


¿Qué es la simetría GD&T?
¿Qué es la simetría?
La simetría GD&T es una tolerancia 3D que garantiza que las características de la pieza sean simétricas con respecto al plano de referencia. La cota define un plano central y crea una zona de tolerancia a su alrededor. Esta tolerancia es similar a la concentricidad, y la verificación de la tolerancia de simetría también requiere mucho tiempo y es difícil. Por lo general, se recomienda utilizar la posición, el paralelismo o la rectitud en lugar de la tolerancia simétrica.
El dimensionamiento simétrico GD&T garantiza el control de la simetría al verificar la distancia entre dos puntos correspondientes en ambos lados del plano de referencia y calcular su punto medio. Estos puntos medios deben ubicarse cerca del plano de referencia y dentro de la zona de tolerancia simétrica especificada en el marco de control de características.
Zona de tolerancia de simetría
Un plano paralelo en el mismo lado que el plano de referencia central. El punto medio de la superficie simétrica debe estar dentro de esta área.
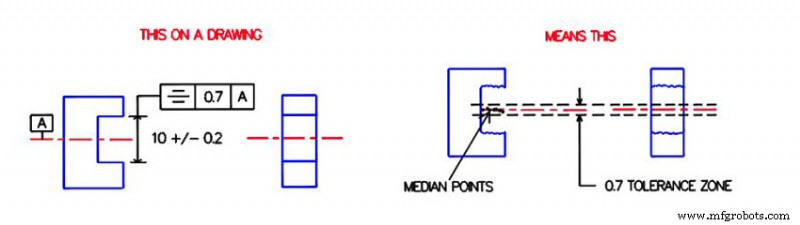
A continuación se muestran ejemplos de tolerancias simétricas. La figura de arriba muestra el símbolo de simetría aplicado a la muesca. El símbolo enmarcado puede entenderse como "el punto medio de estas superficies relativas debe ser simétrico con respecto al eje de referencia a dentro del rango de tolerancia de 0,7". La siguiente figura muestra una sección de ejemplo que cumple con este requisito. El punto medio debe estar entre dos planos separados por 0,7 e igualmente espaciados alrededor del eje de referencia A. Todos los puntos en el plano medio deben estar dentro del volumen entre los dos planos de la zona de tolerancia para ser aprobados.
Simetría frente a otros textos destacados
Simetría y posición verdadera
Tanto la simetría como la posición real se pueden utilizar para definir la posición ideal de las características de la pieza. En algunos casos, incluso se pueden usar indistintamente. Sin embargo, en comparación con la simetría, el uso de la ubicación real es mucho más amplio. Puede hacer todo lo que puede hacer la simetría, pero no ocurre lo contrario.
La anotación de posición verdadera puede establecer una zona de tolerancia amplia general y un área circular. Esto aumenta la gama de funciones que puede controlar. Se permiten tolerancias adicionales para la posición real y no para la simetría. La simetría tampoco permite el desplazamiento de la función de referencia y la zona de tolerancia proyectada, los cuales son posibles en la posición real.
Otra diferencia es que la ubicación real se puede llamar relativa al tamaño de la característica (RF) o con condiciones materiales mínimas/máximas (LMC/MMC). La simetría siempre se aplica a los RF.
Simetría y concentricidad
La dimensión de concentricidad controla la concentricidad de las superficies cilíndricas, mientras que el control de simetría generalmente se usa para cualquier superficie no cilíndrica. Algunas personas llaman a la concentricidad la versión circular de la simetría. ASME Y14. 5m-1994, 5.14 establece:"el control de simetría y concentricidad son el mismo principio, excepto por diferentes configuraciones de componentes".
La simetría GD&T controla los puntos de las dos opciones desarrollando el avión de referencia. Por otro lado, la imagen de concentricidad comprueba la concentricidad estableciendo un eje central de referencia. Luego, expande gradualmente los verdaderos centros de la sección transversal cilíndrica y si están dentro de la zona de tolerancia cilíndrica cerca del eje de referencia grande. La concentricidad deriva del eje central exacto en lugar del plano medio.
Cómo medir la simetría
En todas las dimensiones de GD&T, la simetría es una de las dimensiones más difíciles de medir. El punto medio que debe estar dentro de la zona de tolerancia es una característica derivada y no hay una superficie real lista para medir. El símbolo de simetría necesita calcular estos puntos medios y las características bajo control de simetría. Este cálculo requiere mucho tiempo y operadores expertos.
Hay dos métodos principales para medir la tolerancia de simetría.
Utilice un calibrador o un micrómetro
Usando una máquina de medición por coordenadas
Utilice un calibrador o un micrómetro
Se pueden usar micrómetros o calibres en algunos casos donde la simetría es más simple. Sin embargo, la habilidad del operador y los errores del instrumento afectarán la precisión de tales mediciones, por lo que generalmente no se recomienda.
Se pueden utilizar diferentes diseños de instrumentos para diferentes formas y medidas de posición. Pueden medir dimensiones de manera efectiva, pero pueden no ser tan precisos al verificar el formulario. Otra desventaja es que este método requiere el registro manual de las mediciones.
Uso de una máquina de medición por coordenadas
Esta es la forma más común de medir la simetría. La máquina de medición por coordenadas (CMM) solo necesita tocar el lápiz óptico con puntos relativos para dibujar todos los puntos medios. En comparación con el calibrador o el micrómetro, este método proporciona una precisión relativamente mayor.
Inicialmente, la CMM se configura para establecer el plano central teórico. Luego, use la sonda CMM para medir ambos lados de la simetría para calcular la posición del punto medio. Las posiciones de todos los puntos medios a lo largo de la longitud de la característica se comparan con el plano de referencia. El inspector aprobará la pieza siempre que ningún punto medio exceda el límite de tolerancia alrededor del plano de referencia.
CMM registra los resultados de la medición. Aunque este método requiere menos operadores, todavía es relativamente complejo obtener resultados precisos.
Notas finales:
Debido a sus requisitos funcionales específicos y dificultad de medición, la simetría debe evitarse en la mayoría de los casos. Con planitud, paralelismo y posición real, puede encontrar exactamente las mismas restricciones en la pieza, aunque se requieren más dimensiones y medidas. Sin embargo, dado que los calibres se pueden usar para medir la posición real (si se usa MMC), y la planitud se controla automáticamente por dimensiones y se mide directamente desde la superficie, estos se pueden controlar en un solo proceso y no se requiere una medición CMM oportuna.
Proceso de manufactura
- ¿Qué es A2 Steel?
- ¿Qué es la tolerancia de ingeniería? - Definición y tipos
- ¿Qué es el moldeado por inserción?
- ¿Qué es la creación de prototipos?
- ¿Qué es un motor lineal?
- ¿Qué es el torneado CNC?
- ¿Qué es una Fundición?
- ¿Qué es una bomba multietapa?
- ¿Qué es un alimentador de prensa?
- ¿Qué es una bomba sumergible?
- ¿Qué es un robot de bebidas?