


Configuración de compensación de trabajo en fresadora CNC Hermle UWF 851 con control Sinumerik
Este artículo describe brevemente todo el proceso de configuración de compensaciones de trabajo en la fresadora CNC Hermle UWF 851 con control CNC Siemens Sinumerik.

Fresadora CNC Hermle UWF 851 con control CNC SINUMERIK 810
Sostenga el trabajo en un tornillo de banco con una profundidad de 5 a 10 mm.
Preparación de la fresa
Apriete (sujete) el cortador de Ø 12 mm en el portaherramientas usando un dispositivo de ajuste del portaherramientas.
Tome el mismo portaherramientas con su mano izquierda y presione el botón de cambio de herramienta para abrir el mecanismo de cambio de herramienta ubicado en el lado derecho de el cabezal de la fresadora cnc.
Coloque el portaherramientas en el cabezal de la máquina y empuje hacia arriba, con la otra mano presione el botón de cambio de herramienta de cierre junto al botón de cambio de herramienta.
Seleccione Jog Mod y presione> (botón de página siguiente) para encontrar la página Over Store. Seleccione la página Over Store.
Ingrese S =450 (rmp de velocidad) y M =03 (rotación CW).
Presione el botón Cycle Start. El eje comenzará a girar.
Seleccione la modalidad incremental. En esta modalidad, se pueden establecer calibraciones de 1 (0,001 mm), 10 (0,01 mm) y 100 (0,1 mm) para el uso del volante manual.
Eje como X, Y, Z, C- los ejes se pueden seleccionar desde el área del teclado.
Configuración de compensación de trabajo del eje X
Seleccione la calibración 100 (0,1) y presione X para activar el eje X para el movimiento.
Use el volante para acercar el cortador al trabajo en el lado que se muestra en la figura a continuación (eje X).
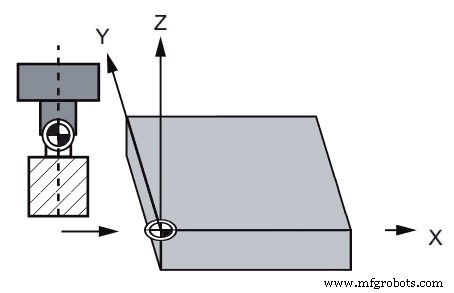
Configuración de compensación de trabajo en el eje X
Proporcione al cortador algo de profundidad (5-10 mm).
Ahora muévase nuevamente en el eje X y cuando esté lo suficientemente cerca como para que no pueda ver el espacio entre su trabajo y el cortador, reduzca la calibración de Mod incremental a 10 ( 0,01 mm), coloque un trozo de papel entre el cortador y el trabajo.
Siga moviéndose lentamente, en un punto el papel se cortará y ahora deténgase allí, este es el valor de posición del eje que se requiere para el ajuste de compensación.
Introducción del valor del eje X en Compensación cero
Lleve la página de Compensación cero a la pantalla de control del CNC presionando la página de la pestaña Datos de configuración y luego la página de la pestaña Compensación cero.
Coloque el valor del eje X tomado en el paso anterior en Compensación cero (G54 X =………… …….).
Configuración de compensación de trabajo del eje Y
Seleccione 100 (0,1 mm) Mod. incremental. Seleccione el eje Z para mover el cortador más hacia arriba.
Seleccione el eje Y para mover el cortador hacia el lado que se muestra en la figura a continuación.
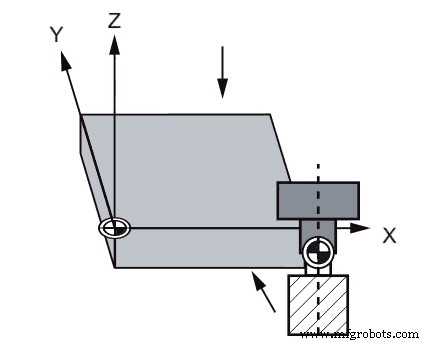
Ajuste de compensación de trabajo del eje Y
Seleccione el eje Z para tomar una profundidad de corte de 5 a 10 mm.
Seleccione el eje Y para acercarse al trabajo.
Cuando esté lo suficientemente cerca como para que no pueda ver el espacio entre su trabajo y el corte, reduzca la calibración de la Modulación incremental a 10 (0,01 mm), coloque un trozo de papel entre el cortador y el trabajo.
Siga moviéndose lentamente, en un punto el papel se cortará. Ahora bien, esta es la posición del eje Y que se utilizará para la configuración de desplazamiento cero.
Introducción del valor del eje Y en Compensación cero
Presione la página de la pestaña Configuración de datos y luego la página de la pestaña Compensación cero para abrir la página Compensación cero. Ahora ingrese el valor del eje Y tomado en el paso anterior
Coloque el valor en Compensación cero (G54 Y =…………………).
Ahora seleccione 100 (0,1 mm) Mod. incremental. Seleccione el eje Z para mover más el cortador hacia arriba.
Aún no ha terminado...
Después de completar el procedimiento anterior, cuando su programa se ejecute en modo automático, su cortador comenzará a funcionar (G00 X0 Y0) en el punto que se muestra a continuación, que es incorrecto.
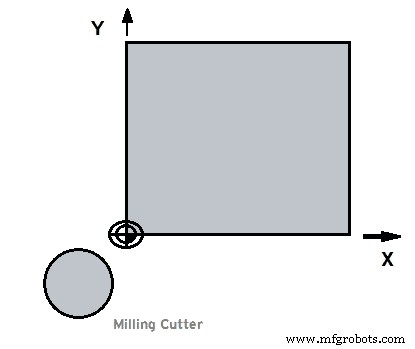
Posición incorrecta de la herramienta de ajuste de compensación de trabajo
Último paso
Lo que queremos es que el cortador comience en el punto medio exactamente en la parte superior del punto de inicio del trabajo, donde se encuentran dos lados (cuyos valores se miden arriba).
Como este es el punto correcto desde donde se toman todas las dimensiones de los componentes calculado, Ver en la figura.
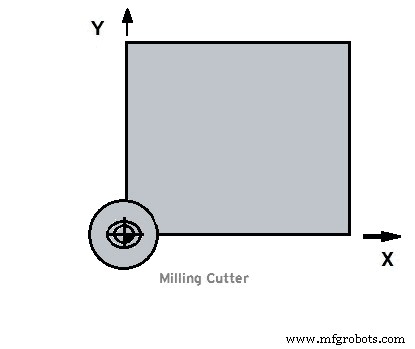
Posición correcta de la herramienta de ajuste de compensación de trabajo
Para corregir la posición del cortador, restaremos el radio del cortador, que es de 6 mm (ya que nuestro cortador tiene un diámetro de 12 mm), del eje X y agregaremos 6 mm al eje Y en los valores X, Y de desplazamiento cero.
máquina CNC
- Sistema de control CNC M-TECH
- Sistema de control SIEMENS 808D Máquina enrutadora de madera CNC Inicio con fecha de copia de seguridad
- ¿Por qué hacer negocios con un taller mecánico con una fresadora CNC?
- ¿Qué es una fresadora CNC y cómo funciona?
- Control de calidad en mecanizado CNC
- Torno con CNC
- ¿Por qué molestarse con un giro de fresado CNC?
- Compensación de herramienta en torno CNC con control Fanuc
- Programación CNC Sinumerik 840D
- Configuración de corrector de herramienta práctica:torneado SINUMERIK 808D
- Códigos M de Haas Mill