


Ajustes de retracción de Ender 3 (Pro y V2); ¡No más cuerdas!
Si pensamos en la impresión 3d, lo primero que nos viene a la mente es una máquina que funde plástico mientras una extrusora se mueve a lo largo de 3 ejes ortogonales formando un objeto sólido. Parece muy simple, pero a medida que comenzamos a profundizar en esta tecnología, rápidamente descubrimos que existen innumerables parámetros que determinan la forma en que esto sucede.
Dependiendo del tipo de modelo, la configuración de retracción puede hacer o deshacer sus impresiones. Si posee una impresora Ender 3 (o cualquier máquina tipo Bowden), la siguiente configuración de retracción definitivamente resultará útil:
Al ser una impresora tipo Bowden, la Ender 3 requiere una distancia de retracción más larga y se recomienda habilitar el "Modo de peinado" y configurarlo en "Dentro del relleno". Además, configure la Distancia de retracción en 6 mm, la Velocidad de retracción en 20 mm/s, el Número máximo de retracción en 5 y la Ventana de distancia de extrusión mínima en 10 mm.
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
¿Que es la retraccion y por que es importante en la impresion 3d?
Como ya sabrás, el hotend recibe el filamento del extrusor, que empuja el material a través de una rueda dentada. Este empuje genera un aumento de presión en el interior de la tobera. Si la temperatura es suficiente y los pasos del motor del extrusor están calibrados correctamente, el plástico comenzará a fluir en la cantidad exacta que se requiere para crear el modelo deseado.
El problema con este mecanismo es que todavía queda presión dentro del barril después de que el motor del extrusor se ha detenido, lo que obliga al filamento a seguir fluyendo por la única salida libre que tiene (es decir, la boquilla). Cuando la impresión requiere que el hotend se desplace de un punto a otro sin depositar material, es necesario aliviar esa presión restante, para evitar que el plástico “se escape” durante este movimiento.
La forma de conseguirlo es invertir el giro del motor paso a paso del extrusor, de manera que unos milímetros de filamento salgan del hotend y compensen dicha presión. Esta inversión de la rotación se denomina “retracción” y es un parámetro fundamental para lograr objetos impresos con un buen acabado superficial.
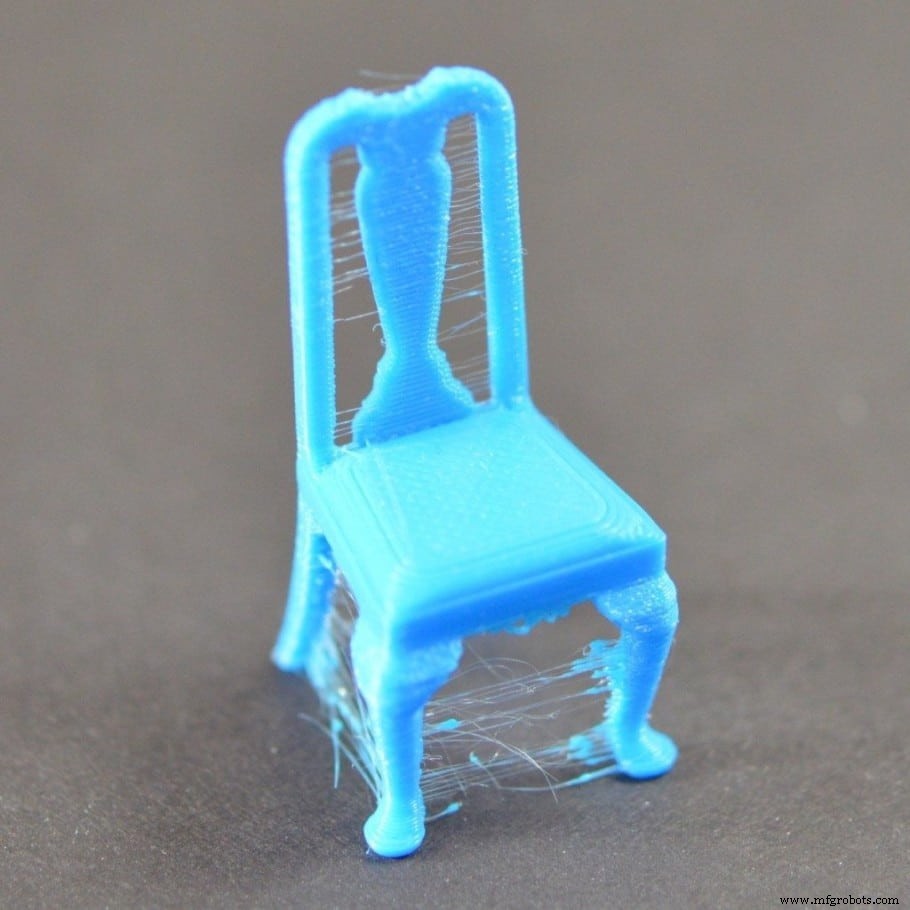
El material sobreextruido de la boquilla se volverá más delgado a medida que se mueva el hotend, dejando un "hilo" o "cuerda" entre dos paredes de la pieza. Esto se conoce como "encadenamiento" y se puede evitar (o al menos minimizar) mediante algunos parámetros de impresión. Es posible que no haya oído hablar de este término anteriormente, pero estoy casi seguro de que lo ha visto antes. Eche un vistazo a la siguiente imagen de una silla que presenta una buena cantidad de cuerdas.
