


Selección de insertos de herramientas de mecanizado apropiados para piezas de aluminio CNC
El aluminio está disponible en abundancia y es adecuado para su uso en diversas industrias. El metal no ferroso que es fácil de mecanizar tiene características estructurales y químicas deseables que lo convierten en un material de elección para diferentes aplicaciones. Como material liviano y menos denso, el mecanizado de piezas de aluminio puede ser una tarea desafiante.
Por el contrario, estas características hacen del aluminio un material perfecto para la creación rápida de prototipos y la producción en masa utilizando máquinas CNC. La maquinabilidad de diferentes grados de piezas de aluminio (fundidas o forjadas) depende de la eficiencia de las máquinas CNC y las herramientas que las acompañan. Con altas tasas de maquinabilidad, los equipos de producción pueden compensar los costos a través de estrategias estructuradas de producción en masa.
La máxima productividad de las piezas de aluminio CNC se puede lograr optimizando el software adoptado para máquinas CNC específicas, automatizando la indexación de herramientas y dimensionando correctamente los husillos CNC. El medio más simple para que los equipos de producción mejoren la calidad de las piezas de aluminio CNC es la selección de herramientas de mecanizado y/o insertos de herramientas correctos.
¿Cómo se selecciona un inserto de mecanizado para piezas de aluminio CNC?
Los insertos se refieren a los filos de corte removibles que se atornillan en el cuerpo de la herramienta de corte para sujetarlos en un poste de máquina herramienta CNC. Los insertos se pueden sujetar a la herramienta con tornillos o adhesivos adecuados. Se utilizan comúnmente en el mecanizado para la creación rápida de prototipos y la producción en masa de piezas de aluminio CNC. Los insertos son más adecuados para mecanizar diámetros más grandes de piezas de aluminio, pueden manejar velocidades de avance más grandes y pueden manejar cortes más profundos.

Insertar geometrías
El objetivo final del mecanizado es producir piezas óptimas que cumplan con el diseño o los requisitos específicos del cliente. Las especificaciones pueden ser en forma de espesor de pieza, capacidad de carga y tamaños. Las máquinas CNC son capaces de manejar diversos tamaños y formas de piezas de aluminio a través de una secuenciación y manipulación de herramientas efectivas. El aumento de la producción requiere el uso de herramientas de corte intercambiables. Estas herramientas permiten a los operadores modificar los insertos de herramientas cuando sea necesario, lo que permite operaciones de mecanizado múltiples y automatizadas en las piezas de aluminio. Los insertos de herramientas CNC vienen con varios filos de corte que se pueden usar para realizar operaciones de postratamiento, como pulido y esmerilado en piezas de aluminio. El rendimiento de un inserto de herramienta en un entorno de mecanizado para piezas de aluminio CNC depende de la forma del inserto, el ángulo de alivio y el ángulo de ataque.
Insertar forma
Las herramientas para piezas de aluminio CNC poseen geometrías específicas que afectan la calidad del producto final. Los insertos están disponibles en diferentes formas que se adaptan a portaherramientas CNC específicos. Los insertos de herramientas para aluminio están disponibles en formas como diamante, redondo, triangular y cuadrado. Se puede lograr una mejor calidad de la pieza mediante la adopción de un inserto de ángulo agudo. Por ejemplo, un 30 o -35 o el inserto de herramienta será preferible para el mecanizado superficial de alta velocidad de una pieza de aluminio forjado. El uso de un inserto en forma de diamante para la operación de torneado en aluminio forjado dará como resultado un acabado superficial de alta calidad.
Por otro lado, el mecanizado CNC de piezas de aluminio fundido requerirá que los operadores adopten insertos de forma redonda para una mejor calidad. El aluminio fundido es más áspero por fuera; la adopción de herramientas afiladas para su mecanizado da como resultado un acabado superficial deficiente. Las formas de inserción de la herramienta afectarán los parámetros del CNC, como las velocidades de avance, la profundidad de los cortes y las holguras de la herramienta. Las formas más afiladas requerirán velocidades de avance más pequeñas y espacios libres de herramienta más grandes.
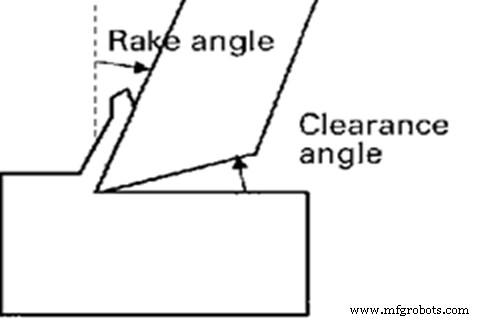
Ángulo de inclinación y ángulo de aproximación
El ángulo de inclinación es el ángulo entre la punta de la herramienta de corte en relación con la pieza de trabajo sujeta en una máquina CNC. El ángulo puede ser positivo o negativo dependiendo de la posición del inserto de la herramienta. Al mecanizar piezas de aluminio, se recomienda un ángulo de ataque positivo. Dado que el aluminio es un material blando, la resistencia al corte debe minimizarse en todos los círculos de producción.
