


Influencia en la uniformidad del grosor de la máscara de soldadura mediante la serigrafía del diseño del lecho de clavos
En el proceso de fabricación de la máscara de soldadura de PCB, se ha aplicado masivamente la artesanía de la máscara de soldadura líquida de impresión continua de doble cara de PCB mediante serigrafía. Dado que se producen diferencias relativamente grandes entre las PCB en términos de aspectos del diseño, incluido el grosor, la distribución del patrón, el diámetro de las vías y la distribución de las vías, la fabricación del lecho de clavos para serigrafía es extremadamente difícil. Si la distribución de los clavos de cobre en el lecho ungueal está lejos de ser razonable, la uniformidad del espesor de la máscara de soldadura se logra fácilmente. El mal resultado es la aberración de color de la apariencia de la máscara de soldadura, una imagen defectuosa de la máscara de soldadura o un puente de soldadura con resistencia rota, lo que lleva a reprocesos o desechos. Por lo tanto, se deben establecer instrucciones detalladas relacionadas con la soldadura de clavos en el proceso de serigrafía de máscara de soldadura para garantizar la calidad del lecho ungueal.
Análisis de la teoría
La máscara de soldadura con serigrafía de doble cara se refiere al proceso en el que la máscara de soldadura líquida se imprime en un lado de la PCB antes de la impresión de la máscara de soldadura líquida en el otro lado utilizando el lecho ungueal de serigrafía. Por lo tanto, se puede implementar la impresión continua de la máscara de soldadura para ambos lados de la PCB para reducir el tiempo de permanencia y el tiempo de calentamiento para mejorar la eficiencia de fabricación de la placa de circuito.
Para fabricar el lecho ungueal para serigrafía, los clavos de soporte deben desplegarse en el lugar donde la placa inferior del lecho ungueal es compatible con el borde de la placa PCB o las posiciones de paso. La complejidad del proceso de fabricación conduce a un requisito de tecnología relativamente alto, por lo que debe ser completado por trabajadores experimentados que aún posiblemente sufran errores en términos de falta de soldadura de clavos, baja densidad de distribución de clavos y desviación de posición de distribución de clavos cuando están tratar con tableros muy complicados o tableros con nuevo tipo de modelo.
Por lo tanto, es necesario analizar la influencia en la impresión de máscara de soldadura de PCB causada por el lecho de clavos de serigrafía con diferente densidad de distribución de clavos para que se pueda obtener una distribución de clavos razonable de las regulaciones del lecho de clavos de serigrafía de máscara de soldadura para aumentar la eficiencia de fabricación del lecho de clavos y la serigrafía de doble cara. calidad de la máscara de soldadura.
Diseño de experimentos
• Factores de experimentación y diseño horizontal
Para tres tipos de densidad de distribución de clavos (espaciado de 5,0 cm, 8,0 cm, 10,0 cm) y espesor de PCB (0,8 mm, 1,5 mm, 2,0 mm), el experimento se lleva a cabo a través de coincidencias cruzadas y el experimento está diseñado como la Tabla 1.
| Nº de prueba | Nº de placa | Grosor del tablero | Densidad de soldadura de clavos |
|---|---|---|---|
| 1 | 1#, 2# | 0,8 mm | 5,0 cm |
| 2 | 3#, 4# | 8,0 cm | |
| 3 | 5#, 6# | 10,0 cm | |
| 4 | 7#, 8# | 1,5 mm | 5,0 cm |
| 5 | 9#, 10# | 8,0 cm | |
| 6 | 11#, 12# | 10,0 cm | |
| 7 | 13#, 14# | 2,0 mm | 5,0 cm |
| 8 | 15#, 16# | 8,0 cm | |
| 9 | 17#, 18# | 10,0 cm |
• Fabricación de lecho ungueal
Se aplica una placa de cobre desnudo con una dimensión de 457 mm x 610 mm como placa base del lecho de clavos sobre la cual se colocan uniformemente clavos de cobre en el modo de matriz con cintas verdes transparentes fijadas. El espacio entre los clavos de cobre es respectivamente de 5,0 cm, 8,0 cm y 10,0 cm. En el lecho ungueal con diferente espaciado de distribución de clavos, la distancia entre los clavos externos y el borde de la tabla inferior debe ser simétrica vertical y horizontalmente para garantizar que no se produzcan diferencias de grosor debido a las posiciones incorrectas de los clavos de cobre en el proceso de serigrafía. imprimiendo.