Parámetros relacionados con la retracción
En primer lugar, debemos asegurarnos de que la casilla “habilitar retractación” esté activada, para acceder a los parámetros de retractación. A partir de ahora, nos centraremos en la configuración de Cura. Encontrará parámetros equivalentes en muchas cortadoras.
Debo aclarar que usaré la convención de nomenclatura de Cura, pero definitivamente se aplican los mismos principios a todos los cortadores.
Distancia de retracción
Distancia de retracción le dice a la impresora cuántos milímetros de filamento debe retraerse cuando sea necesario. Retraer solo una distancia muy pequeña probablemente no resolverá la formación de hilos, mientras que exagerar este valor hará que no haya plástico disponible en la boquilla durante los momentos iniciales de la próxima extrusión.
Para evitar esto, existe el llamado ajuste de "cebado", que devuelve el filamento a la misma posición en la que estaba antes de la retracción. Es decir, si se retrajeron 5 mm de filamento, después de moverse entre dos puntos sin extruir, se empujarán 5 mm de filamento hacia la boquilla.
A menudo, el modelo en cuestión requiere demasiadas retracciones secuenciales durante un período de tiempo muy corto. Si la distancia de retracción es demasiado alto, los dientes del engranaje que empujan el filamento comenzarán a triturarlo. Si el filamento se vuelve demasiado delgado, los engranajes no lo empujarán sino que se deslizarán contra él. Como resultado, no se extruirá más filamento y, obviamente, la impresión se arruinará por completo.
Para evitarlo, vamos a establecer la mínima distancia de retracción posible que nos permita mitigar el encordado. El rango de 3-6 mm generalmente funciona para la mayoría de las impresoras 3D tipo Bowden. Puede comenzar con una distancia de retracción de 3 mm y auméntalo en 1 mm si lo consideras necesario.
Si bien las impresoras Ender3 han estado en el mercado durante varios años y son conocidas por su confiabilidad, muchos usuarios optan por modificar su configuración para lograr mejores resultados de impresión. Una de las modificaciones más comunes es transformarlo en un sistema de extrusión directa. Si bien no recomendamos modificar un diseño probado (a menos que tenga mucha confianza en sus habilidades de ingeniería), puede intentarlo y sacar sus propias conclusiones.
Una de las ventajas de un sistema de accionamiento directo es un control más preciso de las retracciones. Para ese tipo de impresoras, comience con una distancia de 0,5 mm y aumente en incrementos de ese mismo valor hasta que obtenga un resultado óptimo.
Recuento máximo de retracción
Este parámetro nos permite definir el número máximo de retracciones que se pueden realizar a lo largo de un mismo segmento de filamento. De esta manera, se puede evitar la molienda de filamentos mencionada anteriormente. Comience configurando este valor en el rango de 5 a 10. El valor predeterminado para Cura es 100, pero es demasiado alto.
Ventana de distancia mínima de extrusión
Aquí puede definir la longitud del segmento de filamento a la que las retracciones especificadas en “Recuento máximo de retracción " sera aplicado. Dado que las retracciones estarán entre 3 y 6 mm, un valor adecuado es de 10 mm. De esta manera, estarás seguro de que el filamento no se dañará por retracciones excesivas.
