


Boquilla de impresora 3D con fugas:¡cómo solucionarlo!
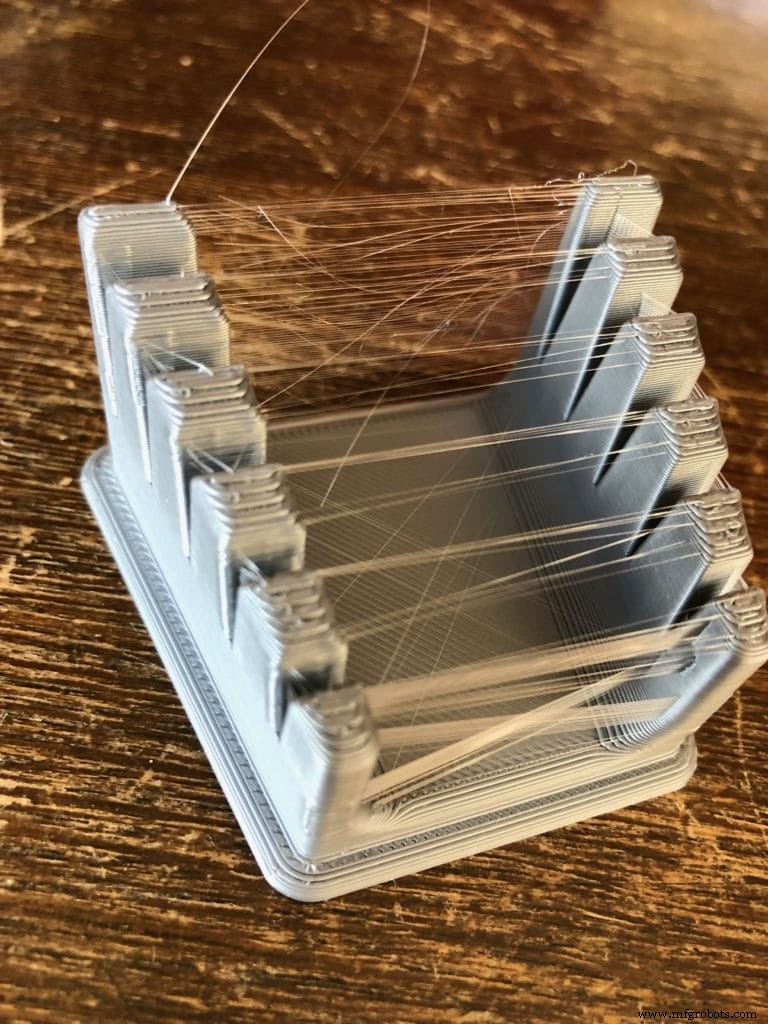
¿Alguna vez has notado algún pelo de plástico en tu impresión que va de una pared a otra? ¿O encontraste pequeñas bolitas de plástico en los costados de la pieza? ¿O tal vez algunas fugas en cada capa?
Este tipo de error puede ocurrir cuando la boquilla “pierde”, provocando que el plástico salga de la boquilla cuando no lo queremos.
En este artículo vamos a aprender un poco más sobre las fugas en las boquillas, uno de los problemas de impresión 3D más molestos y recurrentes. También vamos a aprender cómo se origina, cuáles son las principales causas y cómo prevenirlo.
Puede identificar una boquilla con fugas si sus impresiones muestran un "pelo" o "hilo" de plástico delgado en lugares donde no se debería haber extruido plástico. Esto se debe a temperaturas de extrusión demasiado altas o ajustes de retracción incorrectos. Ajuste la temperatura de acuerdo con las especificaciones del fabricante del filamento. Además, puede comenzar configurando la distancia de retracción en 6,5 mm, la velocidad de retracción en 25 mm/s y la distancia mínima de recorrido en 1 mm.
Profundizaremos en todos los aspectos con el fin de detectar y resolver su boquilla con fugas, pero antes de comenzar, siéntase libre de usar la siguiente tabla como referencia:
| Parámetro | Descripción | Valor de referencia | Demasiado bajo | Demasiado alto | Modelo de prueba |
|---|---|---|---|---|---|
| Temperatura | Temperatura a la que se calienta el filamento cuando se extruye | Consulte las especificaciones del fabricante. PLA:190° a 220°C. ABS:240° a 270°C. | -Subextrusión. -La boquilla no extruye. | Fuga de boquilla | Torre temporal |
| Retractación: Distancia | Cuántos milímetros se retrae el filamento cada vez | 6,5 mm. | -Boquilla con fugas | -Filamento obstruido. -Subextrusión | Prueba de retracción |
| Retractación: Velocidad | Qué tan rápido se cubrirá la distancia de retracción | 25 mm/s. | -Sin mejora -El filamento solo se estira dentro de la boquilla | -Deja marcas en el filamento | |
| Retracción:Distancia mínima de recorrido | Distancia mínima de viaje para habilitar la retracción | 1 mm. | -Retraerse con demasiada frecuencia | -La retracción nunca puede ocurrir |
Problemas de impresión 3D
Como probablemente ya sepa, la forma final de un objeto impreso en 3D se logra moviendo la extrusora por medio de un controlador CNC. Este extrusor es alimentado por una bobina de filamento y puede detener la extrusión cuando hay un espacio vacío entre dos posiciones en la misma capa.
