


Toalla de baño
Antecedentes
Las toallas de baño son piezas tejidas de tela de algodón o algodón-poliéster que se utilizan para absorber la humedad del cuerpo después del baño. Las toallas de baño a menudo se venden en un juego con toallas faciales y paños para lavar y siempre son las más grandes de las tres toallas. Las toallas de baño generalmente se tejen con un bucle o pelo que es suave y absorbente y, por lo tanto, se usa para absorber el agua del cuerpo. Se utilizan telares especiales llamados telares dobby para hacer esta pila de algodón.
Las toallas de baño son generalmente de un solo color, pero pueden estar decoradas con bordados hechos a máquina, tejidas en elegantes patrones de jacquard (diseños predeterminados impulsados por programas de computadora) o incluso impresas en rayas. Dado que las toallas están expuestas a mucha agua y se lavan en configuraciones de lavado con agua caliente con más frecuencia que otros textiles, es posible que las toallas impresas no conserven su patrón por mucho tiempo. La mayoría de las toallas tienen dos bordes de orillo o bordes tejidos terminados a lo largo de los lados y están doblados (cortados y cosidos) en la parte superior e inferior. Algunos fabricantes de toallas producen el hilo utilizado para la toalla, tejen las toallas, las tiñen, cortan y cosen dobladillos y las preparan para su distribución. Otros compran el hilo ya hilado de otros mayoristas y solo tejen la toalla.
Historial
Hasta principios del siglo XIX, cuando la industria textil se mecanizó, las toallas de baño podían ser relativamente caras de comprar o requerir mucho tiempo para crearlas. Existe la duda de cuán importantes eran estas sábanas sanitarias para la persona promedio; después de todo, ¡el baño no era tan universalmente popular hace 200 años como lo es hoy! La mayoría de las toallas del siglo XIX que sobreviven son, de hecho, toallas que probablemente se usaban detrás o encima del lavabo, el mueble que sostenía el lavabo y la jarra con agua en los días previos a la plomería interior. Gran parte de esta toalla era lino natural tejido a mano y de tejido liso. Las revistas de lujo para damas y los catálogos de pedidos por correo presentan patrones de lino de colores tejidos en jacquard más elegantes (particularmente rojo y blanco), pero es más probable que sean paños para las manos y la cara. No fue hasta la década de 1890 que la tela de felpa más suave y absorbente reemplazó a la toalla de lino simple.
A medida que la industria del algodón se mecanizó en este país, el material para toallas se podía comprar en el astillero, así como en productos terminados. En la década de 1890, una ama de casa estadounidense podía ir a la tienda general o hacer un pedido por correo de una toalla turca tejida, cosida y con dobladillo (tela de felpa) o podía comprar tela de felpa por yarda, cortarla a la medida adecuada. toalla de baño del tamaño que le gustaba a su familia, y ella misma se la hizo el dobladillo. Había una variedad de toallas disponibles:tejidos de pañales, huck-abacks, toallas "crash", principalmente de algodón, ya que el lino no se tejía comercialmente en este país en gran cantidad en la década de 1890. Las fábricas de tejidos comenzaron la producción en masa de toallas de felpa a fines del siglo XIX y las han estado produciendo de manera similar desde entonces.
Materias primas
Las materias primas incluyen algodón o algodón y poliéster, dependiendo de la composición de la toalla en producción. Algunas fábricas de toallas compran la materia prima principal, el algodón, en balas de 227 kg (500 lb) y las hilan con materiales sintéticos para obtener el tipo de hilo que necesitan para la producción. Sin embargo, algunas fábricas compran el hilo a un proveedor. Estos carretes de hilo de mezcla de algodón y poliéster se compran en grandes cantidades en carretes de hilo de 7,5 libras (3,4 kg). Un solo carrete de hilo se deshace en 66.000 yardas (60.324 m) de hilo.
El hilo debe estar revestido o encolado para que pueda tejerse más fácilmente. Uno de estos recubrimientos industriales contiene almidón de PVA, urea y cera. Los blanqueadores se utilizan generalmente para blanquear una toalla antes de teñirla (si se va a teñir). Nuevamente, estos blanqueadores varían según el fabricante, pero pueden incluir hasta 10 ingredientes (algunos de ellos patentados), incluido el peróxido de hidrógeno, un antiespumante cáustico o, si la toalla debe permanecer blanca, un abrillantador óptico para hacer que el blanco se vea más brillante. . También se pueden usar tintes sintéticos o químicos, de composición compleja, que hacen que las toallas sean resistentes al color y brillantes.