Tome el espacio de 5 cm por ejemplo. La longitud del lado más corto de la placa de cobre es de 45,7 cm con 9 clavos colocados en cada fila y un espacio libre horizontal de 2,8 cm, mientras que se colocan 11 clavos en cada fila a lo largo del lado más largo de la placa de cobre. En resumen, se requieren 99 clavos. La Tabla 2 ilustra la comparación entre la cantidad de clavos de cobre y el espaciado con tres selecciones de densidad de distribución de cobre.
| Tamaño del tablero | Tamaño de matriz | Espaciado | Cantidad de clavos a lo largo de tamaño corto | Cantidad de clavos a lo largo del tamaño | Cantidad total de clavos de cobre |
|---|---|---|---|---|---|
| 457x610mm | 40x50cm | 5,0 cm | 9 | 11 | 99 |
| 40x48cm | 8,0 cm | 6 | 7 | 42 | |
| 40x50cm | 10,0 cm | 5 | 6 | 30 |
• Fabricación de placas de prueba
El tablero de cobre desnudo con un tamaño de 17''x23'' se aplica con un grosor de tablero de 0,8 mm, 1,5 mm y 2,0 mm. Cada tipo de tablero con diferente espesor se debe proveer con 6 piezas y el espesor del cobre es de 1oz con filete. Tome como ejemplo la tinta de máscara de soldadura líquida verde más utilizada. Los parámetros de serigrafía se muestran en la Tabla 3 a continuación.
| Datos de tipo de malla | 43T |
| Tipo de tinta | 780H |
| Viscosidad de la tinta | 140dPa•s |
| Espaciado de malla | 5 mm |
| Presión de serigrafía | 0.49MPa |
| Velocidad de serigrafía | 6Hz |
| No. de cuchillo de serigrafía | 2 |
• Método de acumulación de datos
El probador de espesor de película húmeda se aplica para medir el espesor de la máscara de soldadura. Dado que la posición de la prueba está a lo largo de la línea diagonal de los clavos de cobre, la diferencia en términos de espacio entre los clavos de cobre genera diferencias en la matriz de prueba y el punto de prueba. Tome el lecho ungueal con un espacio de 5 cm, por ejemplo. La matriz de espesores de película húmeda para la prueba se ilustra en la Tabla 4 a continuación.
| Lado corto | (17x25,4-15)/50=8,36 | 8 clavos de cobre se adquieren como máximo | matriz de clavos de cobre de 8x8 |
| Lado largo | (23x25,4-55)/50=10,54 | 10 clavos de cobre se adquieren como máximo | |
| Número de puntos de prueba | 4x(8-1)+1=29 | Cada tablero debe tener 29 puntos de prueba |
Con un espacio entre clavos de cobre de 5,0 cm, solo se pueden adquirir clavos de cobre de 8x8, en función de los cuales se puede ilustrar la matriz medible más grande para otros espacios entre clavos de cobre y el número de puntos de prueba en la Tabla 5 a continuación.
| Espaciado | Tamaño de matriz de prueba | Número de clavos de cobre en la línea diagonal | Número de puntos de prueba | Número de puntos de prueba | Número de resumen de puntos | Número total de puntos |
|---|---|---|---|---|---|---|
| 5,0 cm | 35x35cm | 8 | 29 | 58 | 174 | 354 |
| 8,0 cm | 32x32cm | 5 | 17 | 34 | 102 | |
| 10,0 cm | 30x30cm | 4 | 13 | 26 | 78 |
Para obtener los datos de espesor de tinta seca, se prepara un lecho ungueal de 5,0 cm y una tabla para cada tipo. Los datos de espesor de tinta seca se leen dentro de la categoría de prueba de medición de espesor de película. El método clave de acumulación de datos del experimento se ilustra en la Tabla 6 a continuación.
