


Mantenimiento de la estabilidad dimensional en el mecanizado de aluminio
Publicado el 23 de octubre de 2020 | Por WayKen Fabricación rápida
Mantener un control dimensional preciso para las piezas donde la precisión es un requisito fundamental es siempre un tema de interés para los proveedores de servicios de mecanizado de metales. Esto ha dado lugar a varias actividades de investigación sobre el tema de la estabilidad dimensional. Los estudios incluyen varios fenómenos como límites elásticos, microdeformación, microdeslizamiento, los mecanismos que los provocan y una variedad de métodos propuestos para ayudar a mejorar el control dimensional. Por estabilidad dimensional de un material, nos referimos a su capacidad para mantener su forma y tamaño originales y permanecer dentro de sus tolerancias dimensionales pronosticadas durante un período específico bajo un conjunto de condiciones ambientales.
En este artículo, analizaremos la inestabilidad dimensional en uno de los metales más utilizados, el aluminio, y presentaremos formas de contrarrestar los dilemas que se encuentran en el mecanizado del aluminio.
Admitimos lo último en mecanizado CNC de aluminio y fresado procesos, si tiene algún problema con el mecanizado de aluminio, nos gustaría ayudarlo.
¿Por qué hablar sobre el mecanizado de aluminio?
Como el metal más abundante en la corteza terrestre, es decir, con un 8,1 %, el aluminio se utiliza ampliamente en casi todas las industrias, incluidas la aviación, la automoción y la construcción. La naturaleza única de las aleaciones de aluminio y las diversas propiedades que ofrecen para diversas aplicaciones lo convierten en un metal verdaderamente fenomenal. Sin embargo, sus diversas aplicaciones tienen un costo, es decir, el mecanizado de aleaciones de aluminio requiere varias consideraciones de mecanizado, a diferencia del acero.
El principal dilema son los valores considerablemente más altos de los coeficientes de expansión térmica de las aleaciones de aluminio en comparación con otros metales de uso común. Echemos un vistazo a los valores comparativos de los coeficientes de expansión térmica en la siguiente tabla.
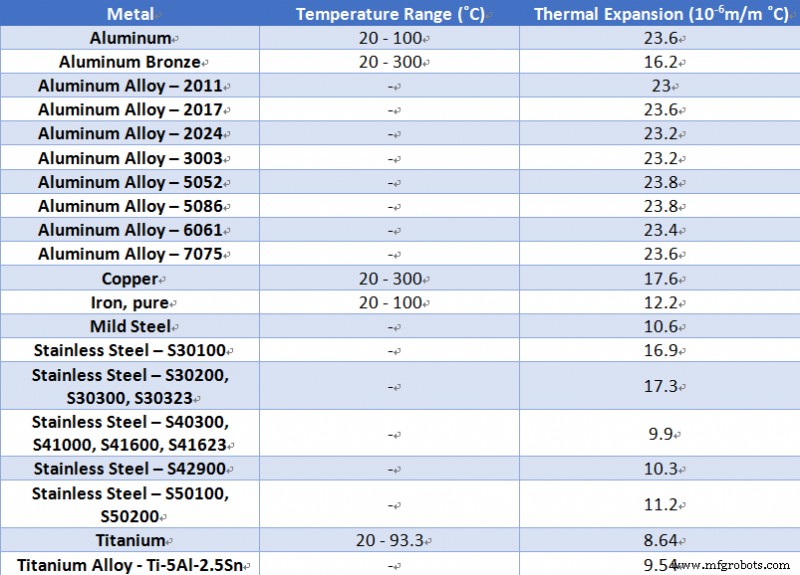
En virtud de esta tabla, podemos notar claramente los valores relativamente más altos de los coeficientes de expansión térmica para el aluminio y sus aleaciones. Por lo tanto, discutiremos las consideraciones vitales involucradas en el mecanizado de aluminio a medida que avanza el artículo.
