


El sensor supervisa la calidad del aceite en los equipos de generación de energía
Existe una necesidad crítica en el mercado de activos móviles y fijos de capacitar a las unidades de campo para determinar la calidad del aceite a pedido y proporcionar información complementaria sobre el estado del aceite que se ha obtenido tradicionalmente de los laboratorios de análisis de aceite.
La metodología actual de pruebas en laboratorios externos no es óptima y es costosa debido a los desafíos logísticos del envío de muestras y el retraso en el tiempo para devolver la información al personal para poder tomar decisiones rápidas e informadas.
La determinación de la calidad del aceite en tiempo real con dispositivos de evaluación de aceite integrados y portátiles operados por personal mecánico proporciona la flexibilidad operativa y los medios rápidos para evaluar la calidad del aceite que es clave para establecer un programa que proporcione productos de monitoreo basados en el estado en tiempo real para el cuidado de todos. activos.
Medir la viscosidad del aceite es un método rápido para determinar el estado del aceite y se considera un parámetro importante para evaluar la disponibilidad de los activos.
El sensor de viscosidad SenGenuity ViSmart, que puede complementar la espectroscopia IR y otros sensores de propiedades a granel, puede proporcionar datos instantáneos de viscosidad y temperatura en línea, no tiene partes móviles con un rango operativo extremadamente amplio y ofrece conectividad plug-and-play universal para integración con y en otros productos portátiles.
Los sensores han estado en el mercado durante casi una década y actualmente están instalados en mercados que van desde el monitoreo del estado del aceite en las industrias de máquinas herramienta y equipos rotativos hasta el control de procesos en aplicaciones de recubrimiento. Es en estos entornos rigurosos donde se han obtenido los beneficios del ROI y ahora se evalúan para los activos móviles y fijos donde el monitoreo del estado del petróleo es de suma importancia.
Los sensores de onda acústica (AW) de SenGenuity ofrecen una serie de ventajas sobre los viscosímetros mecánicos y electromecánicos convencionales, ya que son pequeños dispositivos de estado sólido que pueden sumergirse por completo en el aceite, lo que proporciona un flujo de datos de viscosidad instantáneo para el OEM integrado o la verificación puntual del usuario final. aplicaciones.
Los sensores no se ven afectados por golpes, vibraciones o condiciones de flujo, por lo que se pueden usar en condiciones de funcionamiento severas para medir la viscosidad de cero a 500 cP con un rango de temperatura de menos -15 grados a 125 grados Celsius con un alto grado de precisión. Al mismo tiempo, las mediciones del sensor no se ven afectadas por las partículas en el aceite.
Los viscosímetros mecánicos y electromecánicos convencionales diseñados principalmente para mediciones de laboratorio son difíciles de integrar en el entorno de control y monitorización. Como consecuencia, muchas empresas confían en decisiones basadas en datos "instantáneos" intermitentes adquiridos a partir de muestreos periódicos en los que la instrumentación convencional puede verse afectada por la temperatura, la velocidad de corte y otras variables.
Dado que se sabe que los contaminantes en el aceite (agua, solventes y combustible) degradan la viscosidad y causan daños a los componentes internos de los activos diésel, ya sean camiones o equipos de construcción o vehículos militares o equipos de generación de energía, es importante no solo confiar en datos instantáneos.
Se ha demostrado que los altos niveles de contaminación del agua en el combustible diesel son la razón de la corrosión y las picaduras, lo que lleva a un mayor recuento de partículas de desgaste metálico. La presencia de disolventes de limpieza residuales y la contaminación del combustible ha provocado que los sellos se hinchen y creen situaciones de funcionamiento del motor menos que ideales.
El conocimiento de la viscosidad en tiempo real proporciona un beneficio significativo para medir el envejecimiento del aceite, la entrada de contaminantes durante las operaciones comerciales y prevenir fallas mecánicas incipientes debido a la pérdida de propiedades de lubricación del aceite.
Este caso de estudio, junto con los datos del cliente, muestra el sensor de perno roscado de viscosidad ViSmart de SenGenuity (Figura 2) que tiene como objetivo la integración integrada en activos diésel fijos y móviles.
