


Pañal desechable
Antecedentes
Un pañal desechable consiste en una almohadilla absorbente intercalada entre dos hojas de tela no tejida. La almohadilla está especialmente diseñada para absorber y retener los fluidos corporales, y la tela no tejida le da al pañal una forma cómoda y ayuda a prevenir fugas. Estos pañales se fabrican mediante un proceso de varios pasos en el que la almohadilla absorbente se forma primero al vacío y luego se une a una hoja superior permeable y una hoja inferior impermeable. Los componentes se sellan entre sí mediante la aplicación de calor o vibraciones ultrasónicas. Las fibras elásticas se adhieren a las sábanas para juntar los bordes del pañal en la forma adecuada para que se ajuste cómodamente alrededor de las piernas y la entrepierna del bebé. Cuando se ajusta correctamente, el pañal desechable retendrá los fluidos corporales que pasan a través de la sábana superior permeable y son absorbidos por la almohadilla.
Los pañales desechables son una invención relativamente reciente. De hecho, hasta principios de la década de 1970, las madres no tenían una alternativa real a los pañales de tela clásicos. Los pañales de algodón tienen la ventaja de ser suaves, cómodos y estar hechos de materiales naturales. Sus desventajas incluyen su absorbencia relativamente pobre y el hecho de que deben lavarse. Los pañales desechables se desarrollaron para superar estos problemas. Los primeros desechables utilizaban pelusa de pulpa de madera, guata de celulosa, pelusa de celulosa o fibras de algodón como material absorbente. Sin embargo, estos materiales no absorbieron mucha humedad por su peso. En consecuencia, los pañales fabricados con estos materiales eran extremadamente voluminosos. Se desarrollaron polímeros absorbentes más eficientes para abordar este problema.
Desde la década de 1970, la tecnología de los pañales desechables ha seguido evolucionando. De hecho, en los últimos 25 años se han emitido casi 1.000 patentes relacionadas con el diseño y la construcción de pañales. Los pañales de hoy no solo son muy funcionales, sino que incluyen características avanzadas como tallas y colores especiales para un sexo y edad específicos, indicadores de cambio de color para mostrar cuando el niño está mojado y cierres tipo VelcroTM que se pueden volver a colocar. Estas innovaciones han permitido que los desechables capturen una gran parte del mercado de pañales. En 1996, las ventas de pañales desechables excedieron los $ 4 mil millones solo en los Estados Unidos. Proctor and Gamble y Kimberly Clark son los dos fabricantes de marcas más importantes y sus ventas representan casi el 80% del mercado. Los fabricantes de marcas privadas que producen marcas de tiendas y pañales genéricos representan la mayor parte del 20% restante.
Materias primas
Almohadilla absorbente
La propiedad más importante de un pañal, de tela o desechable, es su capacidad para absorber y retener la humedad. El material de algodón utilizado en los pañales de tela es razonablemente absorbente, pero los polímeros sintéticos superan con creces la capacidad de las fibras naturales. Los pañales desechables de última generación absorben 15 veces su peso en agua. Esta capacidad de absorción fenomenal se debe a la almohadilla absorbente que se encuentra en el núcleo del pañal. Esta almohadilla está compuesta por dos elementos esenciales, un polímero hidrófilo o amante del agua y un material fibroso como la pulpa de madera. El polímero está hecho de partículas finas de un derivado de ácido acrílico, como acrilato de sodio, acrilato de potasio o acrilato de alquilo. Estas partículas poliméricas actúan como pequeñas esponjas que retienen muchas veces su peso en agua. Microscópicamente, estas moléculas de polímero se asemejan a largas cadenas o cuerdas. Algunas porciones de estas "cuerdas" químicas están diseñadas para interactuar con las moléculas de agua. Otras partes del polímero tienen la capacidad de unirse químicamente con diferentes moléculas de polímero en un proceso conocido como reticulación. Cuando una gran cantidad de estas cadenas poliméricas se entrecruzan, forman una red de gel que no es soluble en agua pero que puede absorber grandes cantidades de agua. Los polímeros con esta capacidad se denominan hidrogeles, superabsorbentes o hidrocoloides. Dependiendo del grado de reticulación, se puede variar la fuerza de la red de gel. Ésta es una propiedad importante porque la resistencia del gel está relacionada con la tendencia del polímero a deformarse o fluir bajo tensión. Si la resistencia es demasiado alta, el polímero no retendrá suficiente agua. Si es demasiado bajo, el polímero se deformará con demasiada facilidad y las partículas más externas de la almohadilla absorberán el agua con demasiada rapidez, formando un gel que impide que el agua llegue a las partículas internas de la almohadilla. Este problema, conocido como bloqueo de gel, puede superarse dispersando fibras de pulpa de madera por toda la matriz polimérica. Estas fibras de madera actúan como miles de pajitas diminutas que succionan el agua más rápido y la dispersan a través de la matriz de manera más eficiente para evitar el bloqueo del gel. Los fabricantes han optimizado las combinaciones de polímero y material fibroso para producir la absorbencia más eficiente posible.