Dilemas enfrentados en el mecanizado de aluminio
El mecanizado de aleaciones de aluminio se enfrenta a grandes deformaciones en múltiples operaciones de mecanizado, incluido el mecanizado de paredes delgadas y la forja. Antes de continuar, es necesario comprender la diferencia entre los cambios dimensionales recuperables, la deformación plástica (microdeformación) y la inestabilidad dimensional.
- Los cambios dimensionales recuperables son independientes del tiempo y son de naturaleza predecible. Incluye deformación elástica, expansión térmica y deformación magnetoestrictiva.
- La deformación plástica se refiere a las deformaciones plásticas irrecuperables que dependen del tiempo y son el resultado de las tensiones aplicadas.
- La inestabilidad dimensional se refiere a cambios en las dimensiones como resultado de tensiones internas. Se refiere a inestabilidades metalúrgicas, p. cambios de fase, precipitaciones. Esta forma de inestabilidad se da en ausencia de fuerzas externas.
Dos mecanismos centrales o primarios conducen a inestabilidades dimensionales en los metales. El primero es la inestabilidad metalúrgica y el segundo es la relajación de las tensiones residuales. Discutamos varias razones para la deformación de las piezas de aluminio. Estas razones incluyen aspectos materiales, la forma de las piezas, las condiciones durante la producción y el rendimiento del fluido refrigerante.
- Deformaciones causadas por tensiones internas en una pieza en bruto
- Deformaciones causadas por fuerzas de corte
- Deformaciones por disipación de calor en operaciones de corte
- Deformaciones debidas a fuerzas de sujeción durante operaciones de mecanizado
Por lo tanto, es fundamental controlar estas deformaciones para garantizar un mecanizado de alta calidad de las aleaciones de aluminio. Por lo tanto, clasificaremos y discutiremos varias medidas en la siguiente sección.
Pasos para reducir las deformaciones del mecanizado de aluminio

Con una amplia experiencia en la industria del mecanizado, permítanos guiarlo a través de los pasos clave para reducir las deformaciones del mecanizado específicamente para aleaciones de aluminio. Los pasos comprenden aspectos tecnológicos, la elección del equipo de la máquina CNC, la configuración de los parámetros de la máquina apropiados, la selección de herramientas, los métodos de sujeción y las habilidades requeridas del operador.
Reducción de tensiones internas en la pieza metálica
Como se discutió anteriormente, la inestabilidad dimensional depende principalmente de las tensiones internas y no hay fuerzas externas involucradas. Para eliminar las tensiones internas, los métodos más comunes utilizados para las aleaciones de aluminio son el tratamiento por vibración y el envejecimiento natural o artificial de la pieza de trabajo. Según el Manual ASM, se pueden utilizar tres métodos para aliviar el estrés.
El primero consiste en deformar plásticamente el material de forma controlada utilizando una carga de compresión o tracción. Este método solo es aplicable a piezas forjadas con matriz abierta. El segundo método implica tratamientos térmicos como el tratamiento bajo cero o la estabilización en frío durante el cual el material se expone a temperaturas cíclicas entre -73 y 100 grados centígrados. Esto ayuda a reducir las tensiones internas hasta en un 25 %. El último método recomendado es el enfriamiento ascendente, en el que el blanco se enfría a -273 grados Celsius y luego se calienta rápidamente con una corriente de vapor caliente.
Mejora en la capacidad de corte de la herramienta
La elección adecuada de los parámetros de herramientas afecta directamente la calidad de la fuerza de corte y la cantidad de disipación de calor. Por lo tanto, echemos un vistazo primero a los parámetros geométricos importantes seguidos de la elección de la estructura de herramienta adecuada.