Velocidad de retracción
Esto especifica qué tan rápido girará el extrusor en reversa. Tiene que ser lo suficientemente rápido para evitar que el filamento se escape por la boquilla, pero no en exceso ya que una velocidad excesiva también requerirá una potencia que el motor del extrusor no podrá entregar, haciendo que pierda pasos. Un buen valor para empezar es 20 mm/s. Luego, siempre puede aumentar este valor a través de una prueba de cadena (enlaces a continuación).
Velocidad principal de retracción
Este valor le permite establecer la velocidad con la que el material se retroalimenta a la boquilla. Este parámetro te permite controlar la forma en que el hotend está listo para seguir extruyendo como si nada.
La velocidad de retracción se divide en dos parámetros diferentes por una buena razón. Al retirar el filamento, la presión es mayor al principio de la retracción que al final, lo que alivia la tensión en el engranaje del extrusor. Por otro lado, durante el cebado, la presión (y por lo tanto la fuerza en el engranaje) aumenta cada vez más.
Por este motivo, el cebado puede dañar más el filamento que la retracción. Te recomendamos utilizar una velocidad 5 mm/s inferior en este parámetro a la que configuraste en “Velocidad de Retracción “.
Cantidad preferencial adicional
Con este parámetro, puede compensar la cantidad de material que se perdió debido a la exudación. Si configura correctamente la distancia y la velocidad de retracción, no necesitará compensar nada, por lo que le recomendamos que deje este parámetro en 0 y realice las pruebas de calibración en su lugar. (enlaces a continuación)
Configuración de retracción recomendada para una impresora Ender 3 (Pro/v2)
Debido al hecho de que las impresoras Ender 3 son definitivamente una de las impresoras más populares (si no la más), entraré en la configuración específica que recomiendo y también usaré en mi propia máquina. Aunque todas las impresoras son algo únicas, esta configuración servirá como un excelente punto de partida.
- Modo de peinado:activado y configurado en "dentro del relleno “
- Distancia de retracción:6 mm
- Velocidad de retracción:20 mm/s
- Recuento máximo de retracción:5
- Ventana de distancia mínima de extrusión:10 mm
Esta configuración resultará útil para todas las impresoras de tipo Bowden. Obviamente, puede modificar estos valores y mejorarlos para sus necesidades específicas. Las pruebas de impresión que se diseñaron específicamente para reducir la formación de hilos ayudarán a acelerar el ajuste fino. Los enumero todos al final de este artículo.
También puede sorprenderle el hecho de que la impresión de miniaturas requiere una configuración de retracción específica para obtener los mejores resultados. ¡Obviamente, también los enumeraré ahora mismo!
Configuraciones de retracción recomendadas para imprimir miniaturas con una impresora Ender 3 (Prov/v2)
- Modo de peinado:activado y configurado en "dentro del relleno “
- Distancia de retracción:6 mm
- Velocidad de retracción:45 mm/s
- Recuento máximo de retracción:10
- Ventana de distancia mínima de extrusión:10 mm
Es interesante saber que el Z-hop, un parámetro que sube el eje Z una corta distancia antes de moverse sin extruir y lo vuelve a bajar cuando llega al siguiente punto de impresión, aumenta considerablemente el encordado (independientemente de la calibración que hayas realizado previamente) . Le recomiendo encarecidamente que lo deshabilite, especialmente si ha logrado una configuración de parámetros óptima.
Personalmente, este video de Makers Muse fue invaluable cuando me encontré con este problema por primera vez.
¿Por qué se recomienda "Habilitar el modo de combinación"?
El problema con las cuerdas es que hace que la superficie exterior de su objeto sea desagradable a la vista. Si el encordado solo se produjera dentro del objeto, no podríamos sentirnos disgustados por él. Por lo tanto, la retracción solo tiene sentido cuando la boquilla se desplaza de un punto a otro a través de un área que no tiene capas de impresión debajo. Al habilitar el modo de peinado, puede ordenar a la cortadora que solo mueva el hotend dentro de las áreas impresas (siempre que sea posible).
Hay 4 opciones diferentes disponibles para elegir, pero mi favorita es "dentro del relleno ”. Aunque aumenta el tiempo de impresión, reduce el número de retracciones al mínimo inevitable.
Pruebas de calibración de retracción y encordado
Torre de temperatura
Aunque todavía no lo hemos mencionado, un parámetro de impresión que afecta seriamente al encordado es la temperatura del hotend. Cuanto más caliente esté, más fácil fluirá el filamento, lo que aumentará en gran medida la exudación de la boquilla. Por ello, lo primero que tienes que hacer es calibrar la temperatura de tu impresora, hasta conseguir los mejores resultados. Para ello te recomiendo imprimir la siguiente prueba, que consiste en una torre de temperatura que aumenta 5 ºC en un intervalo de capas bien definido.
