


El rectificado de pellizco de doble desbaste reduce el tiempo del ciclo a la mitad

La "necesidad de velocidad" de la fabricación es más cierta hoy que en el pasado, ya que los clientes exigen una entrega más rápida de los productos. Y si un fabricante no puede adaptarse, el cliente encontrará otra empresa que lo haga. Por lo tanto, muchos talleres mecánicos están inventando procesos, o invirtiendo en equipos nuevos y más eficientes, para permitir
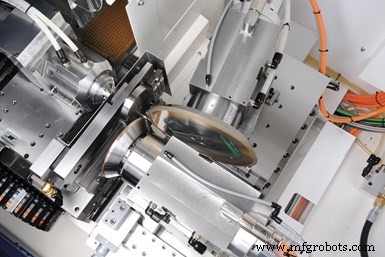
En ambas fotografías se muestra el proceso de esmerilado por pellizco cilíndrico de doble rugosidad. Sin embargo, la foto superior muestra la rueda colocada a 10 grados. Aquí, la rueda se mueve casi en línea con el eje de la pieza. La muela puede moler más eficientemente si avanza en el material en un movimiento axial de este tipo. Sin embargo, a 90 grados (foto inferior), la rueda puede realizar movimientos para ángulos traseros y huecos, pero se introducirá más vibración en comparación con la posición de 10 grados. Según Rollomatic, se debe utilizar la posición de 10 grados si el perfil lo permite. Créditos fotográficos:Rollomatic Inc.
producción más rápida.
Esto también es cierto para los fabricantes de herramientas. Un proceso que puede ayudarlos a lograrlo es un proceso alternativo de esmerilado por pellizco llamado esmerilado cilíndrico por pellizco de doble rugosidad. El nuevo proceso de molienda no solo reduce el tiempo del ciclo a la mitad en comparación con la molienda tradicional, sino que también genera menos calor y es un proceso más silencioso, por nombrar algunas ventajas.
Rollomatic Inc. diseñó este método de rectificado de pellizco de doble desbaste específicamente para la preparación de piezas en bruto de herramientas de corte de carburo y cortadores de ranuras en T. El proceso se integró en la rectificadora de pellizco/pelado ShapeSmart NP50 de la empresa, que se desarrolló originalmente en 1996.
El método difiere del esmerilado de pellizco tradicional que utiliza una rueda de desbaste delantera para eliminar la mayor parte del material, que luego es seguida de cerca por una rueda de acabado opuesta para proporcionar un acabado fino. Ambas muelas se oponen durante el rectificado simultáneo, contrarrestando así su presión sobre la pieza. Por el contrario, durante el rectificado de pinzas de desbaste doble, ambas estaciones de rectificado están equipadas con muelas de diamante con un tamaño de grano para rectificado basto. Estas dos ruedas de desbaste se ejecutan sincrónicamente, pero la rueda delantera realiza la mayor parte de la eliminación de material. La otra rueda limpia el material que quedó de la primera rueda. La distancia de retraso de la segunda rueda depende de la posición a lo largo del perfil porque el proceso de doble desbaste se ha desarrollado específicamente para el estrechamiento de piezas en bruto de herramientas.
Los husillos de rectificado también juegan un papel importante en el proceso. Los husillos síncronos de accionamiento directo del NP50 tienen cada uno un pico de 19 hp con un motor síncrono que proporciona una velocidad constante durante el funcionamiento. La curva de par también es muy eficiente, según Rollomatic. La fuerza de rotación del motor síncrono no se reduce con rpm más altas.
Los eficientes husillos síncronos de la máquina también son beneficiosos porque funcionan con un consumo de energía de solo el 35 % o menos. Como resultado, no liberan calor en la máquina ni en el proceso de molienda. También se dice que funcionan mucho más silenciosamente, incluso bajo carga, en comparación con su contraparte del motor de inducción.
Caso práctico
Rollomatic sugiere que este método de rectificado es el más adecuado para piezas de trabajo de carburo y acero endurecido. Se dice que la dureza y la resistencia al calor de estos materiales los convierten en las mejores opciones para la molienda.
Por ejemplo, en una corrida de producción de prueba de 100 piezas de carburo sólido en bruto con un diámetro de vástago de 5/8 de pulgada, un diámetro de cuello de 0,400 pulgadas y una longitud de cuello de 2,25 pulgadas, el rectificado de pellizco de doble desbaste redujo el tiempo del ciclo a 5 minutos y 5 minutos. segundos, en comparación con un tiempo de ciclo de aproximadamente 10 minutos con el rectificado de pellizco convencional de desbaste/acabado, según la empresa.