Parámetros geométricos
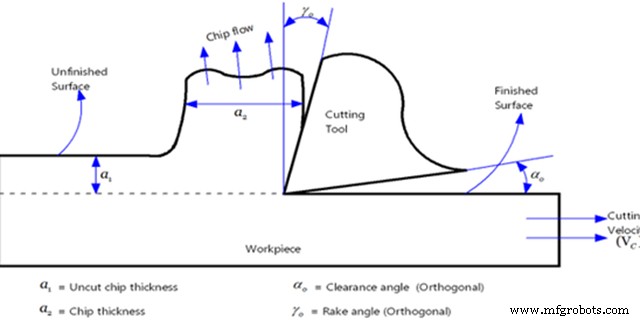
- Las herramientas para mecanizar aleaciones de aluminio deben rectificarse correctamente. Esto permite más ángulos de inclinación trasera y lateral. Se deben usar ángulos de inclinación más grandes para herramientas destinadas a los toques finales. Además, los ángulos de ataque más grandes también son beneficiosos para el mecanizado de aleaciones de aluminio que son más blandas porque los ángulos de ataque más grandes significan filos de corte más agudos en las herramientas. Los ángulos de inclinación más pequeños son beneficiosos para cortes de desbaste o cortes profundos y velocidades de avance altas. Los ángulos de inclinación varían de 0 a 40 grados y nunca deben ser negativos.
- La cantidad de ángulo posterior siempre debe ser grande, ya que afecta directamente el desgaste de la superficie de la cuchilla posterior, así como la calidad del acabado de la superficie. El ángulo trasero depende de la cantidad de velocidad de avance y la profundidad de corte. Si es necesario un corte basto y altas velocidades de avance, el ángulo posterior debe ser más pequeño. Sin embargo, en las operaciones de mecanizado CNC de aluminio de precisión, existe la necesidad de reducir las deformaciones elásticas y garantizar una menor fricción entre el cortador y las superficies de la pieza de trabajo para lograr un alto acabado superficial. Para ello, la magnitud del ángulo de la espalda siempre debe ser lo más grande posible.
- Es necesario comprender la importancia del ángulo de incidencia para el correcto funcionamiento de la herramienta. En el caso de un ángulo de incidencia muy pequeño, el talón (lado) de la herramienta podrá rozar contra la pieza de trabajo y, en consecuencia, disipar el calor. Por otro lado, un ángulo de incidencia grande hará que la herramienta penetre demasiado en la pieza de trabajo y provoque vibraciones. Por lo tanto, la elección del ángulo de incidencia debe ser óptima. En la mayoría de las aplicaciones, los ángulos entre 6 y 10 grados son óptimos.
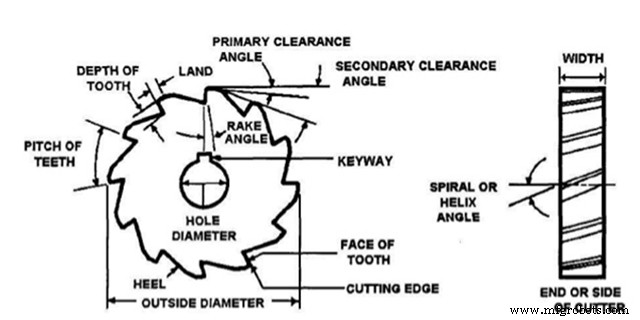
- Por último, pero no menos importante en los parámetros geométricos, se encuentra el ángulo espiral. Para garantizar un fresado suave y reducir la fuerza de fresado necesaria para una aplicación, el ángulo de la espiral debe ser lo más grande posible.
Mejora en los métodos de sujeción de la pieza
Hay dos formas de sujetar mejor las piezas de trabajo de aluminio. En el caso de piezas cilíndricas de pared delgada, la sujeción con mandril autocentrante de tres garras provoca deformaciones. Por lo tanto, el método de compresión de la cara final resulta útil en este caso. La cara frontal se comprime con una placa de cubierta y se aprieta con una tuerca. Esto permite una precisión de mecanizado satisfactoria.
El segundo método es aplicable para piezas de placa de paredes delgadas. Implica el uso de ventosas para obtener una distribución uniforme de la fuerza de sujeción junto con la placa delgada. Un método adicional es utilizar un medio líquido para evitar deformaciones por sujeción. Por ejemplo, se puede verter sobre la pieza de trabajo urea fundida con un 3 a un 6 % de nitrato de potasio. El alcohol o el agua pueden enjuagar la parte final para garantizar que el medio líquido se lave por completo.