Si todo funciona correctamente, el resultado será una pieza de las mismas medidas en alto, ancho y profundidad que el modelo digital original. También tendrá la forma exacta del objeto visualizado en su computadora. Preferiblemente, también tendrá pocas imperfecciones de calidad.
Por supuesto, este no será siempre el caso, especialmente cuando recién comienza o cuando compra una impresora nueva que aún no se ha calibrado correctamente.
Entre los muchos errores que pueden ocurrir, podemos encontrar una boquilla con fugas, uno de los problemas más comunes en la impresión 3D. Afortunadamente, es posible y fácil resolver este problema si sabe cuál es su causa.
¿Por qué gotea una boquilla?
La extrusora es la parte encargada de calentar el plástico a una temperatura que le permita fluir. En la entrada, el filamento mide aproximadamente 1,75 mm. Luego, la extrusora empuja el filamento caliente hacia un orificio más pequeño, que puede medir entre 0,1 y 1 mm. La presión que se origina dentro de la extrusora hace que el plástico fluya a través del pequeño orificio, llamado boquilla.
Esa es la teoría de cómo se supone que funciona el sistema de extrusión, ya sea directo o Bowden. En ocasiones el material no sale como debería porque el extrusor no es capaz de alimentar correctamente o porque algún ajuste no se configuró correctamente.
Dado que la impresión 3D tiene que ver con la fusión, debemos establecer la temperatura como uno de los principales parámetros a considerar.
Cuando seleccionamos el tipo de material a utilizar, es frecuente que el fabricante nos proporcione una ficha técnica que incluye un rango de temperatura óptimo para su uso. Diferentes materiales tienen diferentes rangos, e incluso el mismo plástico de diferentes fabricantes puede no ser el mismo.
Siempre revise la hoja de datos. Probablemente puedas encontrarlo publicado en el sitio web del fabricante o, si tienes suerte, en la parte posterior del paquete del filamento.
A veces, ese rango de temperatura es demasiado grande, como "190 a 220 °C". No sé ustedes, pero ese rango no es de mucha ayuda. ¿Cómo elegirías vestirte si el pronóstico del tiempo informa que la temperatura de mañana estará entre 0°C y 30°C?
Ok, volvamos a la extrusora:si la temperatura es demasiado baja, el plástico no será lo suficientemente líquido para fluir y probablemente se atasque . Puede notar esto cuando ve que se supone que la impresora 3D está funcionando pero no está extruyendo filamento en absoluto. Se deja un rasguño redondo típico en el filamento donde se encuentra el engranaje de empuje de la extrusora.
Tener una temperatura alta provoca lo contrario:el plástico se vuelve demasiado fluido y no es necesario empujarlo para que fluya a través de la boquilla. Su propio peso hace que el material dentro del barril comience a rezumar.
Esto significa que el plástico fluirá incluso cuando se supone que no debe hacerlo. La boquilla dejará un rastro mientras se mueve, como un “pelo de plástico delgado ” o “cadena ”. Esa es la razón por la que lo llamamos "stringing ”, “huellas peludas ” o incluso “bigotes ”.
