


Tipos de medidores:descripción completa [con imágenes]
En este artículo vamos a discutir sobre los tipos de medidores , sus usos junto con sus imágenes. Comencemos con la definición de calibre.
¿Qué es el calibre?
Medidores son herramientas que se utilizan para comprobar la forma de los lados y la posición relativa de varias piezas, pero que no están provistas de elementos ajustables graduados y, por lo tanto, se entiende que son herramientas de medición del tipo de efectos secundarios únicos.
No siempre se observa una distinción clara entre instrumentos de medición y calibres. Algunas herramientas que se denominan calibres se utilizan principalmente para medir o realizar trabajos de diseño. Incluso algunos que se usan principalmente para medir dan una medida diferente.
Tipos de calibres
Los diferentes tipos de calibres utilizados en cada industria son los siguientes:-
- Calibre de tapón liso
- Tipos de complementos
- Tipos de anillos
- Calibres de pines
- Medidores de calibre
- Calibrador de espesores
- Medidor de paso de tornillo
- Medidores de radio y filete
- Calibre de placa y calibre de alambre
- Indicadores de calibre
- Medidores de aire
- Calibres cónicos
- Calibres de rosca
1. Calibre de tapón liso

Los calibres de tapón simple son tipos de calibres cilíndricos que se utilizan para comprobar orificios de muchas formas y tamaños diferentes. Se utilizan para comprobar el límite del diámetro interior de las piezas fabricadas. Hay calibres de tapón para agujeros cilíndricos rectos, cónicos, cuadrados roscados y estriados.
Estos calibres de tapón simple están hechos de acero resistente al desgaste y las manijas están hechas de cualquier acero adecuado, como manijas de metal liviano para calibres de tapón simple pesados o manijas no metálicas adecuadas para calibres de tapón simple más pequeños.
La superficie de medición de los medidores de enchufe plano está endurecida a por lo menos 750 H.V. y está debidamente estabilizado, rectificado y lapeado.
Los calibres de tapón liso tienen dos extremos para tamaños de hasta 63 mm y un solo extremo para tamaños superiores a 63 mm.
Los calibres de tapón simple se designan con "GO" y "NOGO", según corresponda.
Tipos de calibres de tapón liso
1. IR y NO IR calibres de tapón liso para tamaños de hasta 10 mm.
2. IR y NO IR calibres de enchufe liso para tamaño superior a 10 mm y hasta 30 mm (Tipo de inserción cónica)
3. IR y NO IR calibres de enchufe liso para tamaños superiores a 30 mm y hasta 63 mm de tipo abrochado.
4. Ir y NO IR calibres de tapón liso para tamaños superiores a 63 mm y hasta 100 mm de tipo abrochado.
5. SIGUE y NO SI calibres de tapón liso para tamaños superiores a 100 mm y hasta 250 mm de tipo plano. Este es un medidor de enchufe con forma de concha. Cada tapón se alivia para reducir el peso.
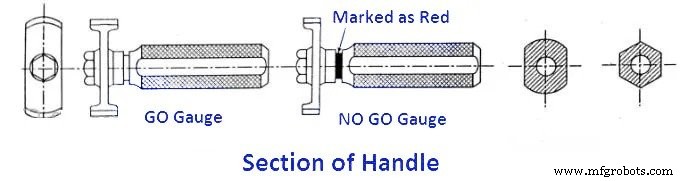
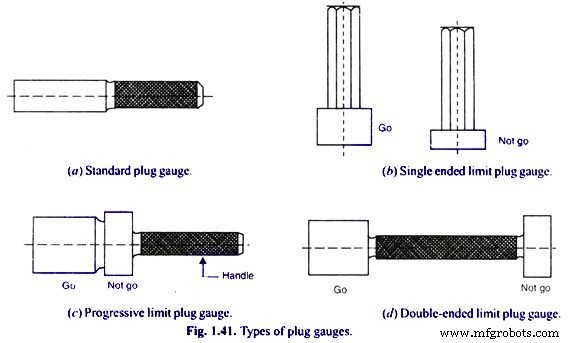
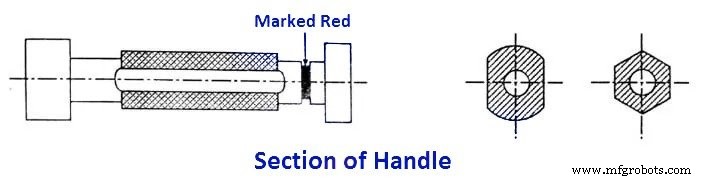
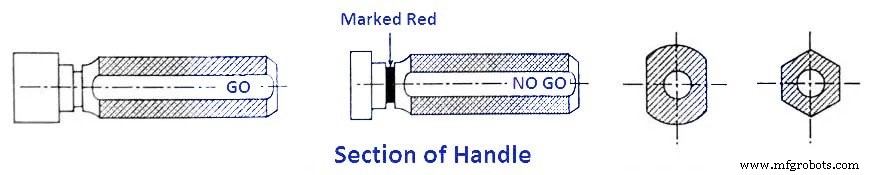
La figura muestra un calibre de tapón estándar utilizado para probar el tamaño nominal de un orificio cilíndrico.
La figura calza un indicador de tapón de límite de doble extremo que se usa para probar los límites de tamaño. En un extremo tiene un tapón de tamaño límite mínimo el extremo "ir" y; en el otro extremo un tapón de límite máximo, el extremo “no go”. Estos extremos son desmontables del mango para que puedan renovarse por separado cuando se usan.
En un indicador de tapón de límite progresivo, las secciones "pasa" y "no pasa" del medidor están en el mismo extremo del mango.
Los orificios más grandes se miden con calibres de tapón anular, que están construidos en carcasa para un peso ligero, y calibres de tapón plano, fabricados en forma de secciones diametrales de cilindros.
2. Medidores de presión