Estructura de herramientas
- La reducción del número de dientes de la fresa es importante para el mecanizado de aluminio. Esto se debe al alto grado de plasticidad del aluminio que, en consecuencia, se traduce en una mayor deformación durante las operaciones de mecanizado. Las virutas de aluminio tienen un elemento pegajoso que hace que interfieran en la producción de piezas finas con las tolerancias deseadas. El mayor espacio entre los bordes de corte permite que salgan virutas más grandes.
- Es fundamental mantener la rugosidad del filo de corte por debajo de 0,4 µm y procesar el filo de corte con operaciones de esmerilado adecuadas. Esto eliminará todas las rebabas innecesarias que, en última instancia, reducirán la disipación de calor y las deformaciones de corte.
- El reemplazo o reacondicionamiento de herramientas debe realizarse de acuerdo con los estándares. Por lo tanto, cuando el valor de rugosidad de la superficie supera los 0,2 mm y cuando los valores de temperatura de corte superan los 100 grados centígrados, la herramienta debe reemplazarse o reabastecerse.
Consejos para el operador de mecanizado
No se puede pasar por alto la importancia del conjunto de habilidades de un operador de mecanizado. Esta es la razón por la cual los proveedores confiables de servicios de mecanizado de aluminio CNC pueden marcar una gran diferencia a pesar de usar los mismos parámetros de herramientas y piezas de trabajo. Echemos un vistazo a lo que un operador debe tener en cuenta durante el mecanizado CNC de aleaciones de aluminio:
- Un operador calificado debe tener un amplio conocimiento sobre el cálculo de tasas y velocidades de avance. El rango de tasas de alimentación y velocidades es mucho más estrecho para las aleaciones de aluminio que para otros materiales. El corte de aluminio requiere altas velocidades de husillo, pero las velocidades de avance dependen de los requisitos. Las velocidades de husillo más rápidas permiten brocas de menor diámetro. Por lo tanto, un operador calificado debe tener experiencia en el uso de fórmulas adecuadas para tasas de avance y velocidades de husillo diseñadas para el mecanizado de aluminio.
- El mecanizado de aluminio requiere un enfoque lento y constante. La tentación de programar la máquina CNC con cortes más profundos por pasada para aumentar la productividad podría ir en contra en el caso del aluminio. Limpiar las virutas de aluminio pegajosas se convierte en una tarea abrumadora y también significa un acabado superficial deficiente debido a las rebabas. Un buen operador de mecanizado CNC siempre se moverá con paciencia para obtener un mejor resultado. Él/ella realizará los cálculos adecuados para las profundidades de corte ideales por pasada.
- Es necesario prestar especial atención al uso de refrigerante por parte del operador. Además, el preprocesamiento y el posprocesamiento de las piezas de trabajo son necesarios y el operador debe ser paciente y cuidadoso para señalar cualquier falla menor en las piezas terminadas para mantener la credibilidad de un buen proveedor de servicios de mecanizado.
Conclusión
Esperamos que esta guía completa pero concisa sobre el mecanizado de aluminio ayude a su conocimiento técnico para que la próxima vez que mecanice cualquier pieza de aluminio, pueda discutir técnicamente cada aspecto con su proveedor de servicios de mecanizado de manera muy efectiva.
máquina CNC
- Ataque al aluminio:una guía de mecanizado
- Mecanizado de piezas pequeñas de aluminio
- Diferentes métodos de fabricación de piezas de aluminio
- ¿Qué es el mecanizado de aluminio? - Herramientas y operaciones
- Mejora de la maquinabilidad del aluminio
- Búsqueda de aluminio para mecanizado CNC
- Mecanizado de placas de aluminio:soportes, sellos y umbrales
- Las propiedades de mecanizado de los grados de aluminio 6061
- Mecanizado de latón frente a aluminio:la ventaja de la tradición
- Aluminio para Mecanizado CNC:Conozca los Beneficios, Inconvenientes y Aleaciones
- Prototipos