Tejido no tejido
La almohadilla absorbente está en el centro del pañal. Se mantiene en su lugar mediante láminas de tela no tejida que forman el cuerpo del pañal. Las telas no tejidas se diferencian de las telas tradicionales por la forma en que están hechas. Los tejidos tradicionales se fabrican tejiendo fibras de seda, algodón, poliéster, lana, etc. para crear una red entrelazada de bucles de fibra. Los no tejidos se fabrican típicamente a partir de resinas plásticas, como nailon, poliéster, polietileno o polipropileno, y se ensamblan entrelazando mecánica, química o térmicamente las fibras plásticas. Hay dos métodos principales para ensamblar no tejidos, el proceso de tendido en húmedo y el proceso de tendido en seco. Un proceso de tendido en seco, como el método de "fusión por soplado", se usa típicamente para fabricar telas para pañales no tejidos. En este método, la resina plástica se funde y extruye, o se fuerza, a través de pequeños orificios mediante la presión del aire. A medida que la corriente de fibras impulsada por el aire se enfría, las fibras se condensan en una hoja. Luego, se utilizan rodillos calentados para aplanar las fibras y unirlas. El polipropileno es típicamente el material utilizado para la hoja superior permeable, mientras que el polietileno es la resina de elección para la hoja trasera no permeable.
Otros componentes
Hay una variedad de otros componentes auxiliares, como hilos elásticos, adhesivos termofusibles, tiras de cinta u otros cierres y tintas que se utilizan para imprimir decoraciones.
El
proceso de fabricación
Formación de la almohadilla absorbente
-
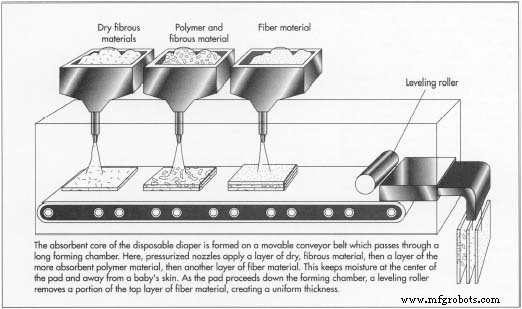
1 La almohadilla absorbente se forma sobre una cinta transportadora móvil que pasa a través de una larga "cámara de formación". En varios puntos de la cámara, las boquillas presurizadas rocían partículas de polímero o material fibroso sobre la superficie del transportador. La parte inferior del transportador está perforada y, a medida que se rocía el material de la almohadilla sobre la cinta, se aplica un vacío desde abajo para que las fibras se tiren hacia abajo para formar una almohadilla plana.
Se han empleado al menos dos métodos para incorporar polímeros absorbentes en la almohadilla. En un método, el polímero se inyecta en la misma materia prima que suministra las fibras. Este método produce una almohadilla que tiene polímero absorbente disperso uniformemente en toda su longitud, ancho y grosor. Los problemas asociados con el método son que puede producirse una pérdida de absorbente debido a que el vacío arrastra las partículas finas a través de las perforaciones del transportador. Por tanto, es caro y complicado. Este método también hace que la almohadilla se absorba de manera desigual ya que el absorbente se pierde solo por un lado y no por el otro.
