


Las herramientas personalizadas y la sujeción de piezas ayudan a poner los rotores en forma

Al desarrollar un proceso de mecanizado más preciso para el acoplamiento Con rotores helicoidales, los modelos con supercargador de este Whipple Supercharger pueden forzar aire de manera más eficiente en un motor para obtener mayores ganancias de potencia. Las herramientas de sujeción y forma personalizadas permiten a la empresa fresar con precisión rotores de supercargadores en una sola configuración en su fresadora-torneadora de eje B.
Fundada por el exjefe de equipo de carreras y propietario de autos Art Whipple en 1987, Whipple Superchargers de Fresno fabrica sobrealimentadores de doble tornillo para automotores y autos de carreras, y otros que buscan mejorar el rendimiento de sus motores. Estos tipos de "sumadores de potencia" (los turbocompresores y el óxido nitroso son otros) introducen aire adicional en un motor más allá de lo que el motor puede extraer por sí solo. Más aire significa que se puede agregar más combustible, lo que esencialmente aumenta el desplazamiento de un motor, así como su potencia de salida.
La clave aquí es el engrane preciso y sin contacto de dos rotores helicoidales dentro de la carcasa del sobrealimentador. Con el diseño de Whipple, el rotor macho tiene tres lóbulos helicoidales y el hembra tiene cuatro, explica el diseñador de supercargadores Garrett Bright. Estos giran uno contra el otro y extremadamente cerca. A medida que los lóbulos de cada uno pasan por los puertos de entrada de aire, el aire queda atrapado entre los rotores y la carcasa. La rotación del rotor reduce progresivamente el espacio que ocupa el aire comprimiéndolo. La compresión continúa hasta que el espacio del lóbulo interno queda expuesto a un puerto de salida, a través del cual el aire se descarga a una presión superior a la atmosférica en el colector de admisión que se encuentra en la parte superior del motor.
La eficiencia del supercargador depende de la efectividad del sellado entre los rotores acoplados y la carcasa. Anteriormente, Whipple solo utilizaba rotores fabricados y suministrados por una empresa externa. Todavía usa los rotores suministrados para algunos de sus modelos de supercargadores. Sin embargo, desde entonces la empresa ha comenzado a diseñar y mecanizar sus propios rotores internamente, y el proceso de mecanizado que ha desarrollado produce rotores más cilíndricos y precisos que los proporcionados por su proveedor, lo que da como resultado diseños de supercargadores que son un 5 % más eficientes que los utilizando los rotores suministrados.
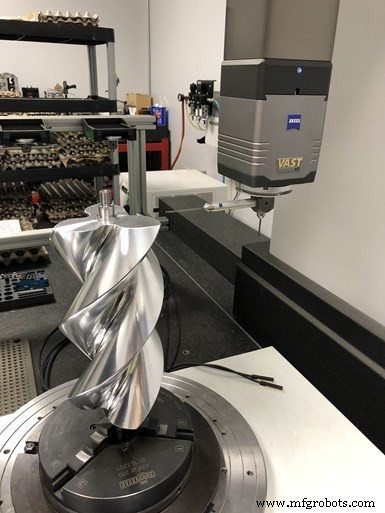
Las medidas tomadas en esta CMM permitieron a Whipple determinar la precisión de sus rotores suministrados y los rotores en máquinas internas. Su objetivo es lograr un espacio libre de 125 micras entre los rotores acoplados, lo que ahora puede lograr con sus capacidades internas de mecanizado multitarea.
Bright explica que Whipple se animó a mecanizar sus propios rotores después de ver los resultados de las mediciones de los rotores de su proveedor tomadas en su máquina de medición por coordenadas (MMC) Zeiss Accura. Esta CMM cuenta con una mesa giratoria, así como con la tecnología de escaneo Vast de Zeiss y la opción Gear Pro en su software de medición Calypso. Bright dice que este software es particularmente efectivo para medir rotores acoplados porque puede asignar puntos de control específicos en los perfiles helicoidales de los rotores macho y hembra donde se encuentran para determinar la holgura entre los dos en esos puntos. Determinó que el perfil de cada rotor debería ser de ±63 micras con el objetivo de lograr un espacio libre de aproximadamente 125 micras. Whipple no obtenía eso de su proveedor de rotores.
Mecanizado interno
El proceso de mecanizado de rotor interno de la empresa que utiliza herramientas de forma es similar al de su proveedor, pero con modificaciones de sujeción para aumentar la rigidez.

