


Términos de impresión 3D:el glosario definitivo
Hay una cantidad infinita de términos de impresión 3D por ahí. Si bien algunos términos son muy comunes y se usan con frecuencia, otros no lo son, por lo que es fácil perderse en la terminología mientras lee. Por esa razón, decidí hacer el glosario definitivo sobre cualquier término 3D.
En este artículo, le daré un vistazo rápido a cada término de impresión 3D.
Tipos de filamentos

ASA
El acrilato de estireno de acrilonitrilo (ASA) es un tipo de filamento creado originalmente como una alternativa al ABS con mejores condiciones de resistencia a la intemperie y menos deformación. ASA es resistente a los rayos UV y tiene excelentes propiedades mecánicas, ya que es rígido y resistente a los impactos. Debido a estas propiedades, ASA se usa principalmente para aplicaciones al aire libre. La impresión con ASA debe realizarse en áreas bien ventiladas, ya que produce humos tóxicos.
ABS
El acrilonitrilo butadieno estireno (ABS) es uno de los filamentos de impresión 3D más antiguos y populares. Es un filamento de bajo costo con resistencia a altas temperaturas y buena durabilidad. Para imprimir correctamente con ABS, necesitará una cama de impresión calentada o una cámara calentada, ya que este filamento es propenso a deformarse mucho sin el calor adecuado. Utilizar en áreas bien ventiladas para evitar los humos producidos durante el proceso de fusión (artículo relacionado).
PETG
El polietilen tereftalato glicol (PETG) es un filamento de impresión 3D semirrígido. Los objetos impresos con PETG tendrán un acabado superficial brillante y liso. Conocido por su durabilidad y facilidad de uso, el PETG se encuentra a medio camino entre el PLA y el ABS (los filamentos más utilizados), ya que es más flexible y duradero que el PLA y más fácil de usar que el ABS. El PETG es higroscópico, así que guárdelo en un lugar fresco y seco (artículo relacionado).
PLA
El ácido poliláctico (PLA) es el filamento más utilizado en la impresión 3D. Imprimir con PLA es fácil, ya que se derrite a bajas temperaturas y tiene problemas mínimos de deformación, lo que lo hace ideal para principiantes. Evite el PLA para aplicaciones al aire libre, ya que tiene una baja resistencia al calor y puede deformarse cuando se expone a la luz solar (artículo relacionado).
Nail
El nailon es un tipo de filamento fuerte, duradero y flexible. Algunas impresoras necesitarán una actualización antes de poder imprimir con nailon, ya que requiere altas temperaturas de impresión y una cama caliente para imprimir correctamente sin deformarse. El nailon debe almacenarse en bolsas herméticas para evitar la absorción de humedad; si no lo hace, la humedad en el filamento puede provocar defectos en la impresión.
CADERAS
El poliestireno de alto impacto (HIPS) se usa principalmente como estructura de soporte soluble junto con ABS en impresoras de doble extrusión. HIPS se disolverá en limoneno y solo el ABS permanecerá sin marcas de soporte. El ABS es el único filamento que no se daña con el limoneno. HIPS también se puede usar como un solo filamento, es liviano y más resistente que el PLA y produce menos deformación que el ABS.
PVA
El alcohol polivinílico (PVA) es un filamento utilizado como soporte para impresiones complejas en impresoras 3D de doble extrusión. Se disuelve en agua tibia, por lo que se puede combinar con muchos filamentos, a diferencia de HIPS que solo admite ABS. El PVA es muy sensible a la humedad, por lo que debe almacenarse en recipientes herméticos para mantener el carrete utilizable a largo plazo.
Flexibles (TPE, TPU, TPC)
Los filamentos flexibles (TPE, TPU, TPC) tienen propiedades similares a la goma, lo que significa que son muy elásticos y se pueden doblar y estirar fácilmente sin romperse. Estos filamentos son suaves y duraderos ya que tienen una alta resistencia al impacto. Las extrusoras Bowden pueden tener dificultades para imprimir filamentos flexibles porque pueden adherirse y dañar el tubo de PTFE (consulte nuestro artículo).
Fibra de Carbono
La fibra de carbono se utiliza para reforzar otros filamentos para mejorar las propiedades del material. Los filamentos infundidos con fibra de carbono muestran mayor resistencia y rigidez. El resultado es un material resistente y ligero perfecto para aplicaciones estructurales. Estas fibras son muy abrasivas y dañarán las boquillas de latón rápidamente, así que considere usar una boquilla de material duro para estos filamentos.