Tecnología de productos
SenGenuity ha desarrollado un método único para ofrecer un sensor de viscosidad con un amplio rango dinámico (aire a varios miles de cP) en un solo sensor (Figura 1).
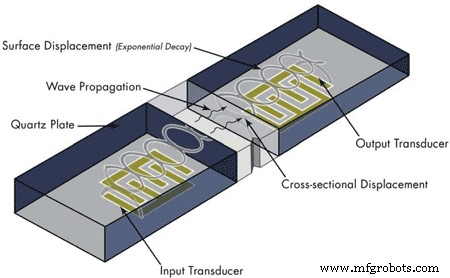
Figura 1. El sensor SenGenuity usa una guía de ondas acústica con transductores eléctricos en una superficie y en contacto con el fluido en la otra superficie.
El ViSmart es un viscosímetro de estado sólido de onda acústica de superficie, robusto, confiable y rentable disponible comercialmente para su integración en sistemas de control de procesos y monitoreo en línea en tiempo real para aplicaciones escalables (Figura 2).

Figura 2. Sensor de viscosidad de perno de bajo cizallamiento de estado sólido SenGenuity
El sensor no tiene partes móviles (aparte de la vibración a escala atómica de la superficie) y, debido a la alta frecuencia de la vibración, varios millones de vibraciones por segundo, es independiente de las condiciones de flujo del líquido e inmune a los efectos de vibración del ambiente. Se utilizan componentes electrónicos de alta temperatura que permiten un rango de temperatura de funcionamiento muy amplio para el sensor.
La importancia de estos sensores acústicos radica en el principio de medición claramente diferente. Mientras que una clase de dispositivos mecánicos mide la viscosidad cinemática (flujo) y la otra clase mide la viscosidad intrínseca (fricción), los sensores de onda acústica (AW) miden la impedancia acústica, (ωρη) 1/2, donde ω es la frecuencia en radianes (2πF) , ρ es la densidad y η es la viscosidad intrínseca.
La medición de la viscosidad se realiza colocando el resonador de ondas de cristal de cuarzo en contacto con el líquido. La viscosidad del líquido determina el espesor del fluido acoplado hidrodinámicamente a la superficie del sensor.
La superficie del sensor está en movimiento uniforme a una frecuencia, ω =2πF, con amplitud, U. La frecuencia se conoce por diseño y la amplitud está determinada por el nivel de potencia de la señal eléctrica aplicada al sensor. A medida que la onda de corte penetra en el fluido adyacente a una profundidad, d, determinada por la frecuencia, viscosidad y densidad del líquido como d =(2η / ωρ) 1/2, como se muestra en la Figura 3.
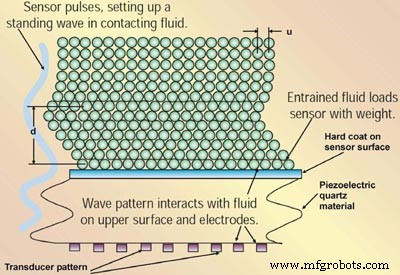
Figura 3. Esta figura muestra una sección transversal del sensor que muestra transductores en la superficie inferior y moléculas de líquido (bolas de oro) en la superficie superior.
La viscosidad acústica se calcula utilizando la pérdida de potencia del resonador de cuarzo al fluido. La unidad de medida es la viscosidad acústica (AV) y es igual a ρη, (g / cm3 • cP) (densidad multiplicada por viscosidad dinámica).
El resonador de ondas acústicas soporta una onda estacionaria a través de su espesor. El patrón de onda interactúa con los electrodos en la superficie inferior (sellados herméticamente del líquido) e interactúa con el fluido en la superficie superior.
La mayor parte del líquido no se ve afectado por la señal acústica y la superficie vibrante mueve una capa delgada (del orden de micrones o micro pulgadas). También está presente una superficie de capa dura patentada que es a prueba de rayones y resistente a la abrasión que permite que el sensor funcione en entornos extremos y que el sensor ViSmart sea un candidato adecuado para aplicaciones de monitoreo basadas en la calidad del combustible y el estado del aceite en dispositivos móviles y fijos. mercados de activos.
