


Introducción a la impresión 3D por chorro de aglomerante
¿Qué es la inyección de ligante?
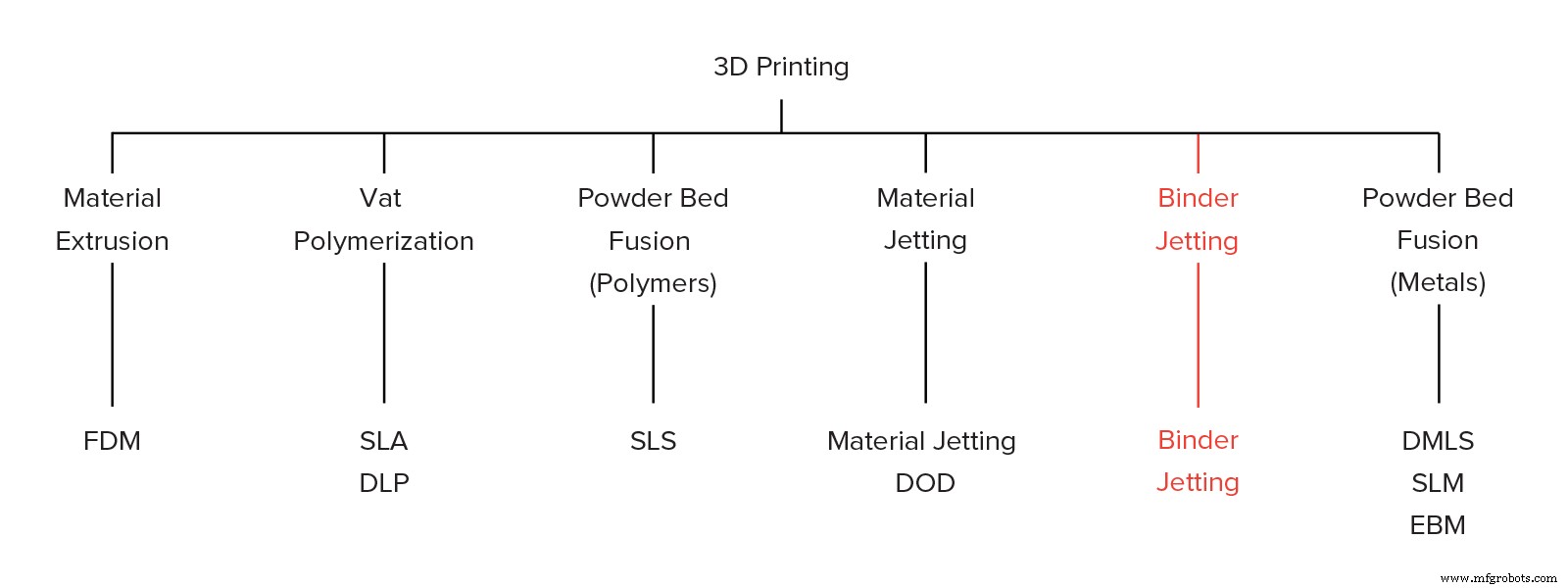
Binder Jetting es una familia de procesos de fabricación aditiva. En Binder Jetting, se deposita selectivamente un aglutinante sobre el lecho de polvo, uniendo estas áreas para formar una parte sólida, una capa a la vez. Los materiales comúnmente utilizados en Binder Jetting son metales, arena y cerámica que vienen en forma granular.
Binder Jetting se utiliza en diversas aplicaciones, incluida la fabricación de prototipos a todo color (como figurillas), la producción de núcleos y moldes grandes para fundición en arena y la fabricación de piezas metálicas impresas en 3D de bajo coste.
Con aplicaciones tan diversas, es esencial para un diseñador que quiera usar las capacidades de Binder Jetting al máximo, para comprender la mecánica básica del proceso y cómo se relacionan con sus ventajas y limitaciones clave .
¿Cómo funciona Binder Jetting?
