


Cómo modificar la velocidad de avance para los comandos de movimiento circular
¿Ha notado alguna vez que las marcas testigo que quedan en las superficies fresadas no son consistentes entre los movimientos lineales y circulares, aunque usen la misma velocidad de avance? ¿Se ha preguntado por qué las fresas tienden a vibrar cuando mecanizan arcos internos? El motivo está relacionado con la diferencia entre el tamaño del radio de trayectoria circular de la línea central de la fresa y el tamaño del radio de trayectoria circular de la superficie de trabajo.
Los CNC generan una tasa de movimiento para la trayectoria de la línea central de la herramienta de corte. Al fresar un contorno de dos ejes a 10,0 ipm, es la línea central de la herramienta de corte la que se mueve a 10,0 ipm. Al fresar una superficie lineal (G01), el CNC mecanizará la superficie de trabajo recta con una precisión de 10,0 ipm.
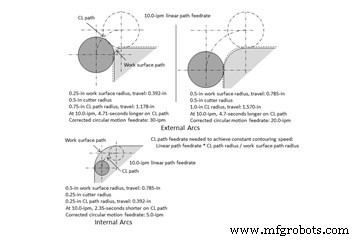
Sin embargo, con el movimiento circular, la longitud del movimiento circular de la línea central de un cortador será diferente de la del movimiento circular de la superficie de trabajo. Para arcos externos, la ruta de la línea central es más larga. Para arcos internos, es más corto. Vea la ilustración para hacerse una idea.
Si la velocidad de avance es correcta para movimientos lineales y si se transfiere de un comando de movimiento lineal anterior, el CNC mecanizará las superficies de trabajo redondas externas más lentamente y las superficies de trabajo redondas internas más rápido que las superficies lineales. Cuanto mayor sea la diferencia entre el tamaño del arco de la trayectoria de la línea central y el tamaño del arco de la trayectoria de la superficie de trabajo, más pronunciada será la diferencia de velocidad de avance en el punto de contacto para el mecanizado (punto de tangencia del cortador). El resultado:el mecanizado de arcos con la velocidad de avance de movimiento lineal puede generar un tiempo de ciclo excesivo para arcos externos, vibraciones, acabados no deseados o incluso cuchillas rotas con arcos internos.
Esta condición también existe con las herramientas de corte de un solo punto utilizadas para operaciones de torno. Pero dado que el radio de la punta de la herramienta es bastante pequeño, la trayectoria de la línea central está cerca de la trayectoria de la superficie de trabajo, lo que hace que el efecto sea mucho menos obvio.
Mira la ilustración de nuevo. Para arcos externos, observe cuánto impacto puede tener esto en el tiempo del ciclo. Si se utiliza la tasa de avance de movimiento lineal de 10,0 ipm con un radio externo de 0,25 pulgadas maquinado con un cortador de 1,0 pulgada de diámetro, este movimiento tarda casi 5 segundos más de lo que debería en maquinarse. Los programadores deben triplicar la velocidad de avance del movimiento circular para mecanizar el radio de la superficie de trabajo de 0,25 pulgadas de la misma manera que las superficies lineales.
La relación entre el tamaño del radio de la trayectoria de la superficie de trabajo y el tamaño del radio de la trayectoria de la línea central determina la cantidad por la cual se debe aumentar (radios externos) o disminuir (radios internos) la velocidad de avance del movimiento circular. En este ejemplo, el radio de la trayectoria de la superficie de trabajo es de 0,25 pulgadas y el radio de la trayectoria de la línea central es de 0,75 pulgadas (0,25 pulgadas más 0,5 pulgadas). Dividiendo 0,75 por 0,25 se obtiene un resultado de 3,0. En lugar de usar la velocidad de avance de movimiento lineal de F10.0, el programador necesitará una velocidad de avance de F30.0 para el movimiento circular. La programación de la tasa de alimentación de movimiento circular adecuada para los arcos externos puede tener un gran impacto en el tiempo de ejecución de la producción, especialmente con un trabajo de gran volumen.
La misma relación existe para los arcos internos. De nuevo, divida el radio de la trayectoria de la línea central por el radio de la trayectoria de la superficie de trabajo. El resultado siempre será menor que uno. Multiplique este resultado por la velocidad de avance utilizada para el mecanizado lineal. Esto genera una velocidad de avance más lenta que la velocidad de avance de la ruta lineal.
Algunos fabricantes de CNC tienen características que lo ayudan a lidiar con este problema. Heidenhain, por ejemplo, incluye su función de "velocidad de contorno constante". FANUC permite la desaceleración de los movimientos circulares internos con "anulación automática de esquinas" mediante un parámetro, pero deja que los fabricantes de máquinas o los usuarios finales realicen los ajustes relacionados (busque el número de parámetro 7010 con los CNC actuales de las series 0 y 30). ). Incluso puede encontrar que su sistema CAM tiene algo que puede ayudar.
IMPORTANTE: Utilice esta técnica únicamente cuando la cantidad de material que se elimine esté igualmente equilibrada alrededor del contorno que se está mecanizando, como cuando se realiza el fresado de acabado, o cuando se mecanizan piezas forjadas o fundidas con formas casi netas. No aplique esta técnica para el mecanizado de desbaste cuando retire mucho material de las superficies mecanizadas, especialmente cuando hay más material en algunas superficies que en otras. El aumento de la velocidad de avance en este caso aumentará drásticamente la carga del cortador.
Si tales características están disponibles, aprenda a usarlas. Si no es así, o si no está satisfecho con su funcionamiento, no se pierda la Charla técnica sobre CNC del próximo mes, que cubrirá dos programas de código G definidos por el usuario que ayudan a solucionar este problema.
Equipo industrial
- Cómo prepararse para la Industria 4.0
- Cómo elegir el sensor adecuado para aplicaciones de llenado
- Cómo elegir una válvula proporcional para dispositivos médicos
- Cómo cuidar correctamente su compresor de aire
- Beneficios de usar la automatización de movimiento para la fabricación de piedra
- Cómo preparar maquinaria para mudanza
- Cómo saber si es hora de realizar el mantenimiento de los frenos de la grúa
- Cómo determinar las especificaciones de pedido para un polipasto de grúa
- Cómo elegir un proveedor de Scan-Pac para sus materiales de fricción
- Cómo diseñar un programa de mantenimiento preventivo para su equipo
- Cómo pagar las ofertas de maquinaria