Calibres de presión son los tipos de calibres que se utilizan para comprobar las dimensiones externas. Los ejes se controlan principalmente con calibres de presión. Pueden ser sólidos y progresivos o ajustables o de dos extremos. Los tipos más comunes ilustrados en la figura son los siguientes:
- El calibrador sólido o no ajustable o el calibrador a presión con extremos "pasa" y "no pasa" se utilizan para tamaños grandes.
- El calibrador ajustable o el calibrador a presión se utilizan para tamaños más grandes.
- El calibre de presión sólido de dos extremos con extremos "pasa" y "no pasa" se usa para tamaños más pequeños.
Este se fabrica con dos yunques fijos y dos yunques regulables, uno para el “go” y otro para el “no go”. La carcasa de estos manómetros dispone de dos rebajes para recibir los yunques de medida fijados con dos tornillos. Los yunques están configurados para un tamaño específico dentro de un rango disponible de ajuste de 3 a 8 mm. Los calibres ajustables se pueden utilizar para medir series de ejes de diferentes tamaños siempre que los diámetros estén dentro del rango disponible del calibre.
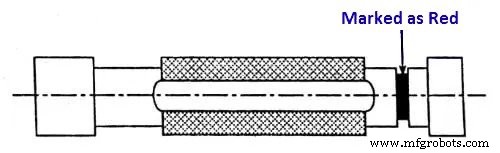
3. Calibres de anillos