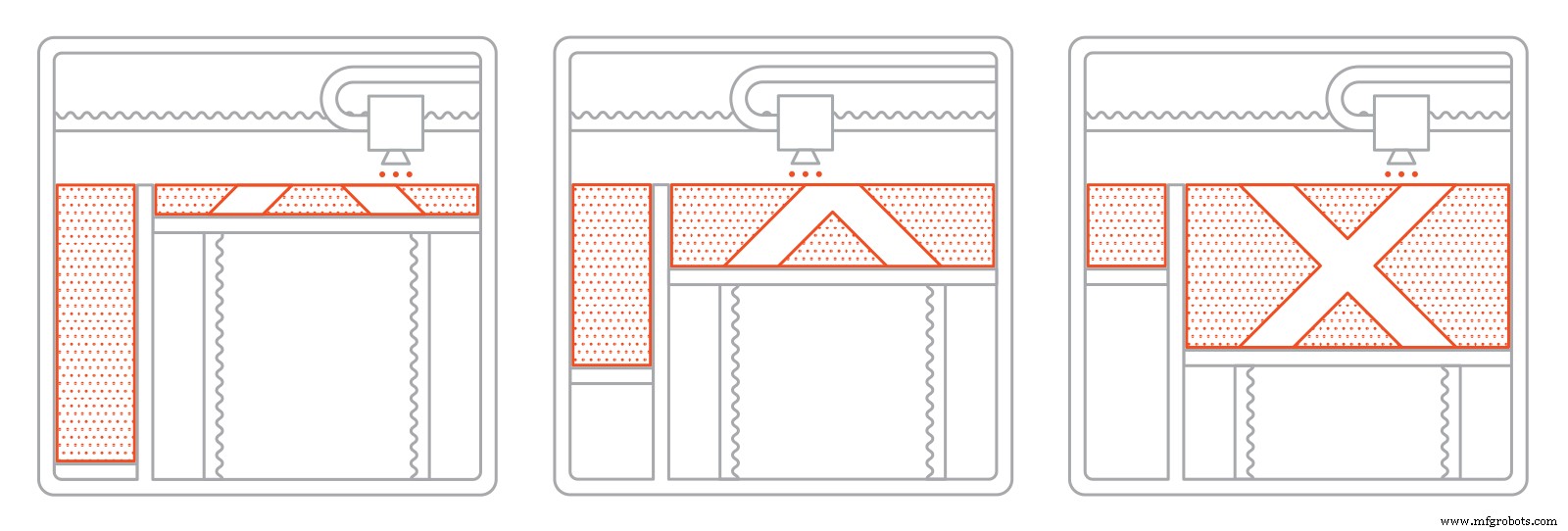
Así es como funciona el proceso de Binder Jetting:
I. Primero, una hoja de recubrimiento extiende una fina capa de polvo sobre la plataforma de construcción.
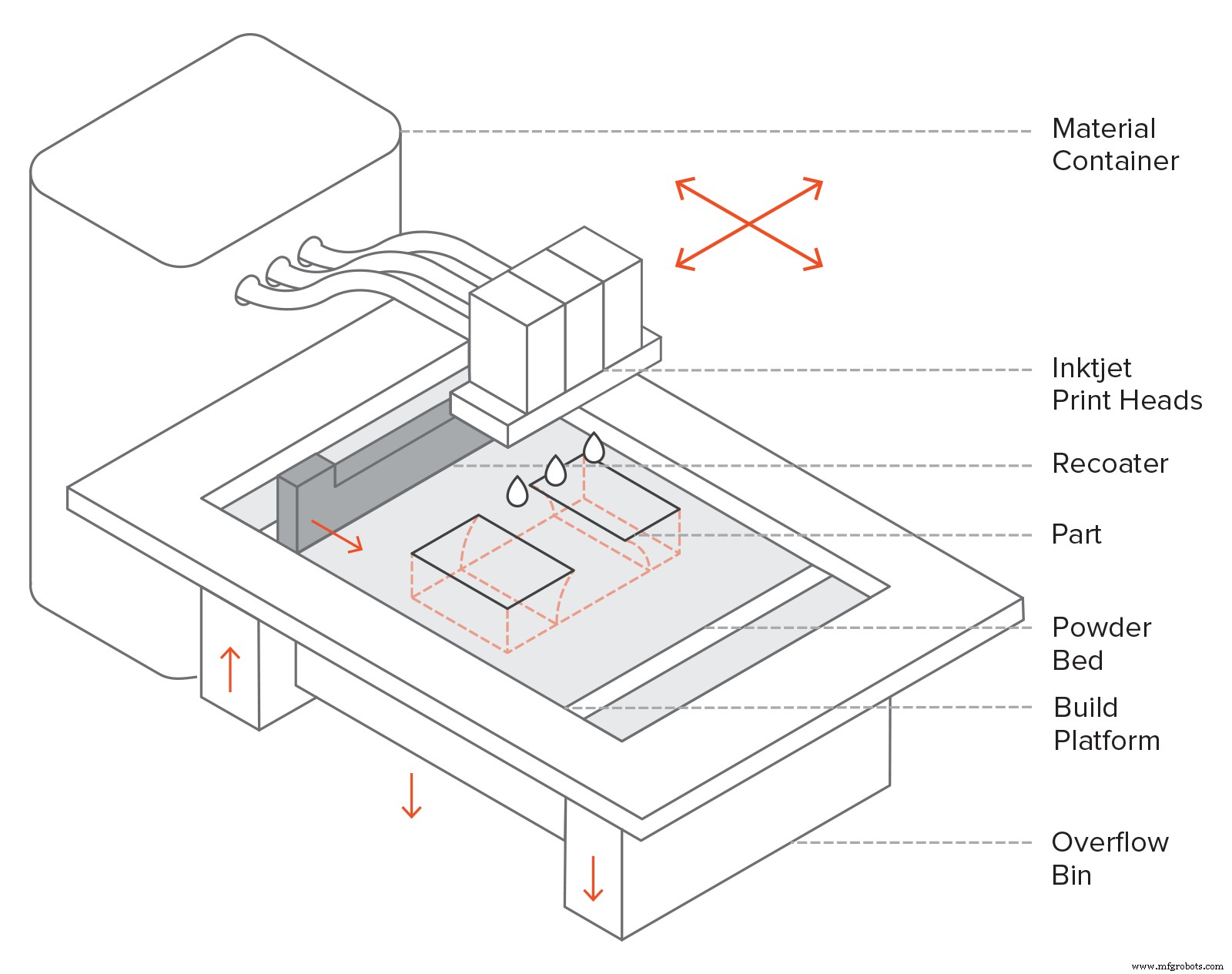
II. Luego, un carro con boquillas de inyección de tinta (que son similares a las boquillas utilizadas en las impresoras 2D de escritorio) pasa sobre la cama, depositando selectivamente gotas de un agente aglutinante (pegamento) que une las partículas de polvo. En Binder Jetting a todo color, la tinta de color también se deposita durante este paso. El tamaño de cada gota es de aproximadamente 80 μm de diámetro, por lo que se puede lograr una buena resolución.
tercero Cuando la capa está completa, la plataforma de construcción se mueve hacia abajo y la hoja vuelve a cubrir la superficie. Luego, el proceso se repite hasta que se completa toda la parte.
IV. Después de la impresión, la pieza se encapsula en el polvo y se deja curar y ganar resistencia. Luego, la pieza se retira del contenedor de polvo y el exceso de polvo no unido se limpia con aire a presión.
