


Proceso de extrusión de aluminio:un desglose detallado
La extrusión de aluminio ha sido cada vez más popular en la innovación y fabricación de productos en los últimos años. Technavio informó que la demanda mundial de extrusión de aluminio tendría una tasa de crecimiento de alrededor del 4 % entre 2019 y 2023.
Tal vez haya oído hablar de este procedimiento de fabricación y tenga curiosidad acerca de qué es y cómo funciona. Este artículo profundizará en los detalles de todo lo que necesita saber sobre la extrusión de aluminio.
Qué yo s Extrusión de aluminio ?
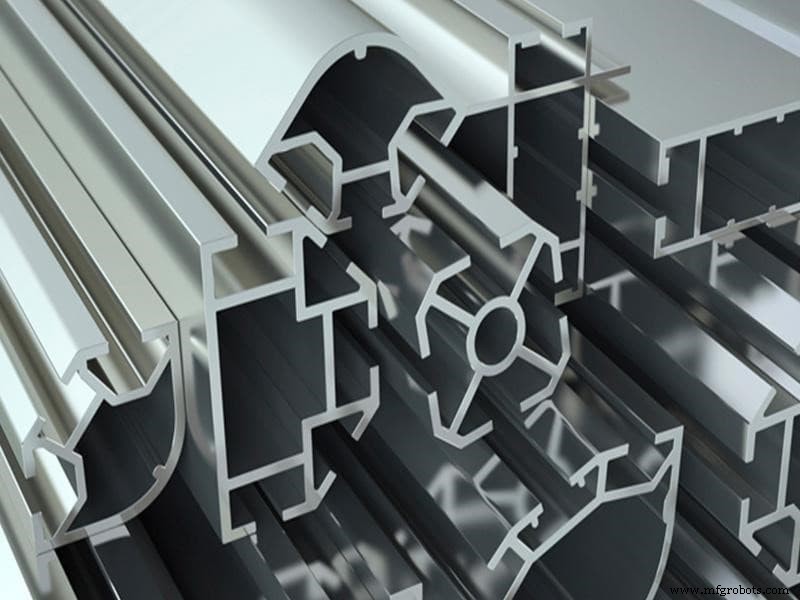
La extrusión de aluminio es una técnica de forzar el material de aleación de aluminio en un troquel que tiene una forma de sección transversal predeterminada. Un ariete sustancial empuja el aluminio a través de la matriz y sale por la abertura de la matriz. Emerge en la forma exacta del dado y se arrastra a lo largo de una mesa de salida cuando esto sucede.
El proceso es una técnica bastante sencilla de comprender en un nivel fundamental. La fuerza utilizada es comparable a la que se utiliza al comprimir un tubo de pasta de dientes con las manos. La pasta de dientes sale con la forma de la abertura del tubo cuando aprietas. La abertura del tubo de pasta de dientes cumple principalmente el mismo propósito que un troquel de extrusión.
Historia de la extrusión de aluminio
Este proceso de fabricación tuvo sus inicios más tempranos hace más de 100 años. El procedimiento de extrusión fue desarrollado por primera vez en 1797 por Joseph Bramah para producir tuberías de plomo. Inicialmente, el procedimiento se conocía como “squirting” y era un proceso manual hasta que Thomas Burr terminó la producción de la primera prensa hidráulica en 1820. Alexander Dick creó el proceso de extrusión en caliente en 1894, que ahora se usa en la actualidad. Gracias a la técnica de extrusión en caliente, los fabricantes ahora utilizan aleaciones no ferrosas en el proceso de extrusión. En 1904, hubo un aumento en las aplicaciones de aluminio en las industrias automotriz y de la construcción después de que se construyera la primera prensa de extrusión de aluminio.
Hubo un aumento masivo en la demanda de extrusión de aluminio durante la guerra mundial. Encontró uso en aplicaciones militares y la construcción de aviones. La necesidad de aluminio extruido comenzó a expandirse más. Ahora es parte de nuestra vida diaria. Desde el automóvil que conduce hasta los artículos de su hogar, todos son productos de este efectivo proceso de fabricación.
