


Reducción de la complejidad del mecanizado CNC:desafíos clave y estrategias de optimización comprobadas
Ranuras profundas y estrechas y estructuras con espacios libres reducidos
Piezas como disipadores de calor y cuerpos de válvulas suelen presentar ranuras estrechas y profundas y nervaduras de paredes delgadas densamente empaquetadas para reducir el peso y aumentar la disipación de calor. En el mecanizado CNC, estas características plantean varios problemas críticos:
- Se requieren cortadores de borde largo para ranuras profundas. Cuando el saliente de la herramienta excede su diámetro, se pueden producir deflexiones elásticas y vibraciones, lo que provoca imprecisiones dimensionales y defectos superficiales.
- El espacio limitado en ranuras estrechas dificulta la evacuación de virutas, aumentando el riesgo de atascos de virutas y rotura de herramientas.
- La penetración del refrigerante en áreas profundas y estrechas es difícil, lo que provoca una acumulación de calor que deforma la pieza y compromete la precisión.

Técnicas de optimización
- Durante el diseño, amplíe las ranuras o reduzca la profundidad para que la relación entre el diámetro y la profundidad de la herramienta se mantenga dentro de los límites aceptables.
- Utilice herramientas de alta rigidez y diámetro pequeño o cortadores de borde largo combinados con soportes de sujeción firmes.
- Aumentar el flujo de refrigerante o incorporar canales de evacuación de virutas.
- Si no es posible rediseñar, adopte un enfoque de mecanizado por etapas:el mecanizado de desbaste elimina el material a granel, seguido del mecanizado de acabado para lograr las tolerancias finales.
Estructuras con radios pequeños y espacio libre para las esquinas incompleto
Los radios de las esquinas internas que son demasiado pequeños a menudo requieren electroerosión o acabado manual. Los principales desafíos son:
- Límites de diámetro de herramienta :Las esquinas de radio pequeño requieren herramientas diminutas, pero las cavidades profundas exigen herramientas largas cuyo diámetro mínimo está limitado por la rigidez.
- Residuos de trayectoria de herramienta :Si el radio de la herramienta excede el radio de esquina especificado, el material permanece, creando un "nudo muerto".
- Pasos adicionales del proceso :Las esquinas que no se pueden limpiar requieren electroerosión, lo que añade errores de sujeción y tiempo de ciclo.
Técnicas de optimización
- Aumente el radio interno donde el diseño lo permita, permitiendo una sola pasada de mecanizado con herramientas estándar.
- Aplique patrones de alimentación de arco circular o helicoidal en las esquinas para evitar cambios repentinos de dirección que induzcan vibraciones.
- Rediseña áreas problemáticas en esquinas externas o agrega muescas de proceso para simplificar el mecanizado.
Estructuras de paredes delgadas
Las piezas de paredes delgadas son livianas pero susceptibles a deformarse y vibrar bajo fuerzas de corte:
- Poca rigidez :Las paredes delgadas carecen de rigidez, lo que provoca deformaciones elásticas durante el mecanizado.
- Desafíos de sujeción :Una fuerza de sujeción excesiva deforma la pieza; Una fuerza insuficiente provoca un posicionamiento inestable.
- Riesgo de resonancia :Las frecuencias naturales bajas pueden igualar las frecuencias de corte, degradando la calidad de la superficie.

Técnicas de optimización
- Agregue nervaduras o soportes temporales durante el diseño y retírelos después del mecanizado.
- Utilice soportes auxiliares como ventosas de vacío o rellenos de aleación de bajo punto de fusión.
- Desbaste y acabado separados; Durante el acabado, utilice cortes ligeros, altas velocidades de husillo y avances rápidos.