Dependiendo del material, generalmente se requiere un paso de procesamiento posterior. Por ejemplo, las piezas metálicas de Binder Jetting necesitan ser sinterizadas. (o tratado térmicamente de otro modo) o infiltrado con un metal de baja temperatura de fusión (típicamente bronce). Los prototipos a todo color también se infiltran con acrílico y se recubren para mejorar la vitalidad de los colores. Los núcleos y moldes de fundición en arena suelen estar listos para usar después de la impresión 3D.
Esto se debe a que las piezas están en un estado "verde" cuando salen de la impresora. Binder Jetting piezas en el estado verde tienen malas propiedades mecánicas (son muy frágiles) y alta porosidad.
Características de Binder Jetting
Parámetros de la impresora
En Binder Jetting, casi todos los parámetros del proceso están predeterminados por el fabricante de la máquina.
La típica altura de capa depende del material:para modelos a todo color, la altura típica de la capa es de 100 micras, para piezas metálicas de 50 micras y para materiales de moldes de arena de 200-400 micras.
Una ventaja clave de Binder Jetting sobre otros procesos de impresión 3D es que la unión se produce a temperatura ambiente. . Esto significa que las distorsiones dimensionales relacionadas con los efectos térmicos (como la deformación en FDM, SLS, DMSL/SLM o el rizado en SLA/DLP) no son un problema en Binder Jetting.