Directo y Indirecto Proceso de extrusión de aluminio
Hay dos tipos principales de procesos utilizados para las extrusiones de aluminio:directos e indirectos. El proceso directo consiste en mantener estacionario el cabezal del dado y hacer que el ariete en movimiento fuerce el metal a través de él. Por otro lado, el tocho permanece estacionario en el proceso de extrusión indirecta. El ensamblaje del troquel luego se mueve contra ese tocho para crear la presión para forzar el metal a través del troquel. Aquí hay una mirada más detallada a ambos procesos.
Directo Proceso de extrusión de aluminio
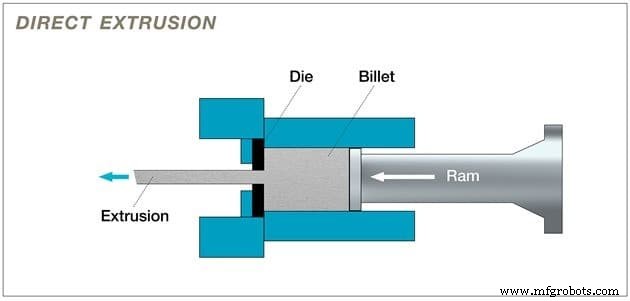
La extrusión directa es el método más común de extrusión de aluminio. La extrusora de aluminio coloca el tocho (aluminio calentado) en un contenedor de paredes calentadas. Luego, un ariete en movimiento fuerza el metal a través del troquel. Durante este paso, se produce una gran cantidad de presión.
Los maquinistas también suelen colocar bloques de materiales entre la palanquilla y el ariete. Este procedimiento evita que el ariete y el tocho calentado entren en contacto. Las personas también se refieren a este método como un proceso de extrusión hacia adelante, ya que el tocho de aluminio y el ariete se mueven en la misma dirección hacia adelante.
Indirecto Proceso de extrusión de aluminio
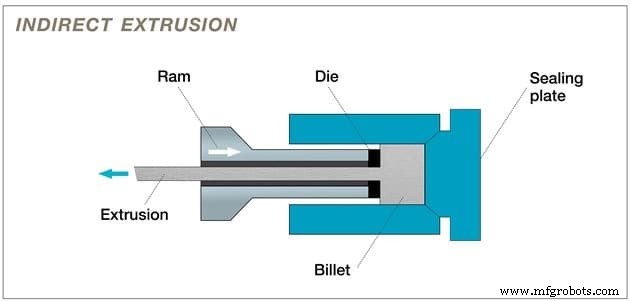
La extrusión indirecta, a menudo conocida como extrusión hacia atrás, difiere del proceso directo. Aquí, el troquel permanece estacionario mientras que el tocho y el contenedor se mueven simultáneamente. Los fabricantes utilizan un "vástago" para llevar a cabo este proceso. Este vástago debe ser más largo que el largo del contenedor y mantiene el ariete en su lugar. Por lo tanto, el tocho de aluminio es forzado a través del troquel estacionario.
A diferencia del método directo, este método genera menos fricción para un mejor control del calor. La calidad del producto para extrusiones indirectas suele ser más consistente. Esto puede deberse a que la fuerza ejercida se mantiene relativamente constante. La consistencia de la temperatura también asegura mejores propiedades mecánicas y estructura de grano.
Paso- B Guía de pasos en Extrusión de aluminio Proceso educación
Paso 1 : Preparar E extrusión D es decir
Lo primero que hay que hacer es mecanizar un troquel de forma redonda. Por otro lado, puedes tener uno ya disponible. Antes del proceso de extrusión, precaliente el troquel a unos 450-500 0 C. Esto asegura que el flujo de metal sea uniforme y maximiza la vida útil del troquel. Después del proceso de precalentamiento, puede cargar el troquel en la prensa de extrusión.
Paso 2 : Tocho de aluminio precalentado
El siguiente paso es cortar el tocho, un bloque cilíndrico grueso de aleación de aluminio, de un tronco alargado de material. Luego precaliéntalo en un horno a unos 400-500 0 C. Este proceso hace que la palanquilla sea lo suficientemente maleable para llevar a cabo la operación. También asegura que no se derrita.
Paso 3 : Transferir el B illet a la E extrusión P reses
Después de precalentar el tocho, transfiéralo mecánicamente a la prensa. Sin embargo, debe asegurarse de agregar un lubricante antes de cargarlo en la prensa. Además, aplique el agente desmoldante al ariete de extrusión. Este proceso evitará que el ariete y el tocho se adhieran.