Polipropileno
El polipropileno (PP) es un filamento resistente y duradero. Tiene una fuerte resistencia al calor y produce acabados superficiales lisos. El problema con el polipropileno es que es notoriamente difícil imprimir con él porque es propenso a deformarse mucho y, además, tiene una mala adherencia de la capa.
Policarbonato
El policarbonato (PC) es uno de los filamentos 3D más fuertes; este filamento es muy fuerte, duradero y, sin embargo, flexible. La PC también tiene muy buena resistencia al calor y al impacto, lo que la convierte en una opción sólida para entornos difíciles. La mayoría de las impresoras de consumo necesitarán actualizar el extremo caliente para imprimir con una PC, ya que requiere temperaturas de impresión muy altas. El filamento de PC es higroscópico, por lo que debe mantenerse en espacios secos para preservar la integridad de la bobina.
Filamento conductor
El filamento conductor es capaz de conducir electricidad. Este tipo de filamento se utiliza para circuitos de baja tensión. En la mayoría de los casos, PLA o ABS es el material base utilizado en el filamento conductor, pero no son los únicos. Dependiendo del fabricante, estos filamentos presentan diferentes valores de resistividad.
Filamento Magnético
Los filamentos magnéticos son filamentos de base PLA o ABS que se infundieron con polvo de hierro. El resultado es un filamento que actúa como metal y es atraído por los campos magnéticos. Es un filamento abrasivo y se debe utilizar una boquilla de acero endurecido (consulte nuestro artículo sobre el tema).
Filamento de madera
Los filamentos de madera suelen ser filamentos de base PLA combinados con fibra de madera que se ven y se sienten como madera. Este filamento compuesto es menos flexible y más débil que la versión PLA normal. Además, las boquillas pueden sufrir y dañarse al imprimir este material (consulte nuestro artículo sobre el tema).
Términos relacionados con materiales
Temperatura de transición vítrea (Tg)
La temperatura de transición vítrea (Tg) es la temperatura a la que un material pasa de un estado sólido duro a un estado blando y pegajoso. Los materiales con baja Tg como el PLA son más fáciles de manipular ya que no requieren altas temperaturas para su procesamiento. Asimismo, los materiales con alta Tg podrán soportar condiciones difíciles ya que son más difíciles de deformar (artículo completo). Se mide en C° o F°.
Resistencia a la tracción
La resistencia a la tracción indica cuánto estrés puede soportar un material antes de romperse. Siempre que imprima piezas con fines de resistencia y resistencia, use filamentos de alta resistencia a la tracción como el policarbonato (si su impresora lo permite). Suele medirse en Pascales.
Conductividad
La conductividad se refiere a la propiedad o poder de un material para conducir o transmitir calor o electricidad. Suele medirse en Siemens por metro.
Elasticidad
La elasticidad es la capacidad de un objeto físico para deformarse cuando se le aplica suficiente fuerza y luego volver a su tamaño y forma originales cuando se elimina esa fuerza.
Resistencia a la fatiga
La resistencia a la fatiga indica cuánto estrés puede soportar un material durante un número determinado de ciclos sin romperse. Se mide como el número de ciclos de tensión-compresión.
Viscosidad
La viscosidad se refiere a la resistencia de un fluido a cambiar de forma, en otras palabras, mide la resistencia de un fluido a fluir. Por ejemplo, el agua tiene una viscosidad más baja que la miel. Por lo general, se expresa en términos de centipoise (cP), que equivale a 1 mPa por segundo.
Higroscopicidad
Un material higroscópico absorbe la humedad del entorno circundante. Cuando estos materiales absorben las moléculas de agua pueden cambiar físicamente, alterando sus propiedades. Se puede medir comparando el volumen de un objeto en estado seco y húmedo.