Diseño
La mayoría de las toallas no están diseñadas especialmente en patrones complejos. La gran mayoría son simples toallas de felpa tejidas en telares de dobby con pilas de bucles, bordes cosidos en la parte superior e inferior. Los tamaños varían al igual que los colores según el pedido. Cada vez más, las toallas blancas o comunes se envían a mayoristas u otros para decorar con bordados por computadora o decorar con tela o decoración con apliques. Esto ocurre en una ubicación diferente y, a menudo, lo hace otra empresa.
El
proceso de fabricación
Girar
- 1 Como se mencionó anteriormente, algunas fábricas hilan su propio hilo para toallas de baño. Si esto se hace en la fábrica, el fabricante recibe enormes fardos de 227 kg (500 lb) de algodón de calidad alta o media (de calidad media) para convertirlos en hilo (la calidad depende del fabricante y la calidad de la toalla en producción ). Estas pacas se abren mediante una máquina Uniflock automatizada que corta un poco la parte superior de cada paca, la abre y luego la deposita. La máquina abridora Uniflock mezcla las fibras de algodón batiéndolas repetidamente para que las impurezas caigan o se filtren (estas balas contienen muchas impurezas dentro del algodón crudo). Las fibras más puras se soplan a través de tubos a una unidad de mezcla donde el algodón se mezcla antes de hilar. Las toallas de mayor calidad utilizan algodón con fibras que se mezclan tres veces antes de centrifugar. En algunas fábricas, el algodón se mezcla con poliéster durante este proceso de mezcla.
- 2 Las fibras mezcladas luego se soplan a través de tubos a máquinas cardadoras donde se utilizan cilindros giratorios con dientes de alambre para enderezar las fibras y continuar eliminando las impurezas antes del hilado. Las fibras de algodón, aunque todavía no están hiladas, se forman en fibras paralelas en preparación para el hilado.
- 3 Estas fibras paralelas luego se condensan en una astilla, una cuerda retorcida de fibras de algodón. Estas astillas se envían a otra máquina en la que se vuelven a mezclar y se envían entre otros rodillos para enderezarlas. El objetivo final son fibras largas, rectas y paralelas porque producen hilos más fuertes. (Los hilos más fuertes requieren menos torsión, lo que también produce hilos fuertes pero los hace menos suaves y absorbentes). Las fibras se enrollan en un rollo grande y se envían en un carro y se introducen en la máquina peinadora.
- Aquí se peinan 4 fibras, enderezando aún más las fibras con un juego de dientes de alambre más fino que el usado en la máquina cardadora. El peinado elimina las fibras más cortas, que son más gruesas y lanosas, dejando las fibras de algodón más finas, más largas y más sedosas para hilar en hilo. Una vez peinadas, las fibras se vuelven a formar en una astilla de cuerda retorcida.
- 5 Las astillas viajan a las mechas donde las fibras se retuercen y enderezan aún más y se forman en mechas. La mechera también retuerce ligeramente las fibras. El resultado es una larga mecha de algodón, que luego se enrolla en bobinas en el paso final antes de hilar.
- 6 Ahora la mecha está lista para girar. La bobina se hace girar en una máquina de hilar de anillos, que extrae mecánicamente o tira de la mecha de algodón en una sola hebra. Básicamente, las fibras se enganchan entre sí para formar un hilo continuo y retuercen el hilo ligeramente cuando se tira o se tira.
 Una vez hecha la toalla, se enrolla en un carrete de recogida fuera del telar. Luego se transporta para blanquearlo como enormes rollos de tela y se coloca en un baño de agua con productos químicos blanqueadores como peróxido de hidrógeno, antiespumantes cáusticos y otros ingredientes patentados. Todas las toallas deben teñirse de blanco puro antes de teñirse de cualquier color. hilado. Una vez que se hila el hilo, se enrolla automáticamente en grandes ruedas que se asemejan a rondas de queso cuando están llenas de hilo.
Una vez hecha la toalla, se enrolla en un carrete de recogida fuera del telar. Luego se transporta para blanquearlo como enormes rollos de tela y se coloca en un baño de agua con productos químicos blanqueadores como peróxido de hidrógeno, antiespumantes cáusticos y otros ingredientes patentados. Todas las toallas deben teñirse de blanco puro antes de teñirse de cualquier color. hilado. Una vez que se hila el hilo, se enrolla automáticamente en grandes ruedas que se asemejan a rondas de queso cuando están llenas de hilo.