Estudio de caso:optimización del mecanizado de la carcasa del disipador de calor de un camión eléctrico
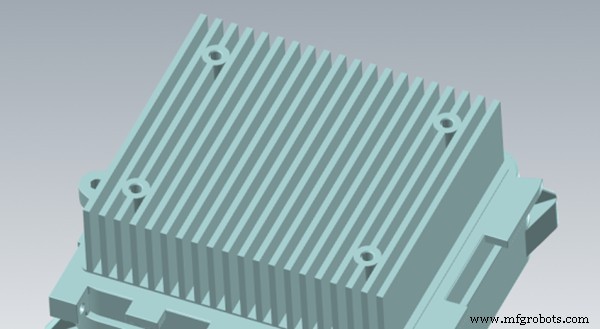
La carcasa del disipador de calor, hecha de aluminio ADC12 y que mide 159×135×67 mm, presenta una estructura de aletas densa con ranuras profundas para disipar el calor del tren de potencia. El análisis inicial reveló varios obstáculos:
Desafíos de mecanizado relacionados con el diseño
1. Ranuras irrazonables, profundas y estrechas
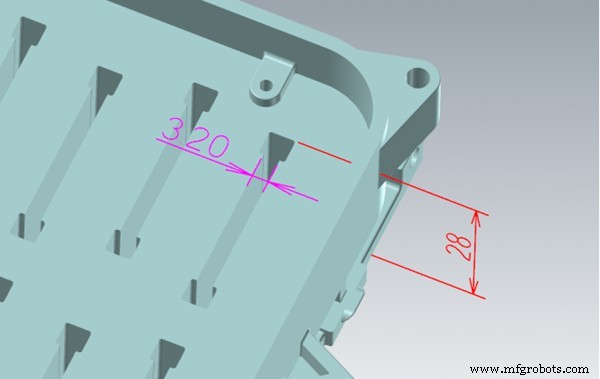
Un ancho de ranura de 3,2 mm y una profundidad de 28 mm requerían una fresa acanalada de 3 mm de largo con un saliente de>29 mm, lo que daba como resultado una rigidez deficiente, un alto riesgo de rotura de la herramienta, un tiempo de ciclo prolongado y dificultades para lograr Ra1,6.
2. Radio de esquina extremadamente pequeño
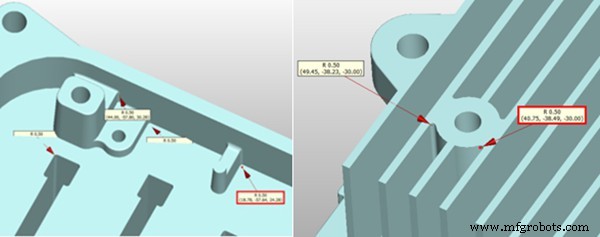
La profundidad de la cavidad de 28 mm requería un cortador de 3 mm, pero su radio R1,5 no podía mecanizar las esquinas R0,5 del diseño, dejando material que necesitaría limpieza por electroerosión.
3. Espesor de pared local delgado
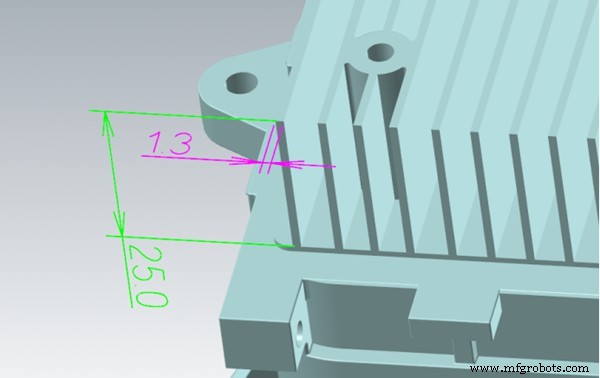
Las aletas de solo 1,2 mm de espesor y 25 mm de alto eran propensas a vibrar y deformarse durante el fresado, comprometiendo la estabilidad dimensional.
Plan de mecanizado y resultados optimizados
1. Diseño de ranura escalonada
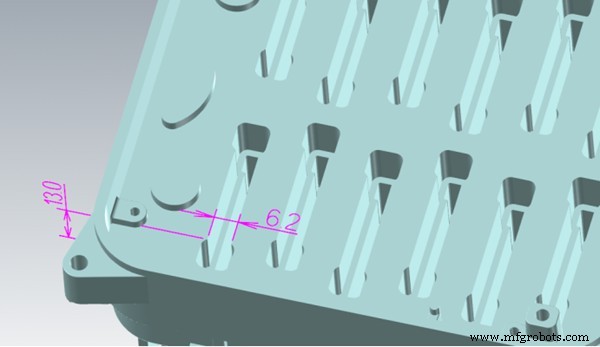
La ranura de 28 mm se dividió:los 15 mm inferiores conservaron un ancho de 3 mm; los 13 mm superiores se ampliaron a 6,2 mm. Primero una fresa de 6 mm mecaniza la sección superior, luego una fresa de 3 mm se encarga de la parte profunda. Cada herramienta funciona dentro de una relación segura entre longitud y diámetro, lo que permite triplicar los parámetros de corte. El tiempo total del ciclo se redujo de 2,8 h a 1,1 h y el coste de las herramientas se redujo un 60 %.