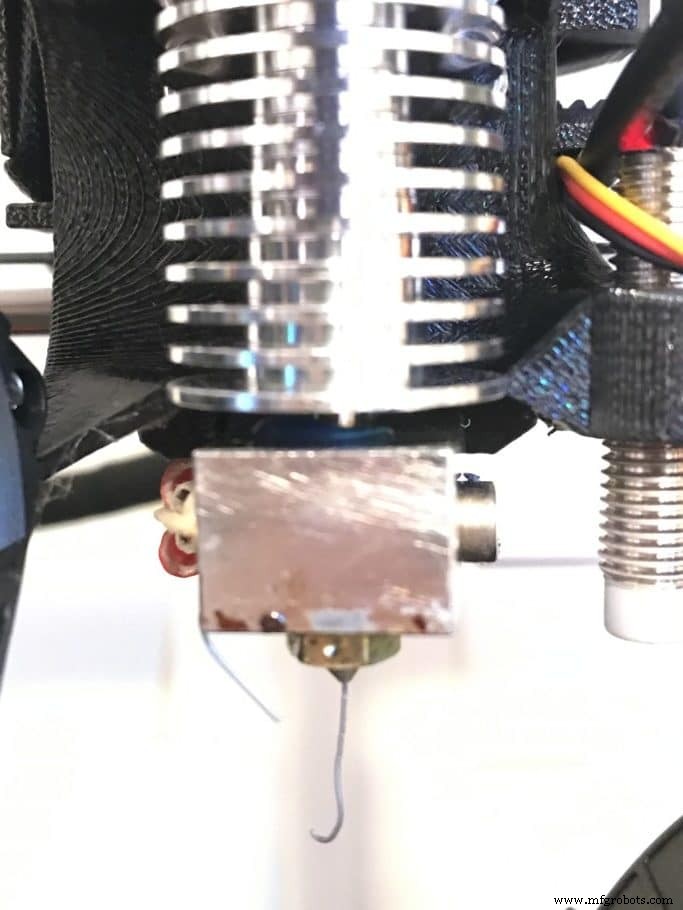
Supongo que ya sabes lo que es realmente el encordado. No obstante, si no estás seguro y quieres comparar el problema al que te enfrentas con un caso real de boquilla con fugas, echa un vistazo a la siguiente foto:
En este punto, es necesario diferenciar la fuga que ocurre al configurar una temperatura alta de la fuga normal durante el calentamiento de su impresión. El plástico, como cualquier otro material, cambia de volumen cuando se calienta.
La presión interna dentro del barril aumenta en el tiempo de calentamiento inicial, a medida que se expande el filamento. Es un proceso normal y no tienes de qué preocuparte.
Por otro lado, si la boquilla está vacía al inicio de la impresión, el extrusor recorrerá cierta distancia sin filamento en su interior. Una solución rápida y efectiva es agregar algunas líneas de falda antes de que el objeto comience a imprimirse.
Una boquilla con fugas también puede hacer que la punta esté vacía durante la primera parte de cada capa. El engranaje del extrusor gira pero no sale plástico por la boquilla. Da como resultado líneas vacías en las costuras de las capas. El objeto se ve mal, especialmente en áreas delgadas.
Cómo solucionar una boquilla con fugas
Hay dos parámetros más importantes que nos ayudarán con este problema son la temperatura y la retracción.
Temperatura de extrusión óptima
Para encontrar la temperatura de impresión óptima, puede imprimir muchas piezas solo variando la temperatura. Notará que las impresiones son opacas a bajas temperaturas y se vuelven más brillantes a medida que configura temperaturas más altas. Elige un punto en el medio, con algo de brillo pero no demasiado.
Su impresora probablemente también le permita cambiar la temperatura durante una impresión. Es una alternativa más rápida cambiar la temperatura en intervalos discretos de 3° o 5° C y dejar correr la impresión por algunas capas.
Si ves que la calidad de impresión mejora, sigue cambiando la temperatura en esa dirección hasta que empiece a empeorar de nuevo.
Como este método puede llevar mucho tiempo, algunas personas ya generaron archivos de código G que varían la temperatura de la boquilla cada cierto número de capas, para que no tengas que imprimir muchas piezas.
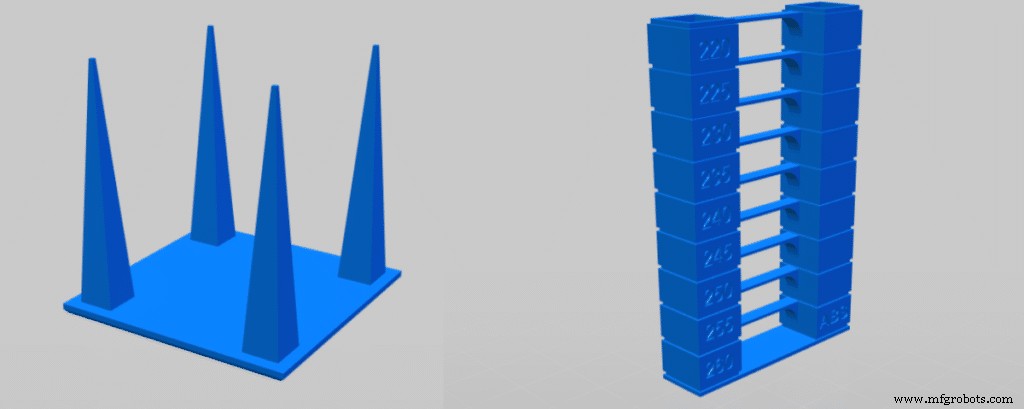
Por ejemplo, puede intentar imprimir esta torre de temperatura de Thingiverse
También puede buscar “torre de temperatura ” en nuestro propio motor de búsqueda y elige el que mejor se adapte a tu impresora. Hay docenas de pruebas específicas que puede probar. Asegúrese de verificar si el código g se generó para una impresora 3D similar a la suya. Si lo desea, puede editar el código para cambiar la configuración que necesita probar.
