


Elegir la broca enrutadora CNC adecuada:una guía práctica
Como ingeniero posventa en Blue Elephant CNC, hablo a diario con carpinteros y grabadores que hacen la misma pregunta después de comprar una fresadora:"¿Qué broca uso para este trabajo?" La broca adecuada convierte una máquina capaz en una herramienta precisa. A continuación encontrará una referencia concisa respaldada por expertos que relaciona cada tipo de broca con su tarea específica.
Yo. Las familias Core Bit
| Tipo de bit | Uso principal | Característica clave | Nota avanzada |
|---|---|---|---|
| Fresa frontal (plana/cuadrada) | Corte, ranurado, embolsado, perfiles 2‑D | La punta plana crea esquinas afiladas | Las ranuras cortas reducen la deflexión y la vibración, algo esencial para piezas de precisión. |
| Nariz esférica | Contorneado tridimensional, tallado detallado, superficies lisas | La punta redondeada produce un acabado curvo | El paso por encima influye en la calidad de la superficie; reducir del 10 % al 5 % reduce el tiempo de finalización a la mitad. |
| V‑Bit (Grabado) | Rotulación, señalización, biselado, ranuras en V | La punta puntiaguda proporciona un ancho de línea variable (tallado en V) | Utilice 90° para letras en negrita; 30°–60° para grabado fino. |

II. Comprender las características de los bits
1. Diseño de flauta
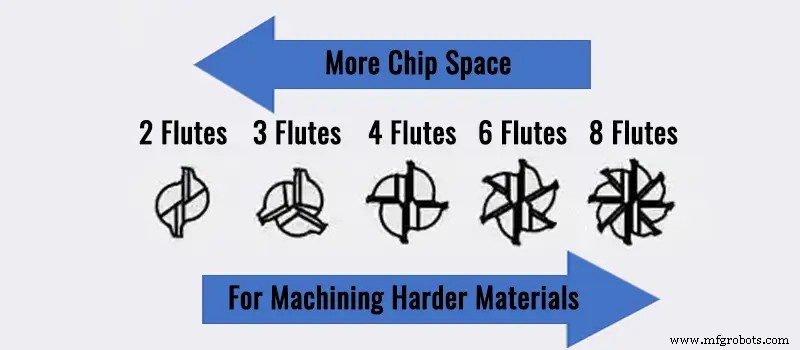
Las ranuras (los filos de corte en espiral) determinan la eliminación de viruta, la velocidad y el acabado. Elija según el material y el acabado requerido:
- Flauta única :Excelente para una rápida evacuación de virutas en materiales blandos (plásticos, aluminio); ideal para velocidades de avance altas.
- Doble flauta :El caballo de batalla para trabajar la madera; equilibra la resistencia, la calidad del corte y la eliminación de virutas.
- Tres/Cuatro Flautas :Lo mejor para un acabado más suave en materiales más duros; requieren velocidades de avance más lentas y husillos potentes para eliminar las virutas.