Mientras un operador carga el rotor de aluminio 6061 en blanco en el torneado-fresado, el husillo principal de la máquina y luego el husillo secundario sujetan los muñones de acero que sobresalen del eje.
La máquina que compró hace unos años para esta aplicación es una torno-fresadora Mazak Integrex e-420H-S II con cabezal de fresado de eje B. De hecho, este torneado-fresado no realiza torneado.
Los espacios en blanco del rotor de aluminio cilíndrico 6061 primero se perforan longitudinalmente en el centro en otra máquina para permitir que se presione un eje de acero en ellos. A medida que un operador carga una pieza en bruto en el Integrex, el eje principal de la máquina y luego el eje secundario se sujetan en los muñones sobresalientes del eje. A continuación, el eje B de la máquina se inclina drásticamente para orientar una herramienta de forma personalizada que coincida con el perfil de flauta del rotor deseado cuando esté en ese ángulo. Finalmente, la herramienta de forma giratoria se mueve a lo largo del eje Z a medida que el rotor gira lentamente para crear cada canal en varias pasadas.
Inicialmente, Whipple usó pinzas ER de estilo de retroceso de longitud extendida para sujetar los muñones del eje. Se requirió la longitud extendida para colocar los espacios en blanco lejos del husillo secundario para proporcionar suficiente espacio libre para que el husillo del eje B se inclinara tanto como fuera necesario sobre el mandril del husillo secundario para acomodar la herramienta de forma. Sin embargo, la funcionalidad de retroceso de esas pinzas hizo que la carga de los espacios en blanco del rotor requiriera mucho tiempo y fuera un desafío. El apriete de la pinza (que resultó en un retroceso) colocó una carga excesiva en el husillo principal, lo que significa que el husillo secundario del eje W tuvo que ser desplazado para ayudar a reducir la carga. De lo contrario, podrían producirse vibraciones o acabados superficiales deficientes. Como resultado, los operadores sujetaban y volvían a sujetar continuamente hasta que se eliminaba la mayor parte de la carga, lo que generalmente tomaba 10 minutos. Además, Whipple reemplazaba constantemente las pinzas debido al desgaste que experimentaban al apretarlas y aflojarlas tantas veces.

A diferencia de las pinzas ER utilizadas anteriormente, las pinzas de longitud no tiran hacia atrás de las piezas de trabajo y ponen carga en el husillo principal que tendría que ser eliminada. Esto redujo las configuraciones de 10 a dos minutos.
Siguiendo el consejo de Kellen Bush, el ingeniero de aplicaciones de Mazak que trabajó con Whipple en este proyecto, la empresa se puso en contacto con Hainbuch para idear un enfoque alternativo de sujeción de piezas. El gerente de ventas de Hainbuch, Tom Chambers, explica que la solución de sujeción de trabajos personalizada de la empresa no solo brinda el alcance extendido requerido para permitir que el eje B de la máquina se incline al ángulo requerido sin interferencias, sino que también ofrece una mayor rigidez al tiempo que simplifica los cambios. Esto es posible en gran parte porque se utilizan pinzas de longitud muerta en lugar de tipos de retroceso. Chambers dice que las pinzas de longitud muerta "se sujetan en el espacio", lo que significa que los espacios en blanco del rotor no se moverán cuando se sujetan las pinzas. Como resultado, no se aplica al husillo principal ninguna carga adicional que tendría que ser marcada. Los cambios ahora toman solo dos minutos.
Las herramientas de forma de Kyocera Unimerco que Whipple usa para mecanizar sus rotores (al igual que el proveedor de rotores de Whipple) en realidad no se usan comúnmente para cortar metal. Anders Varga, gerente de ventas de Kyocera Unimerco, dice que este tipo de herramienta se usa típicamente para cortar madera, compuestos y otros materiales fibrosos. Esto se debe principalmente a la cantidad de presión que se ejercería sobre la herramienta como resultado de la gran área de contacto entre una pieza de trabajo de metal y los filos de corte largos de la plaquita. El hecho de que estas herramientas se puedan utilizar en esta aplicación de mecanizado por rotor habla de la rigidez de la máquina con interfaz de husillo Capto y su sujeción personalizada.
El uso de herramientas de forma que coincidan con el perfil de la flauta helicoidal de los rotores (perfiles que Bright ha refinado) elimina el pulido que podría ser necesario si se usaran múltiples fresas para tallar las flautas. Los rotores están mecanizados para que sus lóbulos sean lo más grandes posible, pero ligeramente más pequeños para permitir un recubrimiento patentado posterior. Whipple normalmente tiene a mano dos herramientas de desbaste y tres herramientas de acabado para los rotores macho y hembra. Las herramientas utilizan insertos de carburo de micrograno sin recubrimiento. Los insertos para las herramientas de desbaste se fijan a los cuerpos de las herramientas mediante tornillos; las herramientas de acabado están soldadas a ellos.

Al usar herramientas de formulario, Whipple no tiene para realizar un acabado secundario como lo haría si utilizara fresas de extremo para crear las flautas del rotor.
Ahora, este proceso de mecanizado no solo logra el objetivo de espacio libre de 125 micras de Bright entre los rotores acoplados, sino que la cilindricidad del rotor de extremo a extremo es más uniforme. Él dice que con el enfoque original de sujeción de piezas, la diferencia en la cilindricidad de un extremo de un rotor en comparación con el otro podría ser de hasta 10 micrones. Eso se ha reducido a 1 micrón. Los tiempos de ciclo del rotor también son un poco más rápidos. Los tiempos de ciclo para un rotor macho son 14 minutos y un rotor hembra toma 20 minutos. Pero, para Whipple, esto es salsa. Sus principales objetivos eran lograr una mayor precisión en el mecanizado del rotor y acelerar los cambios, y se ha dado cuenta de ambos.
Equipo industrial
- Mecademic Robotics se expande a grandes mercados con su pequeño robot
- Schilling Robotics integrará el software Energid en su robot submarino Gemini
- Servicio de herramientas rápidas y sus aplicaciones efectivas
- Cómo las herramientas impresas en 3D pueden dar forma al futuro de la creación de prototipos
- Herramientas para máquinas de tipo suizo
- Revertir las cosas difíciles
- Haciendo Conexiones Esbeltas
- ¿Está pensando en ingresar a las herramientas motorizadas? Esto es lo que necesita saber
- 5 ventajas clave de la fabricación de metal personalizada
- ¿Qué es el Kevlar? Una breve guía
- TE Connectivity pone en práctica la automatización de la fabricación en su viaje de transformación digital