para abocardado
- Macro G65 para hélice interna