Paso 4 : Empujar B illet M material en el Prensa de extrusión Contenedor
En esta etapa, el tocho maleable ya está en la prensa de extrusión. Aquí, el ariete hidráulico puede aplicar unas 15.000 toneladas de presión. La presión empuja el tocho maleable hacia el interior del recipiente. Luego, los materiales de aluminio se expanden para llenar las paredes del contenedor.
Paso 5 : Presione el material extruido contra el troquel
A medida que el material de aluminio ahora llena la pared del contenedor, se presiona contra la matriz de extrusión. En este punto, se aplica presión continuamente al material. Por lo tanto, su única dirección es a través de las aberturas del troquel. Emerge de las aberturas del troquel con una forma completamente formada.
Paso 6 : Enfriar las extrusiones
Un extractor mantiene la extrusión en su lugar después de emerger. El extractor lo protege a medida que sale de la prensa. A medida que la aleación se mueve a lo largo de la mesa, el perfil se enfría uniformemente mediante un ventilador o un baño de agua. Este proceso es "apagar".
Paso 7 :corte el Extrusiones a la longitud de la mesa
Tan pronto como la extrusión alcance la longitud total de la mesa, córtela con una sierra caliente. La temperatura es esencial en cada paso del proceso de extrusión. A pesar de apagar la extrusión después de salir de la prensa, aún no está completamente fría.
Paso 8 :Genial Extrusiones a temperatura ambiente
Cuando finaliza el proceso de cizallamiento, las extrusiones se transfieren a un plano de enfriamiento desde la mesa de salida. Los perfiles permanecen allí hasta que alcanzan la temperatura ambiente. Una vez que alcanzan la temperatura ambiente, se produce el estiramiento.
Paso 9 : Mover Extrusiones a la Camilla y Estirarlos en Alineación
Notará algunos giros en las formas en esta etapa, y necesita corregir esto. Para hacer esta corrección, necesitas una camilla. Sostenga mecánicamente cada perfil por ambos extremos y tire de ellos hasta que queden completamente rectos. Este proceso los lleva a la especificación.
Paso 10 :Mover Extrusiones al Acabado Sierra y Cortarlos a Longitud
Ahora que las extrusiones están rectas y endurecidas, puede transferirlas a una mesa de sierra. En este punto, puede cortarlos en longitudes específicas, principalmente entre 8 y 21 pies. Una vez que finaliza el proceso de aserrado, puede moverlos a un horno para envejecerlos al templado correcto (T5 o T6).
Paso 11 :Llevar a cabo Secundario O operaciones (H comer tratamiento, F abricación, y S superficie F acabado)
Una vez que se completa el proceso de extrusión, puede tratar los perfiles con calor para mejorar sus propiedades. Lo siguiente después del tratamiento térmico es fabricarlos si es necesario corregir sus dimensiones. Agregar acabado de superficie también ayudaría a mejorar su apariencia y propiedades de resistencia a la corrosión.
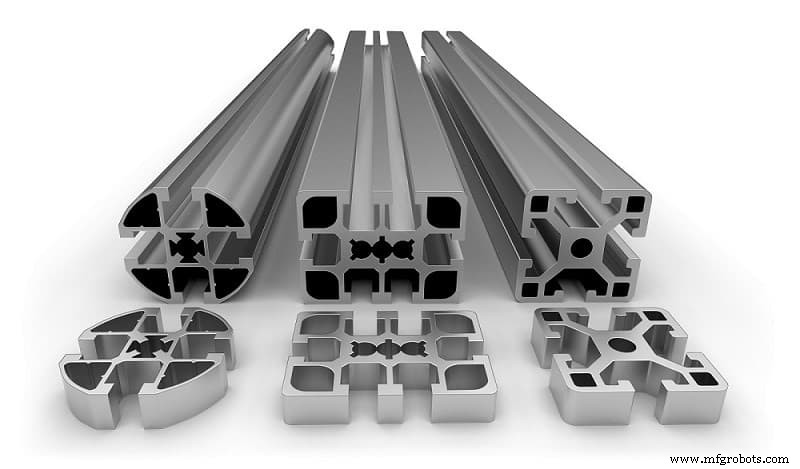
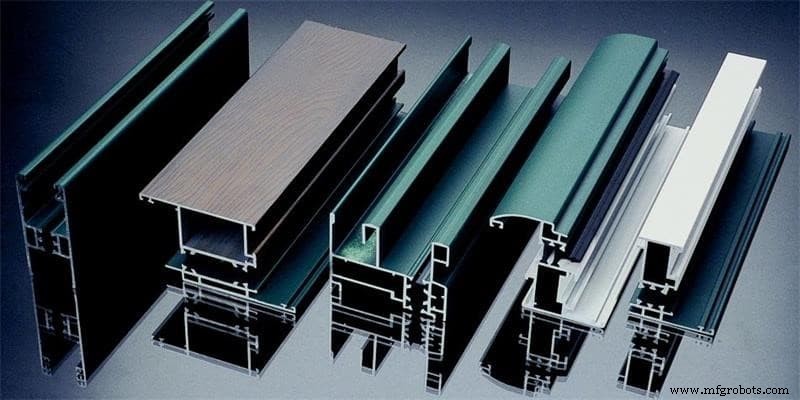
Con qué formas se pueden hacer Extrusión de aluminio ?