Deformación
- 7 Urdimbre son hilos longitudinales en una pieza de material tejido que se estiran o deforman firmemente en una viga. Los hilos latitudinales llamados trama o relleno se pasan por debajo y por encima de la urdimbre para formar la tela. Los grandes carretes de algodón recién hilado están listos para ser deformados o enrollados en una viga que se insertará en el telar para tejer. Si se compra el hilo, los carretes de 3,4 kg (7,5 lb) se preparan para el urdido. Luego se deforma una viga de urdimbre en la que se anclan los hilos y se envuelven a una viga grande en cientos de filas paralelas. Los diferentes anchos de toalla requieren diferentes números de hilos de urdimbre.
- 8 Estas enormes vigas, llenas de hilos de urdimbre envueltos, se colocan en una rejilla con capacidad para 12 vigas y se clasifican en preparación para el tejido. Los hilos deben dimensionarse o endurecerse para que la pieza sea más fácil de tejer. El almidón de PVA, la urea y la cera se enrollan y presionan en el hilo. Luego, las roscas se pasan sobre latas de secado:latas recubiertas de teflón con calor de vapor que emana de adentro. Esto ayuda a secar los hilos de la urdimbre rápidamente. (Se colocan 1000 extremos de urdimbre sobre nueve latas para que se sequen). Estas vigas, con hilos revestidos, se envían ahora a los telares.
Tejer
- 9 Las vigas son recogidas por una transpaleta o una carretilla elevadora hidráulica y transportadas a los telares. Estos telares varían en ancho, pero pueden ser tan estrechos como 85 pulgadas (216 cm) o tan anchos como 153 pulgadas (389 cm). (Como era de esperar, cuanto más ancho es el telar, más lento es el tejido, ya que los hilos de la trama tardan más en cruzar la urdimbre). Las vigas se elevan a los telares mecánicamente con un gato de urdimbre, que puede soportar el peso y el tamaño de la viga.
- 10 toallas se tejen en telares de dobby, lo que significa que cada telar tiene dos juegos o urdimbre y, por lo tanto, dos vigas de urdimbre:una urdimbre se llama urdimbre del suelo y forma el cuerpo de la toalla y la otra se llama urdimbre de pelo y produce la felpa o el lazo. Cada juego de hilos de urdimbre se alimenta cuidadosamente a través de un juego de ojales de metal y se sujeta a un arnés. (Los arneses son marcos paralelos separados que pueden cambiar en sus relaciones verticales entre sí). Estos arneses suben y bajan mecánicamente estos hilos de urdimbre para que la trama o el relleno pueda pasar entre ellos. La intersección de la urdimbre y la trama es tela tejida.
El hilo de relleno está programado para que quede suelto en la tela tejida. Cuando este relleno suelto se golpea o presiona en la tela, la holgura se empuja hacia arriba y se convierte en un pequeño bucle.
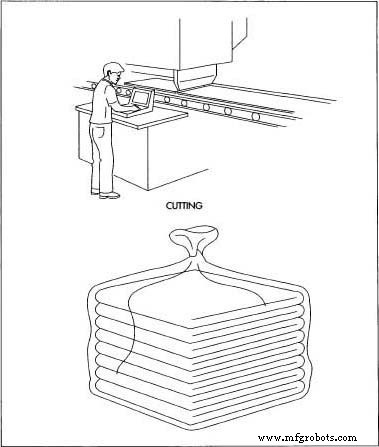 Después de teñirse, la toalla se dobla y corta en tamaños estandarizados.
Después de teñirse, la toalla se dobla y corta en tamaños estandarizados. Las lanzaderas, que llevan los hilos de relleno, se disparan realmente a través de estos grandes telares a velocidades máximas; estos telares para hacer toallas pueden tener 18 lanzaderas disparadas a través de la urdimbre desde un cilindro de disparo. Un transbordador sigue justo detrás del siguiente. Tan pronto como la lanzadera se dispara a través de los hilos de la urdimbre, la lanzadera desciende y se transporta de regreso al cilindro de disparo y se dispara de nuevo. Una máquina típica para tejer toallas tiene 350 inserciones de lanzadera en un solo minuto, casi seis lanzaderas disparadas a lo largo de cada segundo. Por lo tanto, las toallas se tejen muy rápidamente en estos grandes telares de dobby mecanizados. En una pequeña fábrica de toallas, se pueden fabricar 250 docenas de toallas de baño en un telar en una sola semana, y hay 50 telares en la fábrica.