Piezas de impresora 3D
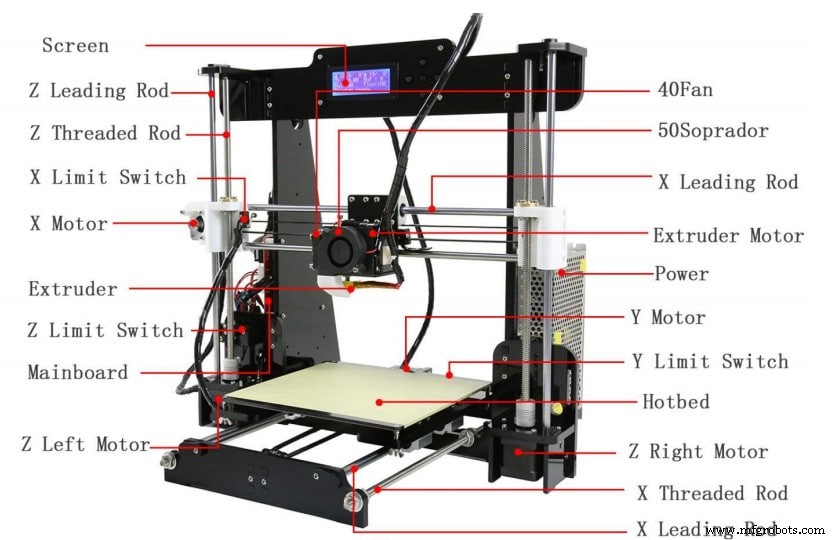
Placa del controlador
La placa controladora es el "cerebro" de su impresora 3D. Maneja todas las funciones electrónicas y los requisitos de una impresora 3D. Estas placas de circuito impreso (PCB) reciben el código G de la rebanadora y lo traducen en comandos para los motores y componentes de calefacción de la impresora 3D.
Extrusor
La extrusora es la parte de una impresora 3D que maneja el movimiento y procesamiento del filamento para depositarlo en capas sucesivas para formar el objeto 3D. El extrusor se compone de 2 elementos, el extremo frío y el extremo caliente.
Extremo frío
El extremo frío es la parte de la impresora 3D donde se alimenta el filamento. Allí, los engranajes impulsores agarran el filamento y lo empujan hacia el extremo caliente. En las extrusoras de accionamiento directo, el extremo frío está directamente encima del extremo caliente. Mientras que en las configuraciones Bowden, los engranajes impulsores generalmente se montan en el marco de la impresora.
Extremo caliente
El extremo caliente es la parte de la impresora 3D donde el filamento se derrite y luego se deposita en capas sucesivas en la cama de impresión. El filamento se empuja a través de un tubo no conductor de calor hacia el bloque del calentador donde se derrite y luego se expulsa por la boquilla.
Boquilla
La boquilla se enrosca en el bloque del calentador y es la última parte del extremo caliente por el que viaja el filamento antes de depositarse en la cama de impresión. Las boquillas vienen en diferentes diámetros y materiales, siendo el latón el más utilizado y el de 0,4 mm el más popular. Evite las boquillas de latón siempre que imprima con filamentos abrasivos, ya que pueden dañarse con bastante rapidez.
Tubo Bowden
En una configuración Bowden, los engranajes impulsores generalmente se montan en el marco de la impresora. Desde allí, el filamento se empuja a través de un tubo Bowden hacia el extremo caliente. El tubo Bowden generalmente está hecho de plástico PTFE que es resistente al calor y protege el filamento.
Bloque calentador
El bloque calefactor forma parte del hot end y funciona como conductor térmico. El cartucho calentador calienta el bloque calentador que luego calienta la boquilla. Los bloques calefactores suelen estar hechos de aluminio, ya que es un excelente conductor térmico.
Cartucho calentador
El cartucho calefactor es el elemento encargado de generar calor en una impresora 3D. Se insertan en el bloque calentador y producen calor a partir de la corriente eléctrica. El calor viaja a través del bloque calentador hacia las boquillas donde se derrite el filamento.
Termistor
El termistor se inserta en el bloque del calentador y le dice a la impresora 3D qué tan caliente está el bloque del calentador. Esto es importante porque los diferentes tipos de filamentos requieren diferentes temperaturas de impresión para fundirse con éxito.
Ventilador de refrigeración
El ventilador de enfriamiento es parte del extremo caliente y, junto con el disipador de calor, ayuda a disipar el calor. Sin el ventilador de enfriamiento, el calor producido por las altas temperaturas de impresión podría viajar fuera del extremo caliente y derretir el filamento antes de tiempo. Si el filamento se derrite antes de entrar en el extremo caliente, es probable que tenga que lidiar con obstrucciones.
Ventiladores de capas
El abanico de capas es importante para imprimir con éxito algunos filamentos. Está ubicado cerca de la boquilla y tiene como objetivo enfriar el filamento cuando sale a la cama de impresión. Así ayudamos al filamento fundido a solidificarse más rápido y evitar deformaciones.