Solicitud y datos del cliente
Un cliente en un país del tercer mundo en la industria de las empresas de datos y telecomunicaciones tiene equipos de generación de energía estratégicos y críticos en ubicaciones remotas. Los desafíos logísticos son tales que preferirían no tener que realizar visitas frecuentes al sitio. Debido a la lejanía de los sitios, no forman parte de la red eléctrica o de telecomunicaciones y, como tales, son susceptibles a daños climáticos, mal funcionamiento del equipo, vandalismo y robo de activos.
Al asociarse con proveedores de soluciones de monitoreo de sitios remotos, los sensores ViSmart, como parte de un paquete de solución general, pueden proporcionar un monitoreo seguro y confiable de la calidad del aceite y el combustible presentes en los grupos electrógenos de energía presentes en estas infraestructuras empresariales de datos y telecomunicaciones.
El objetivo del cliente era doble. Primero, querían poder identificar si la calidad del aceite estaba dentro de los parámetros de rendimiento operativo nominal a lo largo del tiempo y determinar si los intervalos de cambio de aceite podrían mejorarse (actualmente, el aceite se cambia cada 150 a 200 horas).
La lectura de viscosidad se identificó como el parámetro indicador clave (es importante tener en cuenta que el sensor ViSmart también mide la temperatura). Un objetivo secundario era garantizar que el sensor identificaría un evento en el que se introdujo un aceite no especificado en el grupo electrógeno.
En segundo lugar, el cliente tenía el requisito de identificar si había contaminación en la línea de combustible, ya sea debido al agua o al queroseno. Nuevamente, la lectura de viscosidad se identificó como un parámetro indicador clave.
Se establecieron las condiciones de prueba y se obtuvieron muestras de aceite reales de un grupo electrógeno que suministra energía eléctrica continua (a carga variable) en lugar de energía de compra comercial (potencia nominal de salida de 22 kVA, 18 kW a 220 V / 60 Hz). En la Figura 4, se observa la relación entre la viscosidad del aceite 15W40 virgen y usado en función de la temperatura. El aceite usado tiene una duración de 150 horas; Se observa claramente que el cambio de viscosidad en nominal y no hay necesidad de cambiar el aceite.
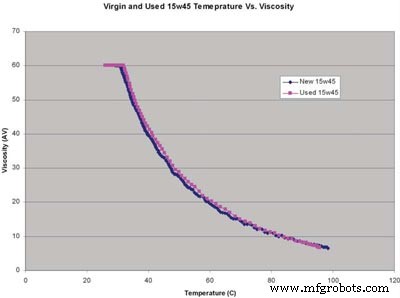
Figura 4. Datos de viscosidad-temperatura para 15W40 nuevos y usados
Como parte de la misma configuración, se verificaron diferentes grados de aceite en busca de valores de viscosidad con el fin de confirmar la capacidad del sensor ViSmart para diferenciar entre tipos de aceite. Además, se introdujeron los diferentes tipos de aceite en el equipo del grupo electrógeno especificado 15W40 para determinar si el sensor puede notificar al cliente de un evento cuando hay aceite incorrecto. Los datos se muestran en la Figura 5, adquiridos a una temperatura de 40 grados C, y muestran claramente la diferenciación en la condición del aceite.
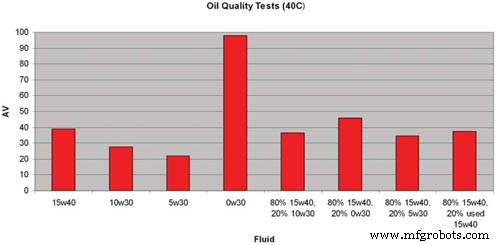
Figura 5a. Diferentes valores de viscosidad para varios estados de condición del aceite a 40 grados Celsius
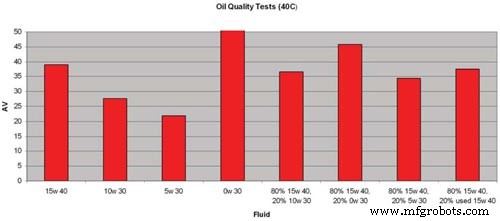
Figura 5b. Diferentes valores de viscosidad para varios estados de condición del aceite a 40 grados Celsius (en detalle)
Los datos de viscosidad también se adquirieron a 100 grados C; y nuevamente, se observa la diferenciación en los diferentes estados de condición del aceite (ver Figura 6). Con los datos de viscosidad adquiridos a múltiples temperaturas, es posible determinar la condición del aceite y verificar si está dentro de sus parámetros operativos.