Consejo: Más flautas significan valles más pequeños, lo que reduce el espacio libre de virutas. Las brocas de cuatro flautas destacan en fibra de carbono y fenólicas, pero pueden sobrecalentar la madera.
2. Dirección de corte
- Corte hacia arriba :Las flautas tiran las virutas hacia arriba; ideal para cortes profundos y partes inferiores limpias, pero puede astillar la parte superior.
- Corte hacia abajo :Las flautas empujan las virutas hacia abajo; mantiene planos los materiales finos y deja la parte superior limpia, pero la parte inferior puede deshilacharse.
- Compresión :Combina punta de corte hacia arriba y cuerpo de corte hacia abajo; perfecto para productos en láminas, ya que ofrece bordes limpios en ambos lados.
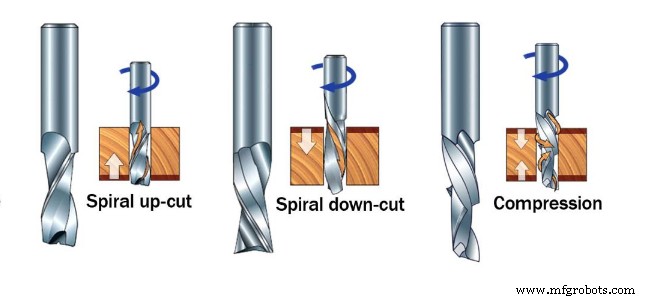
Consejo avanzado: Comience a realizar cortes más profundos que la longitud del corte hacia arriba (generalmente de 3 a 4 mm) para que la sección de corte hacia abajo encaje completamente.
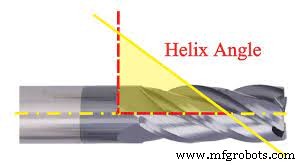
3. Ángulo de hélice
El ángulo entre el filo y el eje de la herramienta afecta el flujo de viruta y el acabado de la superficie.
- Bajo (20°–30°) :Lo mejor para metales y plásticos duros:bordes más fuertes, menos vibración.
- Medio (30°–40°) :Versátil para trabajar la madera (contrachapado, MDF, madera maciza); equilibra la evacuación de virutas y la resistencia de los bordes.
- Alto (40°–55°) :Diseñado para una evacuación de virutas rápida y limpia en maderas fibrosas o aluminio; reduce el calor pero puede tirar más fuerte del eje.
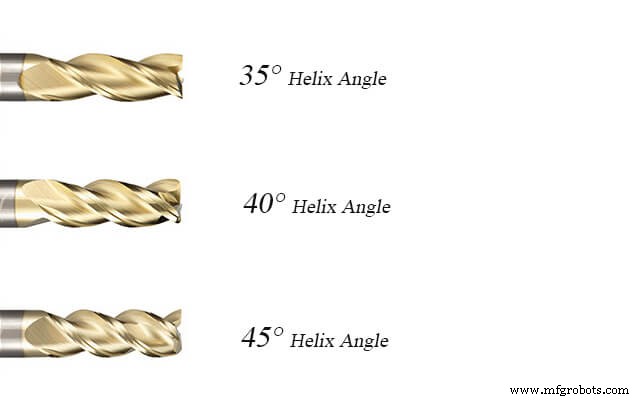
Información avanzada: Las herramientas de alta hélice reducen la carga de la herramienta a altas velocidades de avance, algo crucial para la producción de muebles de alta velocidad.
III. Combinando bits con su proyecto
| Objetivo del proyecto | Bit(s) recomendado(s) | Por qué funciona |
|---|---|---|
| Corte/dimensionado general (contrachapado, MDF) | Broca de compresión, fresa de extremo de doble flauta | La compresión proporciona bordes limpios en ambos lados; La doble flauta corta de forma rápida y fiable. |
| Talla 3D detallada (relieves, esculturas) | Broca de punta esférica (diámetro pequeño) | La punta redondeada proporciona superficies suaves y contorneadas sin necesidad de escalones. |
| Grabado de letras/señalización | Bit en V (90° o 60°) | La forma de V produce letras nítidas; El ángulo controla la profundidad y el ancho. |
| Embolsar (crear un hueco) | Fresa frontal (plana) → punta esférica | El fondo plano produce un piso nivelado; Acabados de punta esférica y esquinas redondeadas. |
| Perfilado/biselado de bordes | Bit en V o bit de redondeo especializado | V‑Bit proporciona un bisel recto; El redondeo crea un borde curvo suave. |
IV. Selección avanzada de bits
1. Materiales y efectos especiales
- Materiales compuestos (fibra de carbono, fibra de vidrio, paneles laminados) :Utilice brocas recubiertas de diamante o PCD (diamante policristalino). Su extrema dureza resiste la abrasión y prolonga la vida útil de la herramienta.

- Alta precisión y detalles finos :Las brocas de punta esférica cónica y de extremo cónico ofrecen rigidez en el vástago y al mismo tiempo logran una punta fina, lo que permite cortes más profundos y esquinas internas más afiladas.

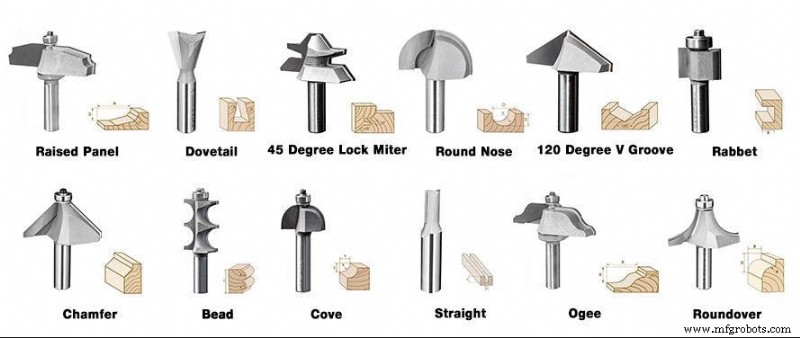
- Bordes y molduras decorativas :Las brocas de perfil (Roman Ogee, Cove, Dovetail) le permiten crear carpintería clásica directamente en una fresadora CNC.
2. Recubrimientos para herramientas
Los recubrimientos reducen el desgaste, la fricción y el calor, lo que permite avances más altos e intervalos más prolongados entre afilados.
- Sin recubrimiento :Estándar, rentable para carpintería en general, pero se desgasta más rápido en materiales abrasivos.
- TiN (nitruro de titanio) :De color dorado; aumenta la dureza y la resistencia al calor para uso multiuso.

- TiAlN (nitruro de aluminio y titanio) :Púrpura oscuro/bronce; superior para tareas con altas temperaturas, como cortar metales o compuestos densos.