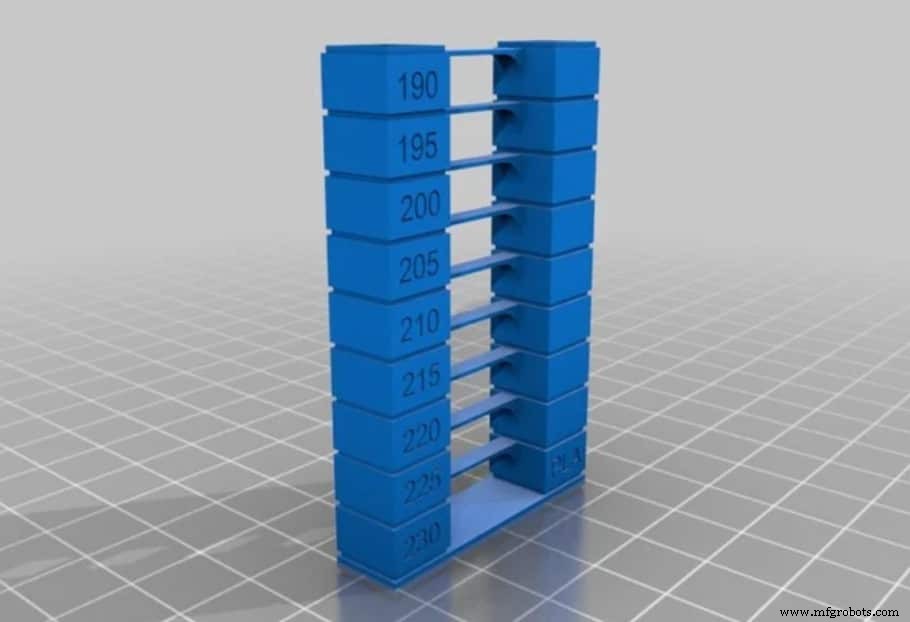
Si hace clic en "Archivos de cosa ” verá un código G archivo que ya es compatible con la Ender3. No utilice su programa de corte para generar un código G como lo hace normalmente, ya que no variará la temperatura durante la impresión. Usar diferentes procesos en Cura es una opción, pero el archivo adjunto funciona perfectamente.
Prueba básica de encordado
Una vez calibrada la temperatura, deshabilite las retracciones en su rebanadora e imprima el siguiente archivo. Echa un vistazo a la imagen y adivina qué intenta evaluar.
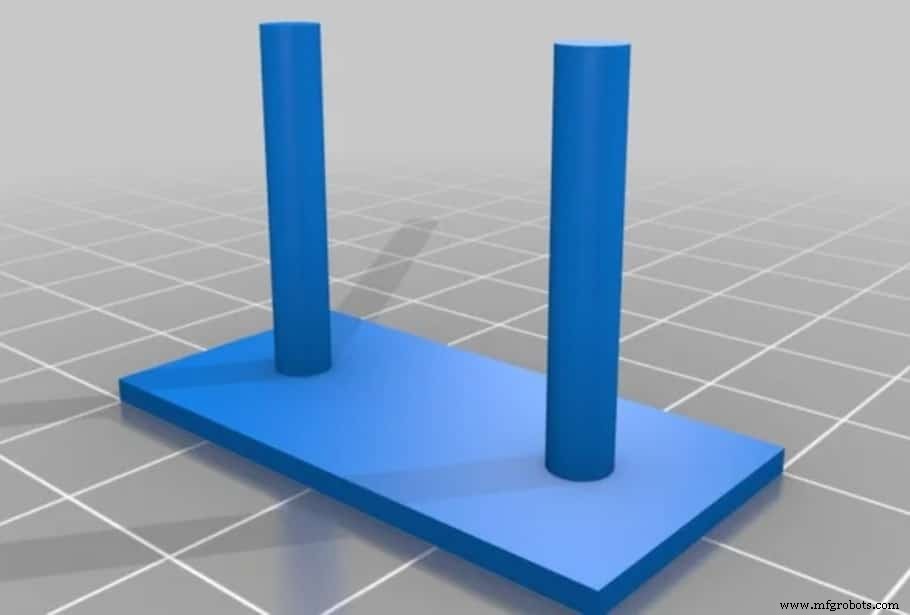
El resultado será una pieza llena de pelos entre ambos cilindros. Vuelva a habilitar las retracciones y compare el resultado con la pieza recién impresa. A partir de ahí, aumente o disminuya la Velocidad de retracción y Distancia de retracción valores hasta que ambos cilindros estén correctamente impresos y no queden pelos entre ellos.