Calibres de anillos se utilizan para probar los diámetros externos. Permiten comprobar los ejes con mayor precisión ya que abarcan toda su superficie. Los calibres anulares, sin embargo, son caros de fabricar y, por lo tanto, tienen un uso limitado. Además, los calibres anulares no son adecuados para medir muñones en las secciones intermedias de los ejes.
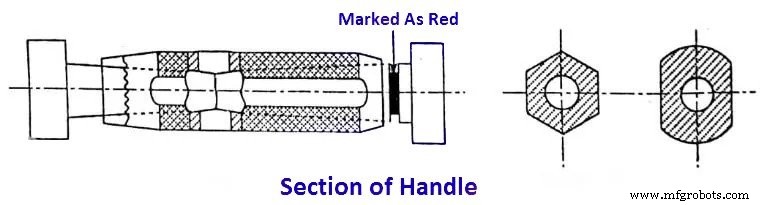
Un calibre de anillo estándar de tipo común que se muestra en la figura. En un calibre de anillo límite, los extremos "pasa" y "no pasa" se identifican mediante una ranura anular en la periferia. Por encima de unos 35 mm, todos los calibres tienen bridas para reducir el peso y facilitar el manejo.
4. Calibres de pasadores

Cuando los orificios que se van a comprobar tienen más de 75 mm, como un cilindro de automóvil, se puede utilizar un calibrador de clavijas, como se muestra en la figura. Calibres de clavijas son esos tipos de calibres.
El manómetro se coloca longitudinalmente en el orificio del cilindro durante la medición y se completa la medición. Estos calibres son especialmente útiles para medir ranuras o ranuras.
¿Qué miden los calibres de clavijas?
El PIN GAUGE es la forma del pasador de acuerdo con el tamaño fijo con precisión. El propósito principal de PIN GAUGE es medir e inspeccionar el diámetro de pequeños orificios, también se puede utilizar como barra de prueba para mediciones de desviaciones geométricas.
5. Calibradores de calibre
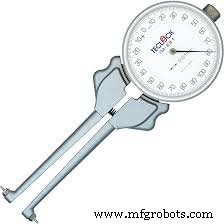
Un calibrador de calibre es similar a un calibrador a presión, pero se usa para verificar las dimensiones internas y externas del producto. Las dimensiones internas (diámetro del orificio) se verifican en un extremo del calibrador, mientras que las dimensiones externas se miden en el otro (diámetro del eje).
6. Galgas de espesores

Calibres de espesores son tipos de calibres que se utilizan para verificar los espacios libres entre los servicios de acoplamiento. Están fabricados en forma de conjunto de acero, hoja mecanizada con precisión de 0,03 a 1,0 mm de espesor y 100 mm de largo. Las cuchillas se proporcionan en un soporte como se muestra en la figura. Cada hoja tiene indicación de su grosor.
La norma india establece 7 juegos de galgas de espesores:los números 1, 2, 3, 4, 5, 6, 7, que se diferencian por el número de cuchillas que tienen y un mayor rango de espesor. Las hojas finas difieren en grosor en 0,01 mm en el conjunto de 0,03 a 1 mm y en 0,05 mm en el conjunto de 0,1 a 1,0 mm.
Para encontrar el tamaño de la holgura, se insertan una o dos cuchillas y se intenta que encajen entre la superficie de contacto hasta que se encuentran cuchillas del grosor adecuado.
7. Medidores de paso de tornillo