| Tipo de datos | Método de acumulación | Cantidad de datos | Nota |
|---|---|---|---|
| Espesor de película húmeda | Probador de espesor de película húmeda | 354 puntos | Pruebe el espesor de la película húmeda dentro de los 30 minutos posteriores a la máscara de soldadura con serigrafía |
| Grosor de tinta seca | Observación al microscopio | 5×3×3=45 | Se miden 5 puntos para diferentes espacios de distribución de clavos y espesores de tabla |
Análisis de resultados de experimentos
• Uniformidad de tinta para diferentes espacios de distribución de clavos
Con base en el análisis del espesor de la máscara de soldadura de impresión del lecho ungueal para diferentes espacios de distribución de clavos, la uniformidad del espesor de la máscara de soldadura se puede calcular de acuerdo con la siguiente fórmula:
El resultado del análisis se muestra en la siguiente tabla y figura.
| Espacio de distribución de clavos en el lecho ungueal | Espesor de película húmeda (unidad:μm) | Grosor del tablero | ||
|---|---|---|---|---|
| 0,8 mm | 1,5 mm | 2,0 mm | ||
| 5,0 cm | Máx. | 29 | 29 | 31 |
| Min | 36 | 38 | 39 | |
| Malo | 7 | 9 | 8 | |
| Promedio | 32.7 | 34.3 | 36.1 | |
| Uniformidad | 11% | 13 % | 11% | |
| 8,0 cm | Máx. | 30 | 32 | 32 |
| Min | 42 | 39 | 39 | |
| Malo | 12 | 7 | 7 | |
| Promedio | 34.7 | 35.5 | 36.2 | |
| Uniformidad | 17 % | 10% | 10% | |
| 10,0 cm | Máx. | 34 | 30 | 28 |
| Min | 48 | 36 | 36 | |
| Malo | 14 | 6 | 8 | |
| Promedio | 36.9 | 33.7 | 34.4 | |
| Uniformidad | 19 % | 9 % | 12% | |
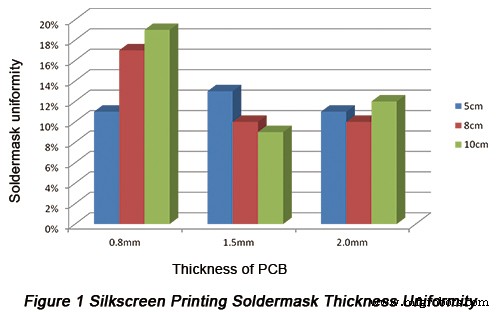
El resultado puede concluirse como sigue:
a. Para tableros con un grosor de 0,8 mm, el grosor de la tinta de serigrafía del lecho de clavos con un espacio de 5,0 m entre clavos de cobre puede alcanzar el 11 %, que es mejor que el de 8,0 cm y 10,0 cm.
b. Para tableros con un grosor de 1,5 mm y 2,0 mm, el grosor de la tinta de serigrafía del lecho de clavos con un espacio de 5,0 cm, 8,0 cm y 10,0 cm entre clavos de cobre es casi el mismo.
c. La reducción adecuada en términos de espacio entre lechos de clavos conduce a una mejora obvia de la uniformidad del grosor de la tinta de las placas delgadas.
• Tendencia de cambio de espesor de película húmeda de todos los puntos de prueba
Con base en el análisis de las reglas de cambio de espesor de tinta de cada punto de prueba, la funcionalidad de disminuir el espaciado de distribución de clavos conduce al siguiente resultado para mejorar la uniformidad del espesor de la máscara de soldadura:
a. El espesor de la película húmeda fluctúa con los cambios de las posiciones de prueba. En la posición con soporte de clavo de cobre en la parte inferior, como 1, 5, 9, 13, 21, 25, 29, el espesor de película húmeda se ilustra como el valor mínimo en la categoría. En la posición alejada del soporte de clavos de cobre, como 3, 7, 11 (12), 15, 19 (20), el espesor de la película húmeda se ilustra como el valor máximo de la categoría.