Finales de carrera
Los topes le dicen a su impresora 3D cuánto puede mover la boquilla a través de los ejes X, Y, Z. Los finales de carrera son los encargados de evitar descarrilamientos y atascos en un determinado eje. Los más comunes son los interruptores mecánicos pero también los hay ópticos y magnéticos.
Cama de impresión
La cama de impresión es la superficie donde imprime la impresora 3D. Idealmente, proporciona una superficie perfectamente plana para la extrusión de su boquilla. La cama de impresión también le da a la primera capa una superficie pegajosa para evitar que el filamento se desprenda. Dependiendo del material de la cama de impresión, es posible que deba aplicar un poco de adhesivo para asegurarse de que el filamento se adhiera a él. Las camas de impresión de vidrio son las más utilizadas, pero existen otros materiales con propiedades diferentes.
Motores de eje X, Y, Z
Los motores de los ejes son responsables de mover la boquilla de la impresora 3D a través de los diferentes ejes. Para tener una impresión exitosa, los motores de los ejes deben mover correctamente el extremo caliente. Cualquier mal funcionamiento en los motores de los ejes disminuirá la calidad y la velocidad de impresión.
Términos de solución de problemas
Deformación
Tiene un problema de deformación cada vez que ve que el filamento se enrolla y se aleja de la cama de impresión durante la impresión 3D. La deformación ocurre cuando el filamento se enfría de manera desigual, ya que el plástico se contrae cuando se enfría. Si el filamento se contrae demasiado, se levantará y se separará de la cama de impresión. Para evitar la deformación, asegúrese de que el filamento tenga una buena adherencia a la cama de impresión. Algunos filamentos son más propensos a deformarse y requieren el uso de una cama caliente para evitarlo.
Arrastre de calor
La fluencia térmica se refiere a un problema en la impresión 3D donde el calor viaja hacia arriba fuera de la zona de fusión y comienza a debilitar y ablandar el filamento antes de tiempo. Este problema hace que la extrusora funcione mal y, en última instancia, puede provocar obstrucciones. Para evitar la fuga de calor, intente reducir las temperaturas de impresión y asegúrese de que los ventiladores de refrigeración estén funcionando.
Puente
El puente en la impresión 3D es esencialmente una extrusión de filamento suspendido en el aire que conecta dos columnas. Cuando una impresora no puede cerrar un pequeño espacio, hay un problema de puente. Los problemas de puente son bastante comunes; para resolver este problema, intente aumentar la velocidad del ventilador de la capa y disminuya la temperatura y la velocidad de impresión (artículo relacionado).
Precisión dimensional
Cada vez que su objeto impreso tiene tamaños diferentes a los previstos originalmente, se enfrenta a problemas de precisión dimensional. El grado de coincidencia de un objeto impreso con el tamaño y las especificaciones del archivo original depende de muchas cosas. Entonces, antes de comenzar a apretarse el cinturón y ajustar el firmware, imprima un cubo de prueba para ver qué tan precisa es su impresora. El ABS es conocido por encogerse hasta un 8 % cuando se enfría.
Ghosting o Ringing
Fantasma, timbre, ondulación, eco, todos estos términos se refieren a la presencia no deseada de líneas o características duplicadas en la superficie de los objetos impresos en 3D. Esto es causado por cambios rápidos de velocidad y dirección en la extrusora que resultan en vibraciones. Para evitar este problema, reduzca la velocidad de impresión y disminuya la configuración de aceleración y tirones (artículo completo sobre cómo resolver este problema).
Sobreextrusión
Siempre que la impresora 3D está extruyendo más filamento de lo que el software cree, se denomina sobreextrusión. La extrusión excesiva provoca impresiones de mala calidad y puede arruinar por completo un objeto impreso. Las posibles soluciones para la sobreextrusión son reducir la temperatura de impresión, disminuir el caudal de extrusión y asegurarse de que la rebanadora tenga la configuración correcta del diámetro del filamento (artículo completo sobre cómo resolver el problema).
Subextrusión
Siempre que la impresora 3D extruye menos filamento de lo que el software cree, se denomina subextrusión. La subextrusión debilita la estructura del objeto impreso en 3D. Si ve que las capas de su modelo son demasiado delgadas o tienen agujeros o espacios, lo más probable es que experimente una subextrusión. Para corregir la subextrusión, haga que el software tenga el diámetro de filamento correcto y aumente la temperatura de impresión y el caudal de extrusión (artículo de solución de problemas relacionado).