Medidor de paso de tornillo sirve como una herramienta diaria que se utiliza para seleccionar un tornillo requerido y para verificar el paso de las roscas de un tornillo. Consisten en una serie de cuchillas planas que se recortan en un paso determinado y se giran en un soporte como se indica en la figura. Cada hoja está estampada con el paso o el número de hilos por pulgada y el soporte lleva un número de identificación que designa el hilo para el que está destinado. Los juegos están hechos para roscas métricas con ángulo de 60 grados, para roscas inglesas con ángulo de 55 grados.
Un juego para medir hilos métricos con 20 hojas tiene pasos de 0,4 a 6 mm y para hilos ingleses con 16 hojas tiene de 4 a 28 hilos por pulgada.
Al verificar el paso de una rosca, se selecciona la hoja de calibre correspondiente más cercana y se aplica sobre la rosca que se va a probar. Es posible que haya que probar varias cuchillas hasta encontrar la correcta.
8. Medidores de radio y filete
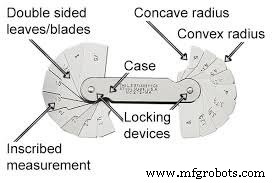
La función de este tipo de calibres es comprobar los radios de curvatura de superficies convexas y cóncavas en un rango de 1 a 25 mm. Los calibres se fabrican en juegos de placas delgadas curvadas en diferentes radios en los extremos, como se muestra en la figura. Cada juego consta de 16 hojas convexas y 16 cóncavas.
9. Calibre de placa y calibre de alambre
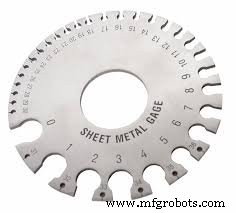
El espesor de la chapa se comprueba mediante calibradores de placa , y diámetros de alambre por medio de calibres de alambre. El calibre de placa que se muestra en la figura se utiliza para comprobar el grosor de las placas de 0,24 a 5,0 mm, y el calibre de alambre de la figura de 0,1 a 10 mm.
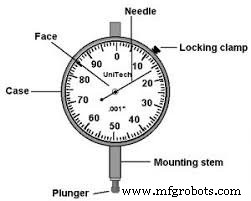
10. Manómetros indicadores
Indicadores de calibre son los tipos de calibres que emplean un medio para magnificar cuánto se desvía una dimensión, más o menos, de un estándar dado al que se ha fijado el calibre. Están destinados a medir errores en forma y tamaño geométricos, y para probar el servicio de su verdadera posición con respecto a los demás. Además, estos calibres indicadores se pueden adaptar para comprobar el descentramiento de dos ruedas dentadas, poleas, husillos y varias otras piezas giratorias de las máquinas.
Los manómetros indicadores pueden ser de tipo dial o palanca, siendo el primero el más utilizado.
11. Manómetros de aire

Los manómetros neumáticos o de aire se utilizan principalmente para determinar las características internas de un orificio por medio de aire comprimido. Hay dos tipos de manómetros de aire según la operación:un tipo de flujo y un manómetro de tipo presión
El tipo de flujo opera según el principio de velocidades de aire variables a presión constante, y el tipo de presión opera según el principio de escape de aire a través de un orificio.
La figura ilustra el principio del indicador de tipo de flujo que se usa más ampliamente en la actualidad. El aire comprimido limpiado y secado a través de un filtro pasa a través de un tubo de vidrio cónico vertical que contiene un flotador indicador a presión constante.
Luego, el aire pasa a través de una manguera flexible hacia un cabezal de medición donde escapa a través de uno o más orificios. La cantidad de flujo está controlada por el tamaño del espacio entre el cabezal de medición y el trabajo y las diferentes tasas de flujo de aire en el tubo de vidrio cubren el flotador indicador para asumir diferentes posiciones verticales. Esto se registra en un dial que está calibrado en fracciones de milímetro.
12. Calibres cónicos