b. En el lugar donde se apoyan los clavos de cobre, el espesor de la película húmeda es relativamente bajo y la superficie del tablero no tiene una reducción evidente, mientras que en el lugar lejos de los soportes de los clavos de cobre, el espesor de la película húmeda es relativamente alto.
c. En los tableros delgados se produce una deformación relativamente grande en el proceso de serigrafía, mientras que en los tableros gruesos se produce una deformación relativamente pequeña. Por lo tanto, las tablas gruesas con un grosor de 1,5 mm y 2,0 mm son relativamente planas en la superficie.
• Relación entre el espesor de la película húmeda y la posición de medición y el punto de apoyo
La relación entre el espesor de la película húmeda y la posición de medición y el punto de apoyo se puede resumir de la siguiente manera:
a. Para diferentes espacios entre las distribuciones de clavos, el grosor de la tinta de las placas con diferentes grosores aumenta con la mejora de la distancia entre los puntos de prueba y los clavos de cobre.
b. Cuanto más gruesas son las tablas, menor es el cambio con la mejora en cuanto a la distancia entre los puntos de prueba y los clavos de cobre. Por lo tanto, la rigidez de la placa es relativamente grande y el espacio de distribución puede ser relativamente grande.
• Cambio de espesor de tinta seca en la superficie del tablero
El cambio del grosor de la tinta seca en la superficie del cartón se puede concluir de la siguiente manera:la tendencia de cambio del grosor de la tinta seca y el grosor de la película húmeda es básicamente la misma, lo que indica que, bajo las mismas condiciones de prueba, es aceptable reemplazar el grosor de la tinta seca con la película húmeda. espesor. Sin embargo, dado que el resultado de la prueba del espesor de la película húmeda está muy influenciado por la viscosidad de la tinta, el espesor de la película húmeda debe medirse dentro de los 15 minutos posteriores a la serigrafía.
Conclusión
Con tableros de cobre desnudo con un grosor de 0,8 mm, 1,5 mm y 2,0 mm y lechos de clavos con espaciado de clavos de cobre de 5,0 cm, 8,0 cm y 10,0 cm, el grosor de la película húmeda y la tinta seca se prueba mediante comparación cruzada con la siguiente conclusión:
a. La uniformidad del grosor de la tinta se puede mejorar evidentemente cuando se espacia entre lechos de clavos en tableros delgados (0,8 mm de grosor o menos).
b. El espesor de la película húmeda y el espesor de la tinta seca se mantienen estables, lo que indica la aceptabilidad de la medición en línea con el probador de espesor de la película húmeda y el control del espesor de la película de tinta.
Recursos útiles
• Requisito de diseño de PCB SMT Parte dos:configuración de la conexión Pad-Trace, orificios pasantes, punto de prueba, máscara de soldadura y serigrafía
• Medidas efectivas para mejorar la máscara de soldadura tapada a través de la tecnología de fabricación
• Servicio completo de fabricación de PCB de PCBCart:múltiples opciones de valor agregado
• Servicio avanzado de ensamblaje de PCB de PCBCart:comience desde 1 pieza
Tecnología Industrial
- El papel del diseño asistido por computadora (CAD) en la impresión 3D
- Dando vida al diseño de interiores en 3D
- 6 Consideraciones de diseño importantes para la impresión 3D en metal
- Control de impedancia de vías y su influencia en la integridad de la señal en el diseño de PCB
- Diseño óptimo e impresión de soldadura en pasta compatible con el montaje de componentes QFN
- Impresión 3D segura para alimentos:consejos de diseño, materiales y acabados
- Consejos de diseño de impresión 3D de estereolitografía (SLA)
- Directrices de diseño de impresión 3D HP MJF
- Consejos de diseño de impresión 3D de Polyjet
- Impresión 3D:¿cuáles son sus impactos en el mecanizado y el diseño industrial?
- Cosas que debe saber sobre la serigrafía de PCB