


Ciclo de torneado Fanuc G71
Ciclo de torneado Fanuc G71
El ciclo de torneado G71 se utiliza para la eliminación de material en bruto de un componente de torno cnc. El ciclo de torneado G71 facilita el corte de gran diámetro. El corte se puede realizar en línea recta simple o también se puede mecanizar un contorno complejo con mucha facilidad.
A través de los parámetros del ciclo de torneado G71, los maquinistas cnc pueden controlar
- Profundidad de corte.
- Altura de retracción.
- Medida de acabado en eje x y eje z.
- Ciclo corte-avance, velocidad del husillo.
Programación
G71 U... R... G71 P... Q... U... W... F... S...
Parámetros
Primer bloque
| Parámetro | Descripción |
|---|---|
| T | Profundidad de corte. |
| R | Altura de retracción. |
Segundo bloque
| Parámetro | Descripción |
|---|---|
| P | Número de bloque de inicio de contorno. |
| Q | Número de bloque final de contorno. |
| T | Medida de acabado en el eje x. |
| W | Medida de acabado en el eje z. |
| F | Avance durante el ciclo G71. |
| S | Velocidad del husillo durante el ciclo G71. |
Resumen del ciclo de torneado G71
- El ciclo de torneado G71 corta todo el contorno repetidamente que se da en bloques P Q.
- La profundidad de cada corte se puede controlar mediante el valor U del primer bloque.
- U W de segundo bloque son los márgenes de acabado que se pueden dar si desea realizar un corte de acabado con el ciclo de acabado G70.
- F es el avance de corte y S es la velocidad del husillo (dado en el segundo bloque) que se utilizan durante el ciclo de torneado G71.
Nota – Las F y S dadas dentro del bloque P Q no se usarán durante el ciclo de torneado G71, se usan con el ciclo de acabado G70 si se llama más tarde.
G71 Ciclo de trabajo de torneado
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
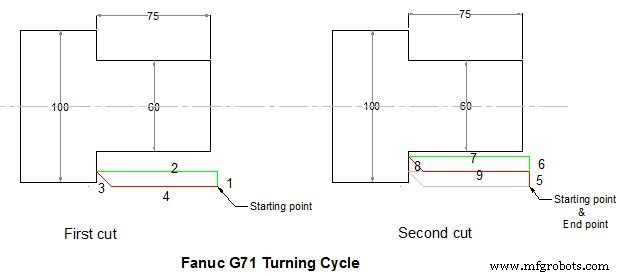
Cuando se ejecuta el ciclo de torneado G71, toda la operación se realizará en la siguiente secuencia,
Primer corte
1 – La herramienta se moverá en el eje x U (profundidad de corte) con avance programado desde el punto de inicio.
2 – La herramienta se desplazará con avance en el eje z (punto de destino en el eje z se proporciona en bloques P Q)
3:la herramienta se retrae rápidamente en la cantidad R tanto en el eje x como en el eje z (a 45 grados).
4:la herramienta se desplaza rápidamente en el eje z hasta el punto de inicio
Cortes posteriores
5 – La herramienta se mueve rápidamente a la última profundidad de corte.
6 – La herramienta se mueve con avance en el eje x en profundidad U (profundidad de corte en U del primer bloque).
7 – La herramienta con avance se mueve en el eje z (punto de destino indicado en bloques P Q).
8:la herramienta se retrae rápidamente en el eje x y en la cantidad R del eje z (45 grados).
9:la herramienta se mueve rápidamente al punto de inicio solo en el eje z.
Toda esta secuencia de operación continúa, hasta que se alcance el punto de destino en el eje x.
Si se proporciona un margen de acabado, la herramienta no tendrá el diámetro y la longitud exactos que se indican en P Q bloquea pero dejará ese margen. Este margen de acabado se puede mecanizar más tarde llamando al ciclo de acabado G70.
Ciclo de torneado Fanuc G71
Ejemplo de Fanuc G71
Aquí hay un programa de pieza cnc que muestra cómo se puede usar el ciclo de torneado G71, este es el programa para el dibujo anterior
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
En este programa, el ciclo de torneado G71 seguirá repitiendo el contorno dado dentro de los bloques P Q que se muestran a continuación
N80 G00 X60 N90 G01 Z-75
Estos dos bloques de programa cnc nos dicen que queremos eliminar material hasta X60 de profundidad y Z-75 de longitud.
La profundidad de corte se indica en el primer bloque U10, la cantidad de retracción también se indica en R10.
El margen de acabado en el eje x es U3 pero no hay margen de acabado en el eje z W0.
Ciclo de acabado G70
Si programó el ciclo de torneado G71 con tolerancias de acabado, entonces esas tolerancias de acabado se pueden eliminar con el ciclo de acabado G70.
El ciclo de acabado G70 repite todo el contorno de la manera G71, pero en un solo corte eliminando las tolerancias de acabado.
Por qué usar el ciclo de acabado G70
Dado que el material se puede eliminar con el ciclo de torneado G71, pero si desea un avance de corte y una velocidad del husillo diferentes para el último corte, se recomienda utilizar el ciclo de acabado G70.
El ciclo de acabado G70 utiliza los valores F y S que se dan dentro de bloques programados P Q. (G71 usa valores F S que se dan dentro del segundo bloque de G71).
Ejemplo de Fanuc G70
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
Ejemplo G70 G71

Ejemplo de ciclo de torneado de desbaste G71
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ejemplo de programación CNC con ciclo de torneado de desbaste Fanuc G71 y G70
- Ciclo de ranurado CNC Fanuc G75
- Lista de códigos Fanuc G
- Fanuc G70 G71 Ejemplo de programa de ciclo de torneado de desbaste y acabado
- Ciclo de roscado CNC Fanuc G92
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Ciclo de torneado G90
- G71 Ciclo de torneado de desbaste Formato de una línea
- G71 Código de ejemplo de ciclo de torneado de desbaste:programación de torno CNC
- Lista de códigos G de Fanuc