Blanqueamiento
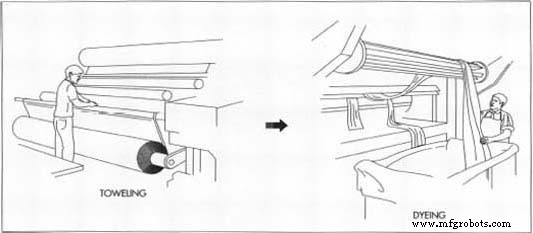
- 11 Una vez que se hace la toalla (es un rollo de tela de felpa largo y no tiene principio ni fin), se enrolla en un carrete de recogida fuera del telar. Luego se transporta para blanquearlo como enormes rollos de tela y se coloca en un baño de agua con productos químicos blanqueadores como peróxido de hidrógeno, antiespumantes cáusticos y otros ingredientes patentados. Todas las toallas deben teñirse de blanco puro antes de teñirse de cualquier color. La toalla mojada cargada de productos químicos se somete luego a temperaturas tremendamente altas. El calor hace que los químicos reaccionen, blanqueando la toalla. Luego, el rollo se lava al menos una vez y hasta tres veces en una lavadora grande para eliminar todos los productos químicos de la toalla. La toalla está seca, y si va a quedar blanca, está lista para ser cortada en la parte superior e inferior, cosida con pespuntes y con una etiqueta adherida (todo esto se hace con una sola máquina).
Teñido
- 12 Si se va a teñir, los rollos grandes, secos y sin cortar se llevan a grandes tinas de tintes químicos, que han demostrado con el tiempo que proporcionan una toalla que no destiñe después de un extenso lavado residencial. Después de sumergirlo en la tina, la toalla se retira y se presiona entre dos rodillos pesados que empujan el tinte hacia abajo en la toalla. Una cocción al vapor completa fija el color. La toalla se seca nuevamente al vapor, se esponja en el proceso de secado y luego las toallas teñidas están listas para cortar, doblar y etiquetar.
Cortar, doblar y empaquetar
- 13 Se lleva a cabo una inspección visual final de las toallas cortadas y dobladas, que se doblan a mano y se transportan al empaque, donde el equipo de empaque automático forma una bolsa alrededor de las toallas y las etiquetas UPC se adhieren a las bolsas. Estas toallas empaquetadas se envían al almacén, a la espera de ser transportadas fuera de la planta.
Control de calidad
Las toallas se controlan rigurosamente para garantizar un control de calidad durante todo el proceso de producción. Si se compra hilo, se verifica aleatoriamente su peso y debe ser el estándar establecido por la empresa (los carretes de hilo más livianos indican que el hilo es más delgado de lo deseado y puede que no produzca una toalla tan resistente). Las cubas de blanqueador y tinte se controlan periódicamente para verificar la constitución química adecuada.
Durante el proceso de tejido, algunas empresas pasan la tela sobre una mesa de inspección iluminada. Aquí, los tejedores y los inspectores de calidad controlan la toalla para detectar imperfecciones en el tejido. Las toallas ligeramente tejidas de manera desigual se pueden enderezar y retocar. Pero aquellos que no pueden ser etiquetados como "segundos" o imperfectos o completamente rechazados por la empresa. Como en todos los aspectos del proceso, las verificaciones visuales son la clave del control de calidad:todos los involucrados en el proceso comprenden los estándares mínimos y monitorean el producto en todo momento.
Subproductos / Residuos
Los subproductos potencialmente dañinos a menudo se mezclan en el agua que se usa para blanquear, lavar y teñir la tela de la toalla. En particular, el proceso de blanqueo incluye ingredientes (peróxidos y otros cáusticos) que no se pueden descargar sin tratar en ningún suministro de agua. Muchas fábricas de toallas tienen sus propias plantas de tratamiento de agua para asegurarse de que el agua que descarga la planta cumpla con los estándares mínimos de pH, temperatura, etc.
Proceso de manufactura
- ¿Qué es el mecanizado VMC?
- Guía para el marcado láser de aluminio
- Soldadura MIG frente a soldadura TIG
- Guía de marcado láser
- Consideraciones para el mecanizado suizo de alta producción
- Guía para la creación de prototipos CNC
- Comprensión del proceso de fabricación del eje
- ¿Qué es el marcado láser de fibra?
- Electropulido frente a pasivación
- ¿Qué es la pasivación de acero inoxidable?
- Cómo diseñar y diseñar equipos de pesca en horario de trabajo