Esta pieza en bruto con ranura en T de carburo sólido fue rectificada utilizando la tecnología de rectificado de pellizco de doble rugosidad. En una corrida de producción de prueba en la máquina rectificadora de pellizco/pelado ShapeSmart NP50 usando rectificado de pellizco de doble desbaste, el tiempo de ciclo sin carga/descarga fue de 5 min. y 5 seg.
Acabados aceptables, repetibilidad mejorada
El esmerilado de pellizco de doble desbaste puede lograr un acabado superficial de 12 a 32 micropulgadas en comparación con 1,2 micropulgadas con un disco de diamante de acabado.
El proceso repetible de este método de molienda es otra ventaja. Rollomatic dice que un operador puede configurar un trabajo de rectificado sin tener que marcar de forma continua y meticulosa los avances y velocidades óptimos.
La repetibilidad de la tecnología también permite la producción de lotes largos sin la necesidad de reparar con frecuencia las muelas abrasivas. Las ruedas de desbaste suelen tener una mejor retención en las esquinas en comparación con las ruedas de acabado de grano más fino, dice la empresa.
Con todos los beneficios de eficiencia que ofrece el rectificado de pellizco de desbaste doble, hay aún más capacidades disponibles en la rectificadora NP50 que mejoran la productividad.
Aunque la máquina ofrece esta tecnología de rectificado de pinzas de desbaste doble, todavía se puede realizar un rectificado de pinzas de desbaste y acabado en la máquina. Además, están disponibles opciones como la medición de piezas y las unidades de carga automática.
Si la medición de piezas en proceso es importante para una aplicación, Rollomatic ofrece un calibre de diámetro Marposs como opción en la máquina. La unidad mide el diámetro en un lugar a lo largo del eje de la herramienta, y la retroalimentación indica a la máquina que realice una compensación automática de la posición de la rueda. Según la empresa, esta corrección es útil en casos de cambios de temperatura ambiente y desgaste de muelas abrasivas. El calibre también se puede utilizar para sondear superficies planas y preestablecer la posición circular de la pieza de acuerdo con la superficie plana.

La máquina de esmerilado de pellizco/pelado ShapeSmart NP50 no solo realiza el esmerilado de pellizco/pelado tradicional, sino que también se ha actualizado para utilizar la tecnología de esmerilado de pellizco de doble desbaste. El esmerilado de pellizco de doble desbaste reduce el tiempo del ciclo a la mitad, mejora el acabado de la superficie y también produce menos calor y ruido.
Las unidades de carga automatizadas también se pueden integrar en la máquina NP50 estándar. La empresa ha desarrollado un cargador de herramientas de selección y colocación automático de alta velocidad y tres ejes teniendo en cuenta la rápida velocidad de configuración. Utiliza casetes precalibrados y un diseño de pinza que permite sujetar diferentes diámetros sin tener que restablecer las posiciones de la pinza.
Rollomatic | rollomatic.ch/es
Equipo industrial
- Rentabilidad de fabricación a través de herramientas de corte en buen estado
- Teoría de la muela abrasiva | Metales | Industrias | Metalurgia
- La torreta de acabado reduce el tiempo de ciclo
- Job Shop recorta el tiempo de procesamiento en un 60 %
- Uso de torneado duro para reducir el tiempo de rectificado
- El mandril CNC de doble husillo reduce el tiempo de producción
- Cómo mejorar el tiempo de ciclo en el mecanizado automotriz
- Tiempo de ciclo frente a tiempo takt:por qué importan las diferencias
- Cálculo del tiempo del ciclo de mecanizado CNC
- Rectificado de superficies a la antigua usanza
- Introducción a la amoladora de superficie PLC