La viruta se acumula alrededor de la herramienta mientras que el mecanizado de una pieza de aluminio impide igualmente la calidad del producto final. Un ángulo de inclinación positivo asegurará que la eliminación de virutas sea efectiva. Un ángulo de inclinación positivo contribuye al control de la temperatura al reducir la temperatura de corte. Este factor proporciona un entorno de mecanizado amplio para las piezas de aluminio, además de mejorar la vida útil del inserto de la herramienta.
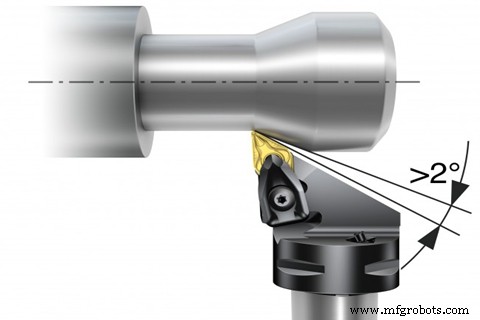
Las operaciones de fresado no dependen del ángulo de ataque. Al realizar el fresado en piezas de aluminio CNC, el ángulo de aproximación define la relación entre la pieza y la posición de la herramienta en el portaherramientas CNC. Debido a la maquinabilidad del aluminio, un 90 o se adopta el ángulo de aproximación. El ángulo de aproximación permite al operador realizar varios procedimientos de fresado en la pieza de aluminio, incluido el fresado frontal, el fresado de ranuras y el fresado en escuadra.
Ángulo de relieve
Este es otro parámetro que define la relación entre una herramienta y una pieza de trabajo sujeta en una máquina CNC. La relación se define con la inserción de la herramienta como punto de referencia. Al igual que el ángulo de inclinación, el ángulo de alivio es positivo o negativo.
Al emprender el mecanizado de piezas de aluminio CNC, ya sea para prototipado rápido o producción en serie, es recomendable que se adopte un ángulo de desahogo positivo. El uso de insertos de herramientas indexables permite a los operadores modificar los ángulos de alivio. Ángulos de relieve entre 20 o y 30 o proporcionar mejores acabados superficiales de las piezas de aluminio.
Rompevirutas de aluminio
El mecanizado de alta velocidad de piezas de aluminio puede verse obstaculizado por la acumulación de virutas de aluminio. A menudo, las virutas son pegajosas por naturaleza y pueden representar un desafío al administrar el espacio de mecanizado en la superficie CNC. El diseño de los rompevirutas que se utilizarán en máquinas CNC depende en gran medida de los ángulos de inclinación y de alivio.
Al emprender la producción en masa de piezas de aluminio CNC, se recomienda un rompevirutas afilado y más ancho. Un rompevirutas más ancho permite la eliminación de diferentes tamaños de virutas. Los rastros de virutas en operaciones de mecanizado de alta velocidad en piezas de aluminio afectan la calidad general del producto. Operaciones como mandrinado y taladrado requieren una expulsión casi perfecta de las virutas del borde de la herramienta de corte y de la superficie mecanizada.
Una gran acumulación de virutas de aluminio en la superficie de la pieza no solo da como resultado un acabado superficial deficiente, sino que también reduce la vida útil de las herramientas CNC.
Problemas técnicos asociados con los insertos para el mecanizado de piezas de aluminio CNC
Se ha identificado que el problema más evidente con los insertos de herramientas utilizados para mecanizar aluminio CNC es el filo de acumulación. Esto ocurre cuando el metal que se está mecanizando se acumula hacia la cara de ataque/corte del inserto de la herramienta. La acumulación debilita el filo de la herramienta, da como resultado un acabado superficial deficiente y reduce significativamente la vida útil de la herramienta de corte. El problema se puede remediar usando herramientas más afiladas, aplicando velocidades de operación CNC adecuadas y usando refrigerante adecuado en las superficies que se mecanizan.
La eliminación de virutas tiende a ser más lenta cuando se utilizan herramientas redondeadas para el mecanizado de alta velocidad de piezas de aluminio CNC. El problema se puede solucionar utilizando un rompevirutas eficaz que tenga superficies de recogida con suficientes espacios libres.
máquina CNC
- Desviación de herramienta en mecanizado CNC
- Guía de selección de materiales para mecanizado CNC
- Tipos de acabados superficiales para mecanizado CNC
- Cómo diseñar piezas para mecanizado CNC
- Cómo elegir un taller de mecanizado CNC confiable para piezas CNC
- Mecanizado CNC de piezas personalizadas
- Mecanizado CNC de piezas grandes
- Mecanizado CNC para Cerámica
- Cómo hacer piezas de mecanizado cnc con tolerancias estrechas
- Consejos para el mecanizado CNC de titanio:aeroespacial y más
- Búsqueda de aluminio para mecanizado CNC