


Cómo puede resolver los costosos problemas de control de virutas del aluminio
Las aleaciones de aluminio son muy sencillas para los maquinistas en comparación con metales como las superaleaciones, pero tienen un gran inconveniente:problemas de control de virutas potencialmente costosos en operaciones de torneado que utilizan equipos de menor potencia.
Las aleaciones de aluminio obtienen una puntuación de alrededor de 400 en la tabla de maquinabilidad del American Iron and Steel Institute, un nivel que supera a todos los metales excepto al latón y al magnesio. A modo de comparación, el acero estirado en frío B1112 tiene un valor de 100, el acero inoxidable 316 tiene un valor de 45 y algunas superaleaciones a base de níquel tienen puntos en la parte baja de la adolescencia.
De hecho, el aluminio funciona tan bien que muchos editores de tablas de maquinabilidad ni siquiera se molestan en incluirlo. La eliminación de material con el metal a menudo está limitada solo por la potencia disponible del husillo y la firmeza con la que se sujeta la pieza. La vida útil de la herramienta rara vez es una preocupación.
Leer más: Cómo optimizar el mecanizado de aluminio Las verdaderas aleaciones de aluminio con alto contenido de silicio son abrasivas y algunas de las más blandas que se usan para hacer extrusiones son bastante gomosas, pero las herramientas de corte de diamante policristalino (PCD), los recubrimientos de carbono similar al diamante (DLC) y el agua mezclada correctamente Los fluidos de corte solubles los eliminan rápidamente.
“Si tiene un torno de 60 caballos de fuerza con 36 pulgadas de giro y 200 pulgadas entre centros, simplemente tome casi cualquier plaquita que tenga a mano y empiece a arar”, dice Keith Brake, especialista en torneado para la región central/oeste de EE. UU. en Sandvik Coromant Inc. en Mebane, Carolina del Norte.
"Presiona lo suficiente y, por lo general, puedes generar un buen chip", agrega.
Al menos con esa configuración ideal.
Sin embargo, la realidad es que hoy en día hay pocas máquinas de este tipo en servicio, "por lo que los talleres necesitan encontrar soluciones de herramientas de corte para sus máquinas de menor potencia que eliminen el material de manera limpia, predecible y produzcan piezas de trabajo de alta calidad", dice Brake.
Arriesgando un 'desastre gruñido'
Las soluciones alternativas se han vuelto especialmente importantes recientemente a medida que más talleres buscan la automatización, donde el control constante de las virutas es imperativo. La clave es encontrar una geometría de plaquita que coincida con su máquina herramienta y configuración, dice Brake.
Sin eso, los operadores de tornos deben lidiar con montones de virutas largas y fibrosas que envuelven todo. El uso de la plaquita incorrecta, avances y velocidades incorrectos, o una profundidad de corte que es demasiado grande o demasiado pequeña para el rompevirutas de la plaquita (suponiendo que tenga uno) puede dejar a los operadores luchando por la parada de emergencia a medida que se barre el contenido de la bandeja de virutas. y alrededor del mandril giratorio, creando un desorden que detiene la producción y posiblemente deseche una pieza de trabajo costosa.
Si bien los resultados de un control inadecuado de las virutas no siempre son tan dramáticos, reducen la productividad al ralentizar e incluso interrumpir el flujo de trabajo. En el peor de los casos, pueden resultar peligrosos.
Afortunadamente, Sandvik Coromant y otros pueden ofrecer soluciones.
Torneado CNC de aluminio
“Al tornear aluminio, la primera opción suele ser una plaquita rectificada sin recubrimiento con una geometría positiva y una línea de borde afilada para ayudar a controlar la viruta y combatir la acumulación”, dice Brake. “Sin embargo, si una plaquita y una geometría hicieran todo a la perfección, no necesitaríamos fabricar tantas herramientas de corte diferentes, razón por la cual tenemos calidades recubiertas y sin recubrir para aluminio junto con innumerables formas y estilos de rompevirutas. También hemos tenido cierto éxito con nuestra línea Prime Turning, siempre que aplique los parámetros de torneado correctos”.
Numerosos grados y geometrías "afiladas" están disponibles para mejorar el control de viruta deficiente, dice Todd Rucker, gerente de ingeniería del centro técnico de la División de herramientas indexables de Kyocera Precision Tools Inc. en Hendersonville, Carolina del Norte, una compañía que también cuenta con un impresionante torneado de aluminio. cartera.
Sin embargo, uno podría sorprender a cualquier maquinista que haya tenido problemas con el control de virutas en los cortes de acabado.
“Recientemente agregamos lo que llamamos AP a nuestra línea de inserción positiva”, dice. “Está diseñado para profundidades de corte extremadamente ligeras en las que es casi imposible obtener un buen control de la viruta. El AP tiene un rompevirutas moldeado con hoyuelos muy cerca del borde de corte; estos en realidad no rompen la viruta, sino que la enroscan en una bonita espiral apretada que cae lejos del área de corte”.