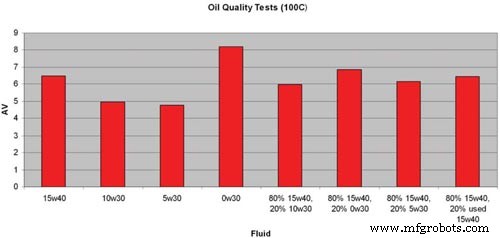
Figura 6. Diferentes valores de viscosidad para varios estados de condición del aceite a 100 grados Celsius
Como parte de la misma configuración en el equipo de generación de energía, se midió la viscosidad del combustible diesel, combinada con la contaminación en el combustible, a varias temperaturas. La contaminación consistió en agua y queroseno, y todas las condiciones se midieron a 25 grados y 40 grados Celsius. Como muestran claramente los datos de la Figura 7, el ViSmart es capaz de monitorear la viscosidad del combustible y asegurarse de que esté dentro de los parámetros de rendimiento.
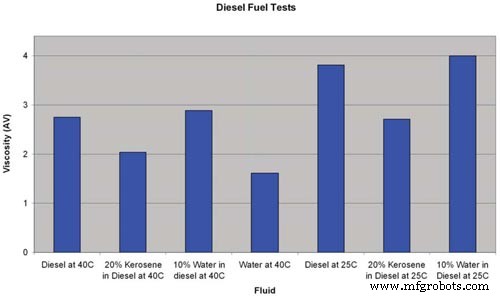
Figura 7. Diferentes valores de viscosidad para varios estados de calidad del combustible a 25 y 40 grados Celsius
Todos los datos anteriores indican que con la lógica simple empleada en la estación de monitoreo remota, junto con las condiciones de advertencia y alarma, la viscosidad y la temperatura del aceite y el combustible adquiridos pueden monitorear las condiciones adecuadas necesarias para que el equipo de generación de energía funcione de manera confiable sin tiempo de inactividad. .
Beneficios
El sensor de viscosidad ViSmart se puede aplicar fácilmente en operaciones de campo o se puede instalar directamente en el equipo para un monitoreo continuo de la viscosidad y permitir que el personal mecánico pruebe el aceite o el combustible en minutos.
Sería complementario a la carga de prueba del análisis de aceite de laboratorio al proporcionar datos de viscosidad en tiempo real y permitiría optimizar los costos logísticos. Y dado que no se requiere calibración para el sensor robusto a prueba de vibraciones y golpes, una vez que se instala en entornos industriales severos, los costos de mantenimiento son extremadamente bajos.
Los sensores se utilizan actualmente en aplicaciones 24/7 en el sector comercial, con transferencia de datos en tiempo real para la toma de decisiones. El sensor de perno roscado en línea en tiempo real se puede sumergir completamente en el aceite y / o combustible y se puede usar simplemente para una verificación puntual o un monitoreo continuo.
Proporcionar datos de viscosidad en tiempo real y usar el sensor de manera continua proporcionaría la información necesaria al personal para tomar decisiones críticas en aplicaciones de campo reales que conducen a la extensión de la vida útil de la máquina y los programas de mantenimiento, al tiempo que complementa el flujo de datos de otros parámetros de calidad del aceite obtenidos de los laboratorios.
Mantenimiento y reparación de equipos
- Sensor de corte de energía
- Sensor de calidad del aire con helio
- Cómo evitar costosos tiempos de inactividad por cortes de energía en plantas petroquímicas
- Papel de la protección contra sobretensiones en la confiabilidad del equipo
- El analizador de propiedades de fluidos en línea reduce la demanda de aceite
- La red inalámbrica monitorea el equipo en las centrales eléctricas de PPL
- ¿Son todos los factores del equipo realmente iguales?
- Mantenimiento de su equipo de lavado a presión
- Parpadeo y calidad de energía
- La importancia del análisis de aceite en su equipo
- Sensor de calidad del aire a base de carbono