Un segundo método de aplicación de polímero y fibra implica la aplicación del material absorbente sobre la superficie superior de la almohadilla después de que se haya formado. Este método produce una almohadilla que tiene material absorbente concentrado en su lado superior y no tiene mucha capacidad de absorción en toda la almohadilla. Otra desventaja es que una almohadilla hecha en
 de esta manera puede perder parte del polímero aplicado a su superficie. Además, este enfoque tiende a provocar un bloqueo del gel, ya que todo el absorbente está en el exterior de la almohadilla. La humedad queda atrapada en esta capa exterior y no tiene la posibilidad de difundirse hacia el centro. Este bloqueo mantiene la humedad contra la piel y puede provocar molestias al usuario.
de esta manera puede perder parte del polímero aplicado a su superficie. Además, este enfoque tiende a provocar un bloqueo del gel, ya que todo el absorbente está en el exterior de la almohadilla. La humedad queda atrapada en esta capa exterior y no tiene la posibilidad de difundirse hacia el centro. Este bloqueo mantiene la humedad contra la piel y puede provocar molestias al usuario. Estos problemas se resuelven controlando la mezcla de polímero y material fibroso. Se utilizan varios pulverizadores para aplicar varias capas de polímero y fibra. A medida que la fibra se introduce en la cámara y se forma el fondo de la almohadilla, se agrega una porción del polímero a la mezcla para formar una capa de polímero y fibra combinados. Luego, se tira más fibra pura en la parte superior para dar un efecto sándwich. Esta formación crea una almohadilla con el polímero absorbente confinado en su centro, rodeado de material fibroso. El bloqueo del gel no es un problema porque el polímero se concentra en el núcleo de la almohadilla. También resuelve el problema de la pérdida de partículas ya que todo el absorbente está rodeado de material fibroso. Finalmente, este proceso es más rentable porque distribuye el polímero justo donde se necesita.
- 2 Una vez que la almohadilla ha recibido una dosis completa de fibra y polímero, avanza por el camino del transportador hasta un rodillo nivelador cerca de la salida de la cámara de formación. Este rodillo elimina una parte de la fibra en la parte superior de la almohadilla para que tenga un grosor uniforme. La almohadilla luego se mueve por el transportador a través de la salida para operaciones posteriores para formar el pañal competido.
Preparación del no tejido
-
3 Las láminas de tela no tejida se forman a partir de resina plástica utilizando el proceso de soplado en fusión como se describe anteriormente. Estas hojas se producen como un rollo ancho conocido como "banda", que luego se corta al ancho apropiado para usar en pañales. Hay una banda para la hoja superior y otra para la hoja inferior. Cabe señalar que este paso no ocurre necesariamente en secuencia después de la formación de la almohadilla porque las telas no tejidas a menudo se fabrican en una ubicación separada. Cuando el fabricante está listo para iniciar la producción de pañales, estos grandes pernos de tela se conectan a un equipo especial de rodillos que alimenta la tela a la línea de ensamblaje.
- 4 En algún momento del proceso, se unen bandas elásticas estiradas a la hoja de respaldo con adhesivo. Después de ensamblar el pañal, estas bandas elásticas se contraen y juntan el pañal para asegurar un ajuste perfecto y limitar las fugas.
Montaje de los componentes
- 5 En este punto del proceso, todavía hay tres componentes separados, la almohadilla absorbente, la hoja superior y la hoja de respaldo. Estos tres componentes están en tiras largas y deben unirse y cortarse en unidades del tamaño de un pañal. Esto se logra alimentando la almohadilla absorbente sobre un transportador con la hoja inferior de polietileno. La hoja superior de polipropileno se coloca en su lugar y las hojas compiladas se unen mediante encolado, calentamiento o soldadura ultrasónica. El pañal ensamblado puede tener otros accesorios, como tiras de cinta o Velcro ™ , que actúan como cierres.
- 6 Luego, el rollo largo se corta en pañales individuales, se dobla y se empaqueta para su envío.