El método más satisfactorio para probar un cono es usar calibres de cono. También se utilizan para obtener el diámetro de la conicidad en algún punto. Los calibres cónicos se fabrican tanto en estilo de tapón como de anillo y, en general, siguen la misma construcción estándar que el calibre de tapón y anillo. En la figura se muestra un tapón cónico y un calibre anular.
Al comprobar un agujero cónico, el calibre del tapón cónico se inserta en el agujero y se ejerce una ligera presión contra él. Si no se balancea en el agujero, indica que el ángulo de conicidad es correcto. Se sigue el mismo procedimiento en un calibre de anillo para probar husillo cónico.
El diámetro del cono se prueba para el tamaño observando qué tan lejos entra el calibre en el orificio cónico o el husillo cónico ingresa en el calibre. Una marca en el calibre muestra el diámetro correcto para el extremo grande del cono.
Para probar la corrección de la conicidad, se dibujan dos o tres líneas de tiza o lápiz en el calibre aproximadamente equidistantes a lo largo o en el orificio a lo largo de una generatriz del cono. Luego, el calibre se inserta en el orificio y se gira ligeramente. Si las líneas no se frotan uniformemente, la conicidad es incorrecta y se debe ajustar la configuración de la máquina hasta que las líneas se froten por igual en toda su longitud. En lugar de hacer líneas en el indicador, se puede aplicar una fina capa de pintura (plomo rojo, negro de carbón, azul de Prusia, etc.).
La precisión de un orificio cónico se prueba con un calibre de límite cónico que se ilustra en la figura. Esto tiene dos líneas de verificación "pasa" y "no pasa" cada una a cierta distancia de la cara final. La porción "go" corresponde a la dimensión mínima y "no go" a la dimensión máxima.
13. Calibres de rosca
La rosca (diámetro de paso de la rosca) se comprueba con calibres de rosca. Para el control de roscas internas (tuercas, casquillos, etc.) se utilizan calibres para rosca macho, mientras que para el control de roscas externas (tornillos, pernos) se utilizan calibres para rosca anular o calibres de presión. Los calibres de rosca de una sola pieza sirven para medir diámetros pequeños. Para diámetros grandes, los calibres se fabrican con un tapón extraíble mecanizado con una espiga. Los calibres estándar se fabrican en una sola pieza.
Los tipos comunes de calibres de rosca se ilustran en la figura:
Calibres de bujía estándar :Puede ser de varios tipos
- Calibre de enchufe con solo parte roscada
- Porción roscada en un extremo y tapón cilíndrico plano en el extremo opuesto para dar el diámetro de "núcleo" correcto
- Calibrador de roscas con núcleo y diámetros completos.
Calibres de tapón de límite:tienen una sección de rosca larga en el extremo "pasa" y una sección de rosca corta en el extremo "no pasa" para corresponder a los límites mínimo y máximo respectivamente.
Calibres de anillos de rodillos:Del mismo modo, tienen extremos "pasa" y "no pasa". También ser sólido y ajustable
Calibradores de presión de rodillos:Los calibradores de presión de rodillos se utilizan a menudo en la práctica de producción para medir roscas externas. Se componen de un cuerpo, dos rodillos "pasa" emparejados y dos rodillos "no pasa" emparejados.
Calibres de roscas cónicas:se utilizan para comprobar roscas cónicas. Los calibres de rosca de anillo (cónicos) se fabrican en dos variedades:rígidos (no ajustables) y ajustables. Los calibres de anillo no ajustables "pasa" tienen rosca completa mientras que los "no pasa" tienen un perfil de rosca truncado.
14. Medidores de forma
Los calibradores de forma se pueden usar para verificar el contorno de un perfil de una pieza de trabajo para que cumpla con ciertas especificaciones de forma o forma.
Indicador de plantilla
Los calibres de forma que están hechos de chapa de acero se denominan calibre de perfil o plantilla. Los calibres de un perfil pueden contener dos contornos que representan los límites dentro de los cuales debe estar un perfil, como se muestra en la figura.
Estos eran todos los tipos de calibres. Espero que te haya gustado este artículo. Por favor deja un comentario sobre tu experiencia leyendo este post sobre los Tipos de calibres.
Tecnología Industrial
- Descripción general de los tipos de empalmes para juntas vulcanizadas
- La descripción general completa de RFID activa
- MTBF:una descripción completa
- 13 tipos diferentes de malware en 2021 [con ejemplos]
- 5 tipos diferentes de centros de datos [con ejemplos]
- 8 tipos diferentes de tecnología en 2021 [con ejemplos]
- 15 tipos diferentes de montacargas:la lista completa
- Pistón - Resumen completo
- 38 tipos de abrazaderas y sus usos [con imágenes]
- Una descripción general completa del bus de datos:¡Conecte los puntos!
- Dara Crane:una descripción completa