Como resultado, el volumen de construcción de Binder Jetting se encuentran entre las más grandes en comparación con todas las tecnologías de impresión 3D (hasta 2200 x 1200 x 600 mm). Estas grandes máquinas se utilizan generalmente para producir moldes de fundición en arena. Los sistemas de inyección de aglutinante metálico suelen tener volúmenes de construcción más grandes que los sistemas DMSL/SLM (hasta 800 x 500 x 400 mm), lo que permite la fabricación paralela de varias piezas a la vez. Sin embargo, el tamaño máximo de la pieza está restringido a una longitud recomendada de hasta 50 mm, debido al paso de procesamiento posterior involucrado.
Además, Binder Jetting no requiere estructuras de soporte :el polvo circundante proporciona a la pieza todo el apoyo necesario (similar a SLS). Esta es una diferencia clave entre la inyección de aglutinante de metal y otros procesos de impresión 3D de metal, que generalmente requieren un uso extensivo de estructuras de soporte y permiten la creación de estructuras metálicas de forma libre con muy pocas restricciones geométricas. Las imprecisiones geométricas en la inyección de aglomerante metálico provienen principalmente de los pasos de posprocesamiento, como se analiza en una sección posterior.
Dado que las partes en Binder Jetting no necesitan estar unidas a la plataforma de construcción, se puede utilizar todo el volumen de construcción. Por lo tanto, Binder Jetting es adecuado para producción de lotes bajos a medios . Para aprovechar todas las capacidades de Binder Jetting, es muy importante considerar cómo llenar de manera efectiva todo el volumen de construcción de la máquina (embalaje en contenedores).

Inyección de ligante a todo color
Binder Jetting puede producir piezas impresas en 3D a todo color de manera similar a Material Jetting. A menudo se usa para imprimir figuras en 3D y mapas topográficos, debido a su bajo costo.
Los modelos a todo color se imprimen con polvo de piedra arenisca o polvo de PMMA. El cabezal de impresión principal inyecta primero el agente aglutinante, mientras que un cabezal de impresión secundario inyecta una tinta de color. Las tintas con diferentes colores se pueden combinar para producir una gran variedad de colores, de forma similar a una impresora de inyección de tinta 2D.
Después de la impresión, las piezas se recubren con cianoacrilato (superpegamento) o un infiltrante diferente para mejorar la resistencia de las piezas y la vitalidad de los colores. También se puede agregar una capa de epoxi secundaria para mejorar aún más la resistencia y la apariencia del color. Incluso con estos pasos adicionales, las piezas de Binder Jetting a todo color son muy frágiles y no se recomiendan para aplicaciones funcionales.
Para producir impresiones a todo color, se debe proporcionar un modelo CAD que contenga la información de color. El color se puede aplicar a los modelos CAD a través de dos métodos:en un enfoque por cara o como un mapa de textura. La aplicación de color por cara es rápida y fácil de implementar, pero el uso de un mapa de textura permite más controles y mayor detalle. Consulte su software CAD nativo para obtener instrucciones específicas.

Núcleos y moldes de fundición en arena
La producción de grandes patrones de fundición en arena es uno de los usos más comunes de Binder Jetting. El bajo costo y la velocidad del proceso lo convierten en una excelente solución para diseños de patrones elaborados que serían muy difíciles o imposibles de producir con técnicas tradicionales.
Los machos y moldes generalmente se imprimen con arena o sílice. Después de la impresión, los moldes generalmente están inmediatamente listos para la fundición. El componente de metal fundido generalmente se les quita después de la fundición rompiendo el molde. Aunque estos moldes se usan solo una vez, los ahorros de tiempo y costos en comparación con la fabricación tradicional son sustanciales.