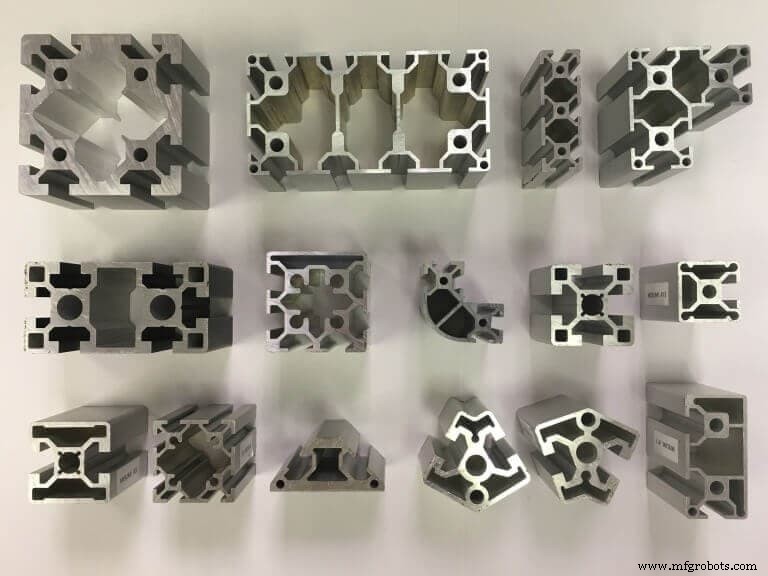
Hay cuatro tipos principales de formas extruidas, y son:
¿Está buscando fabricar piezas extruidas personalizadas con formas personalizadas? Deje que RapidDirect maneje el proceso de abastecimiento por usted. Nuestros procesos de extrusión de aluminio disponibles son los mejores que encontrará. Combinamos máquinas avanzadas con un equipo de ingeniería profesional para brindar servicios de fabricación personalizados de primer nivel.
También podemos proporcionar varias opciones de acabado de superficies para sus productos finales. Independientemente de su elección, puede estar seguro de que cumpliremos. También garantizamos pruebas constantes en cada etapa de fabricación para asegurarnos de que obtenga solo lo mejor. Cargue su archivo de diseño hoy y obtenga una cotización instantánea.
Factores que afectan Extrusión de aluminio
Si bien la extrusión de aluminio es un proceso de fabricación efectivo, algunos factores afectan los resultados finales que obtiene del proceso. Lo mejor sería tener en cuenta estos factores para garantizar el éxito de su proyecto.
Extruido S formas
La forma determinaría qué tan fácil y costoso sería extruir una pieza. La extrusión puede producir una amplia gama de formas, pero existen algunas limitaciones. Por ejemplo, las formas sólidas simples serían mucho más fáciles y rápidas de extruir que las semihuecas. También serían menos costosos; por lo general, cuanto más compleja sea la forma, más difícil y costoso será extruirlos.
Extrusión S orina
Como regla general, la velocidad de extrusión se correlaciona directamente con la presión y temperatura del metal dentro del contenedor. Por lo tanto, la velocidad, la presión y la temperatura deben asociarse adecuadamente para mantener un proceso estable y generar un segmento extruido constante.