Recuerde que la temperatura alta ayuda a que el objeto se adhiera a la cama. Puede configurar una temperatura más alta durante las primeras capas para garantizar la adherencia y luego reducirla durante el resto del tiempo de impresión. Esto es especialmente útil para tener en cuenta si su impresora no tiene una cama caliente.
¿Qué es la retractación?
Al imprimir, el engranaje de la extrusora gira en una dirección, forzando el filamento a través de la boquilla. Para evitar fugas, puede configurar su impresora 3D para que gire una pequeña distancia en la dirección opuesta cuando tiene que viajar a un punto determinado sin extruir. Esta rotación retrae el filamento dentro del barril y elimina la presión en la boquilla. Si esta retracción se configura correctamente, no se derramará ningún plástico durante el viaje y no quedarán hilos.
Puede establecer tres parámetros para la retracción:distancia , velocidad, y distancia de viaje . Descubramos cómo funcionan:
Cuando estableces Distancia , especificas cuántos milímetros se retrae el filamento cada vez. Una pequeña distancia hará que las cuerdas sean más delgadas pero no detendrá el problema.
Por el contrario, si establece la distancia demasiado larga, la boquilla estará vacía cuando reanude la extrusión, dejando agujeros como ya comentamos.
Además, tenga en cuenta que si configura la impresora para que se retraiga demasiado, el filamento puede obstruirse y su impresión se arruinará.
Velocidad de retracción establece qué tan rápido se cubrirá esta distancia. Como el plástico fundido cumple con las propiedades de los fluidos, si se intenta retraer demasiado despacio, el filamento solo se estirará y no se conseguirá mejora alguna. Sin embargo, una retracción rápida también puede causar problemas.
Finalmente, Distancia de viaje especifica el recorrido mínimo que debe hacer la extrusora cuando no está extruyendo, antes de retraerse.
Configuración de retracción óptima
Nuevamente, hay algunas formas de resolver esto, pero, en mi opinión, las pruebas de calibración son las más fáciles.
Esta prueba de retracción es mi favorita, pero siempre puedes elegir otra simplemente buscando “prueba de retracción ” en search.3dsolved.com (nuestro propio motor de búsqueda).
El procedimiento es fácil y directo:imprima el objeto, cambie los parámetros de distancia y velocidad (uno a la vez) e imprima otro hasta obtener una buena impresión. Cada prueba se imprime en aproximadamente 15 a 20 minutos, por lo que podrá solucionar este problema en solo unas pocas iteraciones.
Como una buena línea de base inicial, recomiendo usar los siguientes valores:
- Distancia de retracción:6,5 mm
- Velocidad de retracción:25 mm/s
- Distancia mínima de recorrido:1 mm
Otra forma de evitar la formación de hilos es establecer una velocidad de desplazamiento más rápida cuando no se extruye. Menos tiempo de fuga da como resultado menos hilos y mejores impresiones.
Si desea obtener más información sobre la retractación, escribí una publicación completa sobre qué configuraciones usar.
Ahora sabemos más acerca de las fugas en las boquillas, ¡así que debemos calibrar nuestras impresoras!
Conclusión
Ahora no solo sabe cómo identificar una boquilla con fugas, sino que también posee un profundo conocimiento técnico sobre las causas del problema, las soluciones y, lo que es más importante, por qué funcionan estas soluciones. Como puede notar, siempre vale la pena comprender los problemas en lugar de simplemente seguir una receta.
Consulta nuestra sección de productos recomendados
Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y seleccionados cuidadosamente. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Cómo:Cambiar la punta de la impresora 3D en su Stratasys
- ¡Cómo reemplazar la boquilla en una Ender 3 (Pro y V2)!
- Ender 3:¡Cómo limpiar la boquilla (Desatascarla)!
- problemas de nivelación de la cama Ender 3; ¡Cómo arreglarlos!
- La impresora 3D deja de extruir a mitad de la impresión:cómo solucionarlo
- ¿Cuánto dura 1 kg de filamento de impresora 3D?
- Superposición de relleno de extrusión doble y exudación; ¡Cómo solucionarlo!
- La impresora 3D no alimenta el filamento:¡cómo solucionarlo!
- ¡La impresora 3D salta capas! ¡Guía sobre cómo solucionarlo!
- Retracción:cómo funciona en la impresión 3D
- Cómo reparar un cilindro hidráulico con fugas