Adhesión al lecho
La adhesión a la cama se refiere a qué tan pegajosa es la cama de impresión. Para una impresión exitosa, es importante que el filamento se adhiera a la cama de impresión. La mala adhesión a la cama puede provocar deformaciones, entre otros problemas de impresión. Para evitar problemas de adhesión a la cama, asegúrese de que la cama de impresión esté nivelada y limpia. Si el problema persiste, las barras de pegamento y los aerosoles para el cabello pueden proporcionar mucha adherencia adicional para la cama de impresión.
Separación de capas
La separación de capas tiene que ver con los enlaces entre capas. Para una impresión exitosa, cada capa debe adherirse adecuadamente a la que está debajo. Una mala adhesión capa a capa puede resultar en impresiones drásticamente defectuosas. La separación de capas es fácil de detectar, ya que verá espacios entre las capas. Consulte nuestro artículo sobre las causas y soluciones de este problema.
Extrusor obstruido
Un extrusor obstruido significa que su impresora 3D ya no puede extruir el filamento correctamente. Esto generalmente es causado por una obstrucción dentro de la boquilla. Para evitar que el extrusor se obstruya, asegúrese de tener la temperatura de impresión correcta para su filamento y que esté limpio. Además, verifique que la boquilla no esté demasiado cerca de la cama de impresión, ya que a veces no hay suficiente espacio para la extrusión (cómo arreglar una extrusora obstruida).
Brechas
Los huecos son un problema común en la impresión 3D. Puede tener espacios entre líneas en la primera capa y la superior o entre capas. Se aplican diferentes soluciones dependiendo de dónde están los espacios (cómo arreglar los espacios).
Manchas y granos
Blobs y Zits son pequeños bultos en la superficie exterior de un objeto impreso en 3D. Esto sucede en el lugar donde la extrusora termina de imprimir una sección de la cubierta exterior y comienza a imprimir una nueva. Para evitar manchas y granos, asegúrese de tener la configuración óptima de retracción y deslizamiento en la rebanadora.
Relleno débil
El relleno proporciona soporte para la estructura de un objeto impreso en 3D. Un relleno débil significa que la impresión puede romperse fácilmente. Para evitar este problema, utilice un patrón de relleno fuerte. Si el problema persiste, reduzca la velocidad de impresión y aumente el porcentaje de relleno (artículo completo).
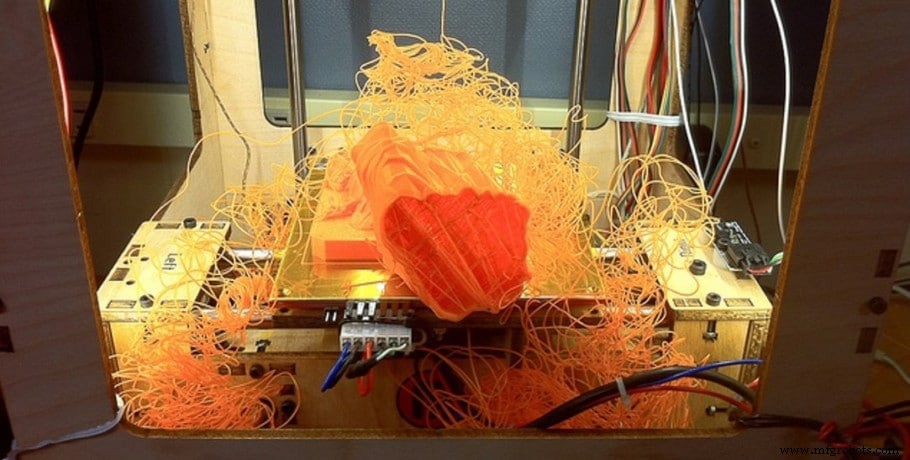
Encordado
Cuando la extrusora se mueve a través de un espacio abierto hacia una nueva ubicación para imprimir, algunos filamentos pueden salir por la boquilla y adherirse al objeto impreso. Este problema se llama encordado y hace que sus impresiones parezcan tener telarañas. Para evitar la formación de hilos, baje la temperatura de impresión y verifique que tenga la configuración de retracción adecuada (artículo completo).
Cambio de capa
El cambio de capa es un error en la impresión 3D en el que la impresora funciona mal y extravía las capas. Las capas se colocan incorrectamente entre sí, esto puede suceder gradualmente o como un gran desplazamiento. Esto puede suceder debido a una velocidad excesiva y problemas mecánicos o eléctricos.