Tocho T temperatura
La mejor temperatura de la palanquilla es aquella que ofrece una tolerancia y unas condiciones de superficie aceptables. Al mismo tiempo, asegura el menor tiempo de ciclo posible. Siempre es ideal tener extrusión de palanquilla a la temperatura más baja posible que el proceso pueda permitir.
Las temperaturas demasiado altas harían que el metal fluyera más fluido. Esto haría que el metal se resistiera a entrar en áreas restringidas. En consecuencia, las dimensiones de la forma pueden caer por debajo de las tolerancias deseadas. Asimismo, las temperaturas excesivas pueden rasgar el metal en las esquinas afiladas y los bordes delgados.
Extrusión R atio
La relación de extrusión de cualquier forma es un buen indicador de cuánto trabajo mecánico ocurrirá durante su extrusión. Cuando la relación de extrusión de una sección es baja, el trabajo mecánico en las partes de la forma que involucran la mayor cantidad de masa metálica será mínimo. Por otro lado, habrá necesidad de una mayor presión cuando exista una alta relación de extrusión. La presión forzaría el metal a través de aberturas más pequeñas y habrá una necesidad de trabajo mecánico extremo.
Presione O peración
La idea de una operación rentable de la prensa hace que el peso por pie sea relevante en las extrusiones de aluminio. Como era de esperar, la extrusión de secciones más ligeras suele requerir prensas más pequeñas. Sin embargo, hay algunos otros factores que podrían demandar prensas de mayores capacidades. Una forma hueca más grande y de paredes delgadas es un ejemplo típico.
A pesar de su bajo peso por pie, el tonelaje de prensa requerido para extruirlo puede ser mayor. El factor tiene efectos similares a los de la relación de extrusión. Un factor mayor dificulta la extrusión de la pieza. En consecuencia, esto afecta la producción de la prensa.
Lengua R atio
La relación de lengüeta también es importante para determinar el rendimiento de extrusión de un componente. Puede determinar la relación de lengüeta de una extrusión elevando al cuadrado la abertura más pequeña al vacío. Luego, calcule el área total de la forma y divida la abertura al cuadrado por esta área. Cuanto mayor sea la relación de lengüeta, más difícil será extruir la pieza.
¿Qué son las Aplicaciones de Extrusión de aluminio s ?

Las características del material hacen que la extrusión de aluminio sea un proceso de fabricación efectivo para varias industrias. La relación resistencia-peso del material y su resistencia a la tracción lo hacen ideal para extruir bloques de motor, paneles, carcasas de transmisión, rieles de techo, chasis de vehículos y otros componentes.
La extrusión de aluminio también produce piezas para radiadores de automóviles, tubos de condensadores, acondicionadores de aire, reactores nucleares y dispositivos de refrigeración en electrónica. La tubería de aluminio extruido puede albergar alambres y cables coaxiales ya que no es magnética. Las propiedades resistentes a la corrosión y al óxido del material de aluminio también lo hacen útil para aplicaciones al aire libre. Además, las extrusiones de aluminio son muy reflectantes. Por lo tanto, ayudan a proteger los productos de la luz, la radiación infrarroja y las ondas de radio.
Extrusión de aluminio :un importante proceso de fabricación
El proceso de extrusión de aluminio es esencial para producir piezas con perfiles transversales personalizados. El proceso es bastante interesante y puede obtener varias formas de productos que puede tratar térmicamente, fabricar y terminar según las especificaciones. RapidDirect ofrece los mejores servicios de extrusión de aluminio para obtener el resultado deseado. Contáctenos hoy y hagamos realidad su proyecto. También puede cargar su archivo de diseño en nuestra plataforma de cotización digital para cotizaciones instantáneas y un proceso de pedido transparente.
Tecnología Industrial
- Aluminio
- Papel de aluminio
- FDM vs SLA - Desglose del proceso de impresión 3D
- PCB de aluminio frente a PCB estándar
- La historia y el futuro de la extrusión de aluminio
- Los fundamentos de la extrusión de plástico:proceso, materiales, aplicaciones
- ¿Qué es el mantenimiento de averías?
- ¿Es sostenible el aluminio?
- ES AW-5005
- AA 7075 T7
- Entender el proceso de extrusión