2. Radios de esquina ampliados para eliminar la electroerosión
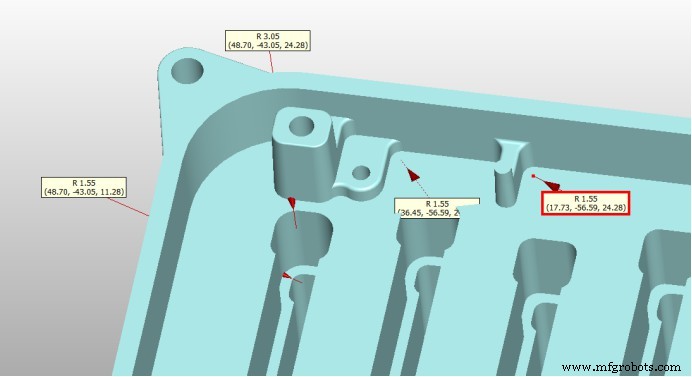
Aumentar el radio inferior de la cavidad a R1,55 y la esquina escalonada a R3 permitió el mecanizado directo con fresas de fondo plano de 3 mm y 6 mm, eliminando el paso de electroerosión y mejorando la consistencia dimensional.
3. Paredes delgadas engrosadas
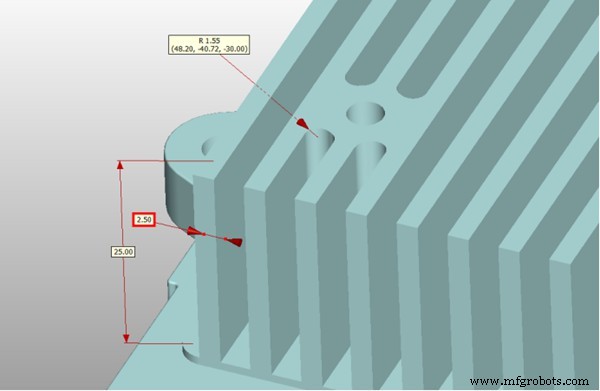
El espesor de la pared se aumentó de 1,3 mm a 2,5 mm, lo que suprimió la deflexión y logró una tolerancia de ±0,05 mm.
Comparación de rendimiento de mecanizado
| Artículo | Antes | Después | Mejora |
|---|---|---|---|
| Tiempo de mecanizado de una sola pieza | 6,5h | 3,2h | Reducción del 51% |
| Consumo de herramientas | 8–10 herramientas/pieza | 4–6 herramientas/pieza | Reducción del 40% |
| Proceso de electroerosión | Retenido | Eliminado | 2,5 h guardadas |
| Rugosidad de la superficie | Ra1,6–3,2 | Ra0,8–1,2 | Mejora significativa |
Recomendaciones de optimización de fabricación
- Evaluación de accesibilidad de herramientas :Mantenga la profundidad de la ranura por debajo de cinco veces el diámetro de la herramienta para evitar un saliente excesivo.
- Selección del radio de redondeo :Diseñe esquinas internas con radios que coincidan con los tamaños de herramientas estándar para eliminar la electroerosión o el acabado manual.
- Ajuste de la estructura de las aletas :Cuando sea posible, reemplace las ranuras profundas muy espaciadas con configuraciones escalonadas y aumente el espesor de la pared o reduzca el número de aletas para mejorar la rigidez y la viabilidad del mecanizado.
Con amplia experiencia en geometrías complejas y tolerancias estrictas, WayKen ofrece soluciones de mecanizado CNC que integran retroalimentación DFM y estrategias avanzadas. Nuestro enfoque reduce los tiempos de ciclo, los costos de herramientas y las tasas de desechos, al tiempo que garantiza piezas consistentes y de alta calidad.
Los diseños mecánicos modernos se basan cada vez más en estructuras complejas. Ignorar las limitaciones del mecanizado CNC puede generar dificultades de procesamiento, sobrecostos y desechos. Al abordar los problemas de accesibilidad de las herramientas, vibración de paredes delgadas, evacuación de virutas y radio de las esquinas en una fase temprana del diseño, sólo pequeños ajustes pueden generar mejoras importantes en la capacidad de fabricación y la rentabilidad.
máquina CNC
- Un cliente jordano respalda las máquinas de corte de madera CNC 2130 y las máquinas de bisagras tipo cerradura EM610 de Blue Elephant
- Descarga gratuita del software de capacitación CNC Sinumerik Siemens SinuTrain
- Guía completa de materiales metálicos:tipos, propiedades y aplicaciones prácticas
- Ejemplo de programa de fresado de cajeras Haas G150 con isla cuadrada
- Entrega rápida de máquina perforadora de bisagra de doble cabezal a clientes de EE. UU.
- Por qué debería utilizar el mecanizado CNC de plástico para su producción de piezas
- ¿Cómo mantener su cortadora de plasma?
- El maquinista CNC
- Mecanizado CNC de HDPE:beneficios comprobados, consejos de expertos y mejores prácticas
- Permanencia Fanuc G04
- Conozca cómo el mecanizado CNC de precisión contribuye a la productividad