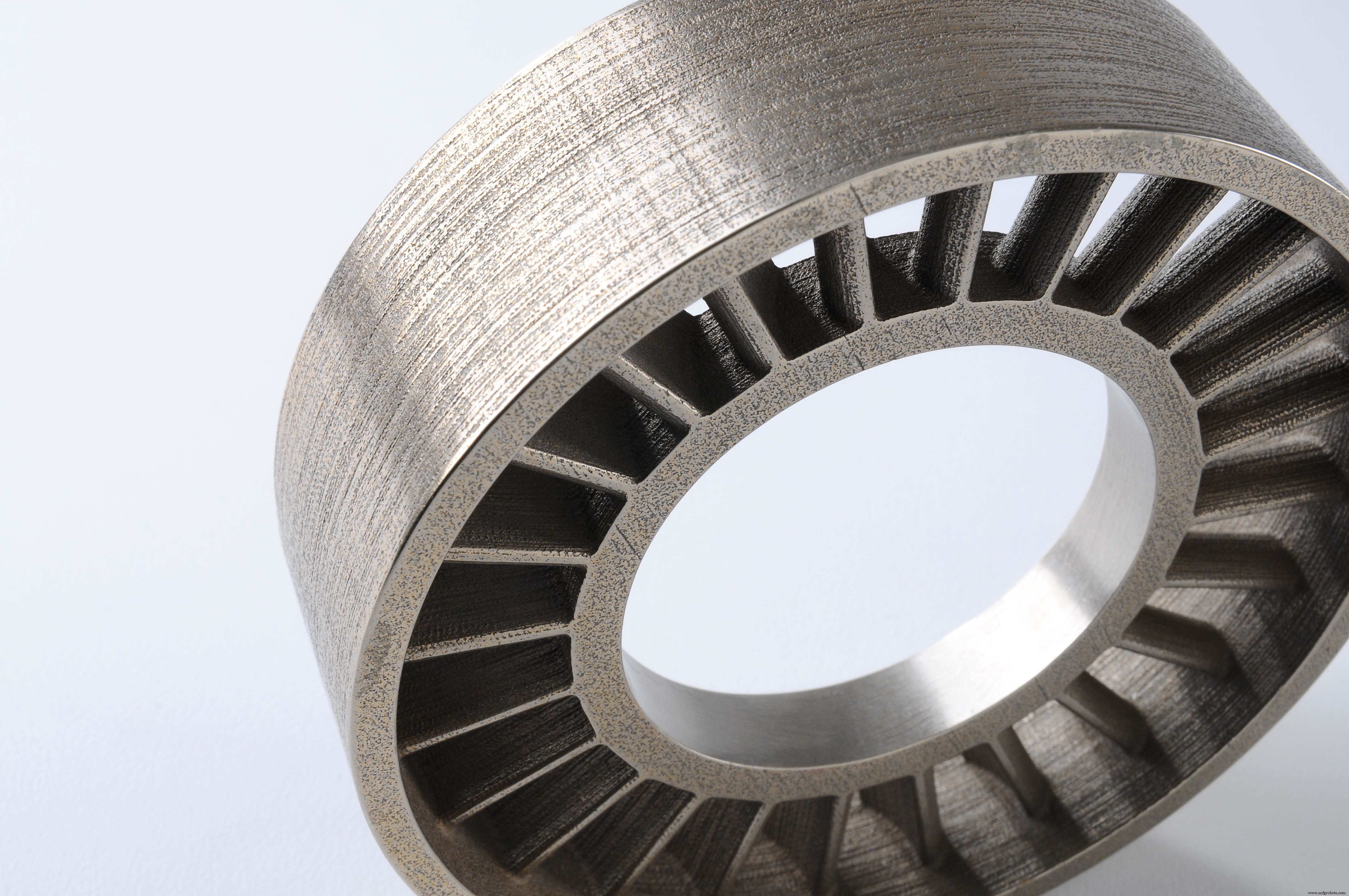
Inyección de ligantes metálicos
La inyección de aglutinante metálico es hasta 10 veces más económica que otros procesos de impresión 3D de metal (DMSL/SLM). Además, el tamaño de construcción de Binder Jetting es considerablemente grande y las piezas producidas no requieren estructuras de soporte. durante la impresión, lo que permite la creación de geometrías complejas. Esto hace que el metal Binder Jetting sea una tecnología muy atractiva para la producción de metal de baja a media. .
El principal inconveniente de las piezas de metal Binder Jetting son sus propiedades mecánicas, que no son adecuadas para aplicaciones de alta gama. Sin embargo, las propiedades materiales de las piezas producidas son equivalentes a las piezas de metal producidas con Metal Injection Molding, que es uno de los métodos de fabricación más utilizados para la producción en masa de piezas de metal.