Herramienta de calibración de retracción
Si aún no está sorprendido de lo increíble que es la comunidad de impresoras 3D, consulte esta herramienta en línea gratuita que alguien creó. Nos permite crear un código G para fines de prueba que sea compatible con nuestra impresora específica. Las instrucciones son muy detalladas y útiles, pero asegúrese de leerlas.
Preguntas frecuentes (FAQ)
¿La retracción es la misma para los sistemas de extrusión directa y Bowden?
Aunque habilitar la retracción es útil independientemente del tipo de impresora, las máquinas de tipo Bowden generalmente requieren una distancia de retracción mayor en comparación con las impresoras de controlador directo.
El motivo es el siguiente:las impresoras 3D que utilizan el sistema Bowden (como la Ender3) colocan el extrusor alejado del hotend, y el filamento se canaliza a través de un tubo de PTFE. Como el tubo tiene un diámetro interno de 2 mm y el filamento tiene un diámetro de 1,75 mm, la holgura entre ambos obliga a compensar esta diferencia aumentando la distancia de retracción.
Los sistemas de extrusión directa carecen de este problema y la contracción del filamento tiende a no ser un gran problema.
Esencialmente, los sistemas Bowden requieren una distancia de retracción mucho más larga.
¿La retracción es la misma para todos los tipos de filamento?
Por suerte, el PLA es un polímero muy estable, por lo que es posible ajustar nuestra impresora para conseguir que casi no se formen hilos. Lo mismo sucede con el ABS, aunque presenta otros problemas como deformaciones y agrietamientos. Otros materiales, como el PETG, requieren una temperatura mucho mayor para fundirse, lo que favorece la formación de hilos a medida que se enfría.
Los materiales flexibles, como el TPU, se comprimen durante la extrusión y se estiran durante la retracción, por lo que no es muy cómodo activar la retracción para imprimirlo. En este caso, el encordado es inevitable.
Además de los ajustes de retracción, la humedad en el filamento también puede aumentar la probabilidad de encordado , por lo que siempre recomiendo guardar nuestras bobinas en un recipiente hermético, con abundantes bolsas de gel de sílice.
Si no quiere tener que pasar por todas las pruebas y errores que hicimos para encontrar la configuración ideal para crear impresiones de alta calidad en su Ender 3, definitivamente consulte nuestros propios perfiles de Cura diseñados específicamente para la serie de impresoras Ender 3 (puede obtenerlas todas por solo $7).
Conclusión
A estas alturas, tiene una mejor comprensión de todas las configuraciones de retracción que están disponibles y cómo deben configurarse de manera diferente según nuestro tipo de impresora (Bowden o Direct Drive). Las impresoras tipo Bowden, como la Ender 3 (Pro y v2), requieren distancias de retracción más largas. En resumen, debe habilitar "Modo de peinado ” y configúrelo en “Dentro de relleno “. La distancia de retracción debe ser de 6 mm, la velocidad de retracción de 20 mm/s, el número máximo de retracción de 5 y la ventana de distancia mínima de extrusión de 10 mm.
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y seleccionados cuidadosamente. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Guía de actualización del ventilador silencioso de Ender 3 (Pro y V2) con imágenes
- ¿Loud Ender 3, Pro o V2? ¡Aquí se explica cómo calmarlo!
- ¡Cómo reemplazar la boquilla en una Ender 3 (Pro y V2)!
- Ender 3:¡Cómo limpiar la boquilla (Desatascarla)!
- ¡Coste de resina frente a filamento en impresión 3D!
- Temperaturas de transición de vidrio de filamento 3D
- Ender 3 Z Offset; ¡Cómo ajustarlo!
- Revisión de Ender 3 Pro:¿Vale la pena adquirirlo en 2022?
- Ender 3 (Pro/V2) Tensión de correa; ¿Qué tan apretados deben estar?
- Actualizaciones de Ender 3 (Pro y V2); ¡Imprimible y para comprar!
- Retracción:cómo funciona en la impresión 3D