Sobrecalentamiento
El sobrecalentamiento es un problema en la impresión 3D, donde el filamento se extruye a alta temperatura y, por lo tanto, no puede enfriarse a tiempo y conservar la forma deseada. El sobrecalentamiento se puede solucionar con temperaturas de impresión adecuadas y ventiladores de capa.
Pata de elefante
El pie de elefante describe una deficiencia de impresión 3D en la que la primera capa de un objeto impreso en 3D es un poco más grande que el resto. A veces, el peso de las capas superiores genera suficiente presión para abultar la primera capa si no se ha enfriado por completo. La pata de elefante se puede arreglar nivelando la cama de impresión, reduciendo la temperatura de la cama caliente o agregando una balsa al modelo (artículo relacionado).
Tecnologías de impresión 3D
Estereolitografía (SLA)
La estereolitografía (SLA) es una tecnología popular de impresión 3D. Esta tecnología utiliza un láser para endurecer una resina fotosensible en un método capa por capa. SLA es uno de los métodos de impresión 3D más precisos, ya que proporciona detalles de alta calidad, tolerancias dimensionales estrictas y acabados superficiales suaves. La desventaja es que el SLA suele ser más lento, las resinas son frágiles y los componentes son caros. Para impresiones más fuertes, se recomienda el curado UV posterior al procesamiento (artículo relacionado).
Procesamiento de luz digital (DLP)
El procesamiento de luz digital (DLP) es una técnica de impresión 3D que emplea la luz de una pantalla de proyector especializada para solidificar la resina fotosensible. DLP crea una capa completa a la vez, lo que lo hace más rápido que SLA. Para lograr la forma deseada, un dispositivo de microespejo digital (DMD) ubicado entre la fuente de luz y la resina dirige la luz y crea el patrón de una capa.
Modelado por deposición fundida (FDM)
El modelado por deposición fundida (FDM) es el método de fabricación aditiva más popular. Implica alimentar la impresora 3D con un filamento termoplástico que se calienta más allá de su temperatura de transición vítrea. Luego, el filamento fundido se extruye en la cama de impresión capa por capa. Las impresoras FDM son más baratas que las de resina y pueden usar una amplia variedad de materiales para imprimir (artículo relacionado).
Sinterización selectiva por láser (SLS)
La sinterización selectiva por láser (SLS) es un método rápido de fabricación aditiva. Esta tecnología crea objetos 3D mediante la sinterización de partículas finas de polvo de polímero. Después de que un rodillo esparce una fina capa de polvo sobre la cama de impresión, un láser calienta el material y lo fusiona. Cuando una capa ha terminado de imprimirse, se baja la plataforma de impresión y se coloca otra capa de polvo para que continúe el proceso. Este método no requiere soportes porque el propio polvo sirve de soporte. Una vez finalizada la impresión, debe eliminar el polvo sin sinterizar del modelo.
Fusión láser selectiva (SLM)
La fusión selectiva por láser (SLM) es otra técnica de fabricación aditiva rápida. En SLM, se usa un láser para derretir y fusionar el polvo metálico. Un rodillo esparce el polvo metálico por la cama de impresión y, cuando el láser termina de imprimir las capas, la cama de impresión se baja y se repite el proceso. A diferencia de SLS, SLM requiere soportes para voladizos ya que el material es más pesado.
Fusión por haz de electrones (EBM)
Electron Beam Melting (EBM) es una tecnología de fabricación aditiva utilizada para imprimir piezas de metal. El proceso de impresión tiene lugar en una cámara de vacío donde un haz de electrones de alta energía fusiona el polvo metálico para crear, capa por capa, las piezas deseadas. Esta técnica es muy rápida y permite la construcción de objetos complejos y de gran resistencia. Las máquinas y los materiales de EBM son caros, por lo que esta tecnología es utilizada principalmente por industrias de alto valor.
Fabricación de Objetos Laminados (LOM)
La fabricación de objetos laminados (LOM) es un proceso rápido de fabricación aditiva que crea modelos mediante el uso de laminados de papel, plástico o metal. El material se pega sucesivamente usando calor y presión, y la forma deseada del objeto se corta con un cortador láser.
Software de impresión 3D
Software CAD popular para impresión 3D
Licuadora
Blender es un software gratuito y de código abierto que admite la totalidad de la tubería 3D. Es un programa increíble para el diseño artístico, en el que te preocupas más por la apariencia natural de las formas reales que por la precisión dimensional. Como es un Python de código abierto, los desarrolladores pueden usar la API de Blender para crear sus propias herramientas (revisión completa).