Infiltración y sinterización
Las piezas de Metal Binder Jetting requieren un proceso secundario después de la impresión, como infiltración. o sinterizado , para lograr sus buenas propiedades mecánicas, ya que las piezas impresas consisten básicamente en partículas metálicas unidas entre sí con un adhesivo polimérico.
Infiltración: Después de la impresión, la pieza se coloca en un horno, donde el aglutinante se quema dejando vacíos. En este punto, la pieza es aproximadamente un 60% porosa. Luego se usa bronce para infiltrar los vacíos a través de la acción capilar, lo que da como resultado piezas con baja porosidad y buena resistencia.
Sinterización: Una vez finalizada la impresión, las piezas se colocan en un horno de alta temperatura, donde se quema el aglutinante y las partículas metálicas restantes se sinterizan (se unen), lo que da como resultado piezas con una porosidad muy baja.
Características de la inyección de aglomerante metálico
La precisión y la tolerancia pueden variar mucho según el modelo y son difíciles de predecir, ya que dependen en gran medida de la geometría. Por ejemplo, las piezas con una longitud de hasta 25 - 75 mm se encogen entre un 0,8 y un 2 % después de la infiltración, mientras que las piezas más grandes tienen una contracción media estimada del 3 %. Para la sinterización, la contracción de la pieza es de aproximadamente un 20 %. Las dimensiones de las piezas se compensan por contracción por el software de la máquina, pero la contracción no uniforme puede ser un problema y debe tenerse en cuenta durante la etapa de diseño en colaboración con el operador de la máquina Binder Jetting.
El paso de posprocesamiento también puede ser fuente de imprecisiones. Por ejemplo, durante la sinterización, la pieza se calienta a alta temperatura y se vuelve más suave. En este estado más suave, áreas sin soporte pueden deformarse por su propio peso. Además, como la pieza se encoge durante la sinterización, aquí hay fricción entre la placa del horno y la superficie inferior de la pieza, lo que puede provocar alabeo. . Nuevamente, la comunicación con el operador de la máquina Binder Jetting es clave aquí para garantizar resultados óptimos.
Las piezas metálicas sinterizadas o infiltradas que se inyectan con ligante tendrán una porosidad interna (la sinterización produce un 97% de piezas densas, mientras que la infiltración aproximadamente un 90%). Esto afecta las propiedades mecánicas de las piezas metálicas de Binder Jetting, ya que los vacíos pueden provocar el inicio de grietas. La resistencia a la fatiga ya la fractura y el alargamiento a la rotura son las propiedades del material que se ven más afectadas por la porosidad interna. Se pueden aplicar procesos metalúrgicos avanzados (como el prensado isostático en caliente o HIP) para producir piezas casi sin porosidad interna. Sin embargo, para aplicaciones en las que el rendimiento mecánico es crítico, DMLS o SLM son las soluciones recomendadas.
Una ventaja de la inyección de ligante metálico en comparación con DMLS/SLM es la rugosidad de la superficie. de las piezas producidas. Por lo general, las piezas metálicas inyectadas con aglutinante tienen una rugosidad superficial de Ra 6 μm después del procesamiento posterior, que se puede reducir a Ra 3 μm si se emplea un paso de granallado. En comparación, la rugosidad de la superficie impresa de las piezas DMLS/SLM es de aproximadamente Ra 12-16 μm. Esto es particularmente beneficioso para piezas con geometrías internas , por ejemplo, canales internos, donde el procesamiento posterior es difícil.