Subproductos / Residuos
La producción de pañales no produce subproductos importantes; de hecho, la industria de los pañales utiliza los subproductos de otras industrias. Los polímeros absorbentes utilizados en la producción de pañales a menudo son restos de líneas de producción de otras industrias químicas. Las partículas de polímero son demasiado pequeñas para otras aplicaciones, pero son adecuadas para su uso en pañales. Sin embargo, en la producción de pañales se desperdician cantidades considerables tanto de material no tejido como de partículas de polímero. Para minimizar este desperdicio, la industria intenta optimizar la cantidad de pañales que se obtienen de cada metro cuadrado de material. Además, se hace todo lo posible por recuperar el exceso de fibra y material polimérico utilizado en la cámara de formación. Sin embargo, esto no siempre es posible debido a la obstrucción de los filtros y otras pérdidas.
Control de calidad
Hay varios métodos que se utilizan para controlar la calidad de los pañales desechables y la mayoría de ellos se relacionan con la absorbencia del producto. Una clave es asegurarse de que la relación polímero / fibra en la almohadilla absorbente sea la correcta. Demasiada variación afectará la capacidad del pañal para absorber la humedad. El ensayo y error de la industria ha demostrado que, para un rendimiento y un coste óptimos, la proporción de fibra a partículas debe ser de aproximadamente 75:25 a 90:10. Incluso más críticos que esta relación son el tamaño y la distribución de estas partículas. Se ha establecido que las partículas con un tamaño de partícula medio de masa mayor o igual a aproximadamente 400 micrones funcionan muy bien con las fibras para mejorar la velocidad a la que el fluido se transporta fuera del cuerpo. Si las partículas varían mucho fuera de este rango, puede ocurrir un bloqueo del gel.
Hay varias pruebas estándar que utiliza la industria para establecer la absorbencia del pañal. Uno se conoce como humectabilidad por demanda o absorbancia gravimétrica. Estas pruebas evalúan lo que comúnmente se conoce como absorbancia bajo carga (AUL). AUL se define como la cantidad de solución salina al 0,9% absorbida por los polímeros mientras se someten a una presión equivalente a 21.000 dinas, o aproximadamente 0,30 lb / pulg2 (0,021 kg / cm2). Esta prueba simula el efecto de un bebé sentado sobre un pañal mojado. Si el pañal tiene una absorbencia de al menos 24 ml / g después de una hora, la calidad se considera aceptable.
Otros factores de control de calidad, además de la absorbencia, están relacionados con el ajuste y la comodidad del pañal. Se debe prestar especial atención a las características de fusión de las telas no tejidas utilizadas para formar la cubierta del pañal. Si se utilizan materiales con diferentes puntos de fusión, el material que se funde más rápido puede volverse demasiado blando y adherirse al aparato de ensamblaje. Cuando se quita la tela, puede quedar una superficie rugosa que resulte incómoda para el usuario. Por último, la alineación de los componentes debe comprobarse cuidadosamente o podrían producirse fugas.
El futuro
La fabricación de pañales desechables es un campo de alta tecnología que ha mostrado constantemente innovación durante las últimas décadas. No obstante, todavía hay una serie de áreas que requieren mejoras adicionales. Una de esas áreas es la de reducción de fugas. Es probable que los fabricantes desarrollen bandas elásticas mejoradas para sujetar la cintura con más fuerza sin causar rozaduras o molestias. También es probable que la preocupación actual con respecto al papel de los pañales desechables en los vertederos afecte la fabricación y la formulación. Esta preocupación puede conducir al desarrollo de pañales que sean menos voluminosos y más biodegradables.
Proceso de manufactura
- Consideraciones para el mecanizado suizo de alta producción
- ¿Qué es la formación de almohadillas de goma en el trabajo de metales?
- Investigadores del MIT construyen pañales inteligentes que detectan la humedad
- Guía de problemas de levantamiento de almohadillas en una placa de circuito impreso
- Almohadilla negra ENIG
- Facilitando la atención al paciente:sensores de pañales autoalimentados que monitorean los niveles de azúcar en la orina
- Reemplazo de las pastillas de freno:con qué frecuencia debe hacerse
- Cómo elegir el material de pastilla de freno adecuado para su equipo
- Stromag Strong:5 cosas que debe saber sobre los productos de pastillas de freno Stromag
- ¿Cuál es el mejor material para pastillas de freno?
- Ventajas de usar VIA en pads