ZBrush
ZBrush es el rey de la escultura digital ya que tiene una inmensa y refinada selección de pinceles para esculpir. Este software puede manejar una gran cantidad de polígonos, lo que permite a los diseñadores crear modelos increíblemente detallados. Se requiere una suscripción paga para usar el programa (revisión completa).
Esbozar
SketchUp es un software de diseño asistido por computadora en 3D basado en navegador con versiones gratuitas y de pago. Es un gran software para principiantes interesados en la construcción y el diseño de interiores, ya que es uno de los programas de modelado CAD en 3D más fáciles de iniciar en el mundo del diseño en 3D (revisión completa).
Fusión 360
Fusion360 es un software CAD 3D basado en la nube para el diseño y la fabricación de productos. Se utiliza mejor para un modelado preciso, por lo que es perfecto para la impresión 3D funcional donde se requieren tolerancias exactas y ángulos específicos. Para uso profesional, debe pagar una suscripción, pero es gratis para necesidades personales (revisión completa).
CAD gratuito
FreeCAD es un software de modelado paramétrico 3D gratuito y de código abierto. Este programa está destinado a ser utilizado para diseñar modelos con fines mecánicos, como piezas de repuesto precisas y objetos técnicos elaborados. Como FreeCAD es completamente paramétrico, no se recomienda para modelar formas orgánicas (revisión completa).
SolidWorks
SolidWorks es un popular software de diseño asistido por computadora considerado un estándar de la industria para la ingeniería. Está enfocado al diseño paramétrico por lo que el modelado orgánico no es muy práctico con este programa. SolidWorks se desarrolló principalmente para construir objetos mecánicos que integran mecanismos y ensamblajes. Se requiere una licencia paga para usar este software (revisión completa).
Tinkercad
Tinkercad es un software gratuito de diseño 3D basado en navegador. Es una gran herramienta para introducir a los niños a las maravillas del modelado 3D, ya que es bastante fácil obtener los conceptos básicos con él. En Tinkercad, diseñas usando un catálogo preestablecido de formas que limita tus opciones, pero aún puedes hacer algunos modelos asombrosos con ellos (revisión completa).
Rebanadoras populares para impresión 3d
Cura
Cura es una aplicación gratuita de corte de código abierto muy popular para impresoras 3D. Este es un cortador simple y accesible tanto para principiantes como para expertos. Los principiantes pronto descubrirán lo fácil que es usar este software con su interfaz amigable y clara, y las configuraciones predeterminadas recomendadas. Para los expertos, hay más de 400 configuraciones que puede modificar para obtener los resultados que desea (ver comparación de segmentación).
Simplificar 3D
Simplify3D es un programa de corte en 3D de pago. Debido a su costo, es utilizado principalmente por profesionales con fines comerciales. Simplify3D brinda a los usuarios la oportunidad de trabajar con múltiples procesos. Puede establecer diferentes parámetros para diferentes objetos en la cama de impresión e incluso diferentes alturas de capa para el mismo modelo. Además, Simplify3D es una segmentación rápida y puede importar archivos masivos y mostrarlos en poco tiempo (ver comparación de segmentación).
KISSlicer
KISSlicer es una aplicación de corte para impresoras 3D con una versión gratuita y otra de pago. La mayoría de los fabricantes encontrarán que la versión gratuita satisface sus necesidades, pero algunos pueden querer configuraciones más avanzadas que se encuentran en la versión Pro, como las opciones de extrusión dual. Esta cortadora es fácil de usar y, sin embargo, tiene muchas funciones avanzadas de corte para obtener impresiones de calidad.
Slic3r
Slic3r es un excelente software de corte gratuito y de código abierto para impresoras 3D. Esta cortadora es más adecuada para expertos, ya que tiene demasiadas configuraciones y funciones experimentales. Slic3r es un programa completo que puede recoger cualquier cosa que le arrojes, incluso puede usarse para impresiones SLA.
Octoimpresión
OctoPrint es una aplicación de controlador de impresora 3D remota gratuita y de código abierto. Con un dispositivo habilitado para Wi-Fi, como una Raspberry Pi, conectado a la impresora 3D, obtiene un control total sobre sus impresiones a través de un navegador web o un dispositivo portátil. Además, OctoPrint puede dividir archivos STls ya que tiene integrado CuraEngine.