La siguiente tabla resume las diferencias en las principales propiedades mecánicas de las piezas de Acero Inoxidable, impresas con Binder Jetting y DMLS/SLM:
| Aglutinante Jetting Acero inoxidable 316 (sinterizado) | Aglutinante Jetting Acero Inoxidable 316 (infiltrado en bronce) | DMLS/SLM Acero inoxidable 316L | |
|---|---|---|---|
| Límite elástico | 214 MPa | 283 MPa | 470 MPa |
| Alargamiento a la rotura | 34 % | 14,5 % | 40 % |
| Módulo de elasticidad | 165 GPa | 135 GPa | 180 GPa |
Materiales comunes para inyección de aglutinantes
Los polvos Binder Jetting vienen en una variedad de materiales. La aplicación final de la pieza define el polvo más adecuado. El costo de los polvos cerámicos suele ser bajo. Los polvos metálicos son más caros, pero más económicos que los materiales DMSL/SLM. A diferencia del proceso SLS, el 100 % del polvo no adherido se puede reciclar, lo que permite ahorrar más material.
| Material | Características |
|---|---|
| Arenisca a todo color | Modelos no funcionales a todo color Muy frágil |
| Arena de sílice | Muy alta resistencia térmica Excelente para aplicaciones de fundición en arena |
| Acero inoxidable (bronce infiltrado) | Buenas propiedades mecánicas Se puede mecanizar ~10 % de porosidad interna |
| Acero inoxidable (sinterizado) | Muy buenas propiedades mecánicas Alta resistencia a la corrosión ~3 % de porosidad interna |
| Aleación de Inconel (sinterizado) | Excelentes propiedades mecánicas Buena resistencia a la temperatura Alta resistencia química |
| Carburo de tungsteno (sinterizado) | Dureza muy alta Utilizado para la producción de herramientas de corte |
Beneficios y limitaciones de la inyección de aglomerante
Las principales ventajas y desventajas de la tecnología se resumen a continuación:
Binder Jetting produce piezas de metal y prototipos a todo color a una fracción del costo en comparación con DMLS/SLM y Material Jetting respectivamente.
Binder Jetting puede fabricar piezas muy grandes y geometrías metálicas complejas , ya que no está limitado por ningún efecto térmico (p. ej., deformación).
Las capacidades de fabricación de Binder Jetting son excelentes para la producción de lotes bajos a medios. .
Las piezas de inyección de aglomerante metálico tienen propiedades mecánicas más bajas que las piezas DMSL/SLM, debido a su mayor porosidad.
Solo detalles aproximados se puede imprimir con Binder Jetting, ya que las piezas son muy frágiles en su estado verde y pueden fracturarse durante el procesamiento posterior.
En comparación con otros procesos de impresión 3D, Binder Jetting ofrece una selección de materiales limitada. .
Las principales características de Binder Jetting se resumen en la siguiente tabla:
| Lavado de aglutinante | |
|---|---|
| Materiales | Metales, Cerámica (arena) |
| Precisión dimensional | Metal:± 2 % o 0,2 mm (hasta ± 0,5 % o ± 0,05) A todo color:± 0,3 mm Arena:± 0,3 mm |
| Tamaño de construcción típico | Metal:400 x 250 x 250 mm (hasta 800 x 500 x 400 mm) A todo color:200 x 250 x 200 mm (hasta 500 x 380 x 230 mm) Arena:800 x 500 x 400 (hasta hasta 2200 x 1200 x 600 mm) |
| Espesor de capa común | Metal:35 - 50 μm A todo color:100 μm Arena:200 - 400 μm |
| Soporte | No requerido |
Reglas generales
- Elija metal Binder Jetting para imprimir piezas de metal en 3D a bajo costo, para aplicaciones que no requieren un rendimiento muy alto.
- Para piezas metálicas impresas en 3D, Binder Jetting ofrece una mayor libertad de diseño que DMLS/SLM, ya que los efectos térmicos no son un problema durante el proceso de fabricación.
- Las piezas de Binder Jetting a todo color son muy frágiles y solo son adecuadas para fines visuales.
- Utilice Binder Jetting para producir núcleos y moldes de fundición en arena muy grandes.
Impresión 3d
- ¿Qué es la impresión 3D de Binder Jet?
- Un curso intensivo sobre la impresión 3D de Binder Jet
- Microfabricación 3D:Introducción a la impresión 3D de tamaño micro
- Introducción a la impresión 3D por deposición de energía dirigida (DED)
- Modelado de deposición fusionada:una breve introducción
- Introducción a la impresión 3D con plásticos
- Exploración de la impresión 3D Polyjet
- Introducción a la impresión 3D para moldeado en arena
- ¿Qué es la bioimpresión?
- Una breve guía para la impresión 3D con Binder Jetting
- Introducción a la impresión 3D con sinterización selectiva por láser