Ampliar Ampliar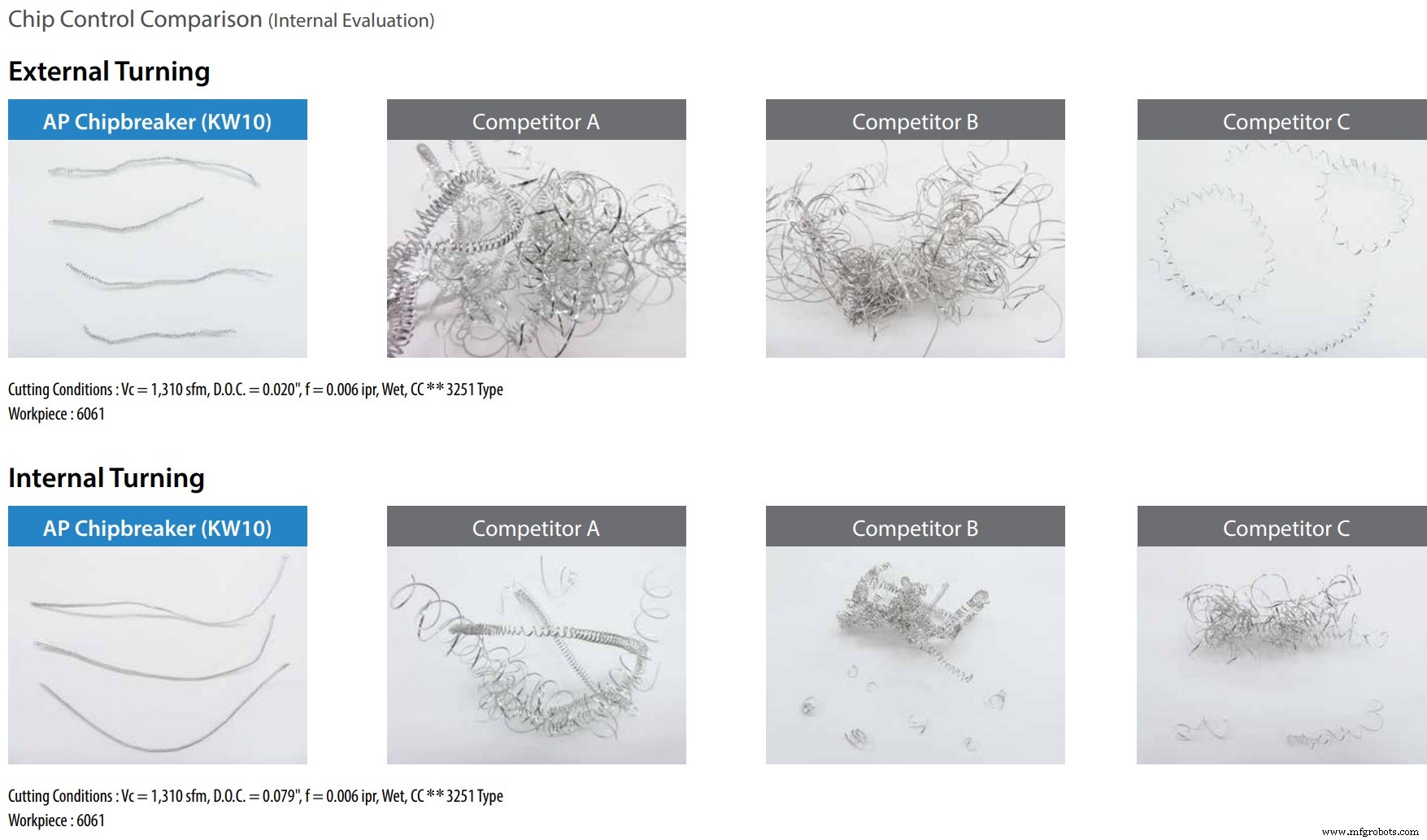 Imagen cortesía de Kyocera Precision Tools
Imagen cortesía de Kyocera Precision Tools Marcando en los parámetros correctos
Ambos expertos recomiendan lo que Brake aludió anteriormente:usar los parámetros correctos.
“Las velocidades y los avances siguen siendo muy importantes al tornear aluminio”, dice Rucker. “Si corre demasiado rápido, el material se calienta y se vuelve más flexible, lo que dificulta la rotura del chip. Ejecute demasiado lento y obtendrá una acumulación en el borde, lo que interfiere con la acción de corte eficiente. Es por eso que los talleres siempre deben seleccionar plaquitas diseñadas para la profundidad de corte deseada y luego seguir las recomendaciones del fabricante para ellas”.
Otra recomendación no tiene nada que ver con la marca o tipo de herramienta montada en la torreta:refrigerante de alta presión o HPC.
Estos fabricantes de herramientas de corte y otros han desarrollado portaherramientas con canales internos que dirigen los fluidos de corte con precisión a la zona de trabajo; cuando se aplica en el rango de 1000 psi (70 bar), las virutas de aluminio fibrosas no tienen ninguna posibilidad.
“HPC por sí solo extiende la vida útil de la herramienta, reduce la acumulación de filo y mejora la confiabilidad, sin importar lo que esté cortando”, dice Brake. “Y cuando se utiliza con una geometría de plaquita y un portaherramientas diseñados específicamente para HPC, lleva las operaciones de torneado al nivel más alto de productividad posible”.
Tecnología Industrial
- 5 problemas habituales relacionados con la impresión 3D en metal y cómo solucionarlos
- Si Bosch puede hacerlo, usted también puede hacerlo
- Cómo se pueden resolver tres problemas de almacén con la automatización
- Problemas con las personas:¿Cómo los está manejando?
- Cómo pulir aluminio anodizado
- Cómo soldar aluminio:una guía completa
- Cómo soldar aluminio:una guía técnica
- Aprenda a soldar latón naval
- ¿Cuánto sabe sobre el gabinete de aluminio CNC?
- Cómo ajustar PDP puede ahorrarle dinero
- ¿Cómo se puede fortalecer el sistema hidráulico?