Cortador Prusa
PrusaSlicer es un software gratuito de código abierto basado en Slic3r. Este programa proporciona tres modos de uso, principiante, avanzado y experto. Estos modos, junto con la interfaz de usuario clara y sencilla, hacen que el software sea fácil de usar. Este software rico en funciones se puede usar tanto para impresoras FDM como de resina (ver comparación de cortadores).
Formatos de archivo

STL
STL es el formato de archivo más utilizado en la impresión 3D. Cuando finaliza el proceso de modelado, el objeto se guarda como un archivo STL, que almacena la información sobre el modelo 3D como una malla de triángulos teselados.
La mayoría de las impresoras 3D no pueden interpretar STL directamente, por lo que el archivo se convierte en código G antes de imprimir. Los archivos STL solo contienen información sobre la geometría de la superficie de un modelo 3D. No hay información sobre el color, la textura, ni comprueba la estabilidad de la geometría del objeto, lo que puede dar lugar a errores.
Código G
Las impresoras 3D (y la mayoría de las máquinas CNC) leen el código G para obtener instrucciones sobre cómo imprimir un modelo. G-code proporciona en secuencia todos los comandos (movimientos de extrusión, temperatura, ventiladores, velocidad, etc.) que ejecutará la impresora 3D para imprimir el modelo deseado.
OBJ
OBJ es otro formato de archivo popular que se utiliza para guardar un proyecto cuando finaliza el proceso de modelado. OBJ puede almacenar la geometría, el color y la textura de la superficie de un modelo. Con OBJ puede obtener superficies más suaves ya que puede usar diferentes tipos de polígonos.
AMF
AMF estaba destinado a reemplazar a STL como el principal formato de archivo en la impresión 3D. Diseñado para ser más rápido, AMF tiene soporte nativo para especificaciones de archivos como geometría de superficie, color, material y orientación. Sin embargo, AMF no es universalmente compatible con la industria de la impresión 3D.
3MF
3MF es un formato de archivo de código abierto para la fabricación aditiva que está ganando popularidad en la industria de la impresión 3D. 3MF es muy preciso y puede almacenar datos de fabricación, como la configuración de la cortadora, además de toda la información relevante sobre un modelo (geometría de la superficie, color y textura). Estos archivos suelen estar libres de errores y listos para imprimir.
VRML y X3D
VRML y su sucesor X3D son formatos de archivo estándar que se utilizan para representar objetos del mundo interactivos en 3D en la web. La geometría, el color y la textura de la superficie se pueden especificar dentro de estos archivos. Algunas segmentaciones pueden leer estos formatos de archivo directamente.
DWG
DWG (dibujo) es un formato de archivo binario patentado que contiene todos los datos sobre un proyecto CAD. DWG es el formato nativo de varios programas de CAD y lo utilizan principalmente ingenieros, diseñadores y arquitectos.
F3D
F3D es el formato de archivo nativo utilizado por Fusion360 para almacenar archivos locales de modelos, diseños y activos.
DXF
DXF es un formato de archivo de datos CAD desarrollado por Autodesk. DXF se creó para permitir la interoperabilidad de datos entre AutoCAD y otro software.
PASO
El formato de archivo STEP se utiliza para la interoperabilidad entre todos los programas CAD. Este formato de archivo de código abierto puede describir con precisión cualquier forma empleando representaciones matemáticas de geometría 3D (NURBS).
SÁBADO
Los archivos SAT almacenan datos de geometría 3D dentro de un formato de archivo de texto estándar. El formato es compatible con muchos programas de CAD en 3D, por lo que se puede utilizar para la interoperabilidad y se guarda en el formato de modelado sólido ACIS de Spatial.
X3G
X3G es un formato de archivo de trayectoria desarrollado por MakerBot. Es una alternativa simplificada y eficiente del código G que es más fácil de manejar para las impresoras MakerBot.
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y cuidadosamente seleccionados. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- ULTEM y PEEK:la guía definitiva para materiales de impresión 3D de alto rendimiento
- 6 formas de reducir el costo de la impresión 3D
- El papel del anidamiento en la impresión 3D de polímeros
- Impresión del fusible 1 con el fusible 1
- Descubriendo el pasado con la impresión 3D
- Impresión 3D en el mundo en desarrollo
- Impresión 3D:los 3 conceptos erróneos más importantes
- El futuro de la fabricación de impresión 3D es un nicho
- El futuro de la impresión 3D en la fabricación
- ¿Es la impresión 3D el futuro de la fabricación?
- Glosario de términos relacionados con el medio ambiente