V. Optimización del rendimiento:avances, velocidades y retención
1. Dominar los avances y las velocidades
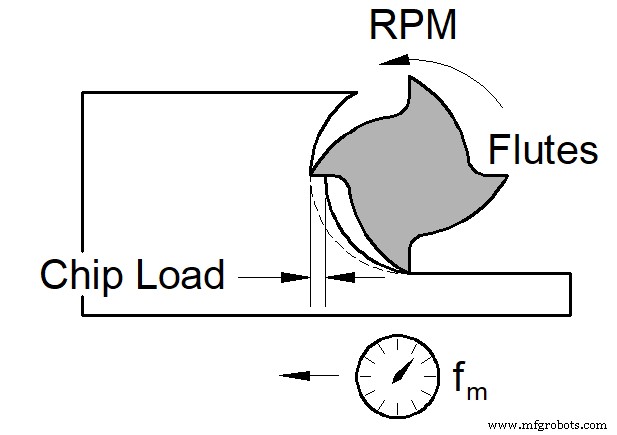
La relación entre la velocidad del husillo (RPM), la velocidad de avance (IPM) y la carga de viruta determina la calidad del corte y la vida útil de la herramienta.
Carga de chip (parámetro crítico)
Carga de viruta =Velocidad de alimentación (IPM) ÷ (RPM × Número de canales). Es el espesor del material eliminado por flauta por revolución.
- Demasiado bajo :La broca roza, generando calor que opaca o derrite el material.
- Demasiado alto :La broca sobrecargada provoca deflexión, vibración, mal acabado y posible rotura.
- Óptimo :corta limpiamente el material en astillas rizadas, eliminando el calor de manera eficiente y brindando una superficie lisa.
Ajustes prácticos para el corte de prueba
- Buscando un acabado más suave:Aumentar RPM o disminuir la velocidad de alimentación para reducir la carga de viruta.
- Quitar más material:Disminuir RPM y aumentar la tasa de alimentación (dentro de los límites seguros de carga de chips).
- Charla o chillido:Disminuya las RPM y aumentar la tasa de alimentación o cambie a una broca más rígida y de mayor diámetro.
2. Sujeción segura de herramientas
- Pinzas de precisión :Utilice la serie ER o equivalente; agarran todo el vástago de manera uniforme, evitando que se descentre.

- Limpieza :Mantenga la pinza y el vástago impecables; incluso una mota de polvo puede provocar un desequilibrio.
- Longitud de agarre :Inserte el vástago por completo; nunca agarre menos de 3 o 4 veces el diámetro de la herramienta.
VI. Seguridad y mantenimiento
1. Prácticas de seguridad
- Use protección para los ojos y los oídos y utilice respiradores o recolectores de polvo.
- Asegure la pieza de trabajo con abrazaderas o aspiradora; una pieza móvil puede romper fragmentos y crear proyectiles.
- Deténgase inmediatamente si escucha un chirrido o siente una vibración excesiva.
2. Cuidado y almacenamiento de bits
- Limpieza :Retire la brea y la resina con un limpiador específico o un disolvente adecuado.
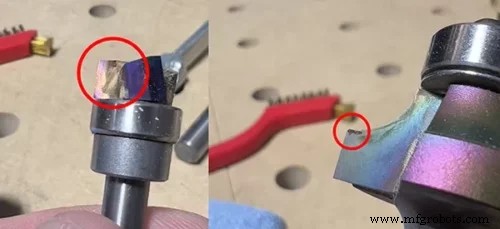
- Inspección :Compruebe si hay astillas, grietas o falta de brillo antes de cada ejecución; una broca desafilada fuerza un mayor avance y reduce la seguridad.
- Almacenamiento :Utilice un estuche o estante organizado con ranuras individuales para evitar daños en los bordes.


VII. ¿Necesita asesoramiento de expertos?
En Blue Elephant CNC , utilizamos las máquinas a diario y trabajamos con miles de clientes anualmente. Si no está seguro de qué broca, velocidad o avance es el adecuado para su proyecto, contáctenos . Nuestros equipos de preventa y posventa brindan soporte multilingüe las 24 horas para garantizar su éxito.
Temas relacionados:
- Software CAD CNC gratuito
- Materiales que una fresadora CNC puede cortar
- Cómo hacer letreros de madera
máquina CNC
- Roscado Sinumerik CYCLE840 con portatomas flotante
- Un cliente etíope aplaude la máquina CNC de anidamiento 1325 ATC de Blue Elephant
- Comprender los beneficios y las aplicaciones del mecanizado CNC
- Centro de torneado CNC Haas ST-10Y con eje Y y tamaño reducido
- Reducción de la complejidad del mecanizado CNC:desafíos clave y estrategias de optimización comprobadas
- Ejemplo de programa Heidenhain Fresado para principiantes
- Guía paso a paso para el trabajo de piezas en el sistema de control de manija DSP A15
- Centro de mecanizado CNC, mecanizado de grabado y máquina de grabado y fresado CNC discutidos
- Dominio del taller de mecanizado CNC:5 pasos comprobados para optimizar el inventario y maximizar el tiempo de actividad
- Una descripción general de las máquinas CNC de Mazak
- Explicación de las fundiciones:su papel e impacto en la fabricación moderna