


Gestión de la deformación retardada en piezas de plástico fresadas con CNC:causas, diagnóstico y prevención
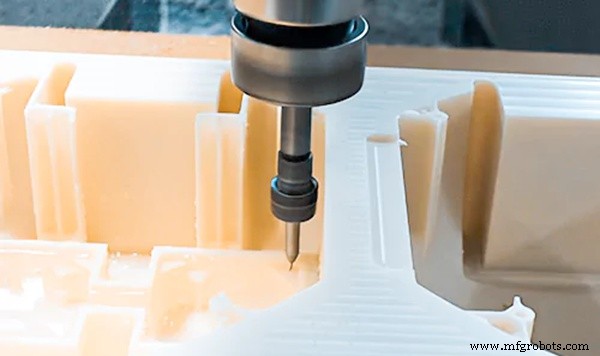
Se ve bien después del mecanizado, luego cambia

A diferencia de los metales, los plásticos no son inherentemente rígidos ni dimensionalmente estables. Muestran una clara respuesta dependiente del tiempo que puede manifestarse mucho después del mecanizado.
Durante el corte CNC, una pieza puede permanecer en un estado de equilibrio temporal:
- Mientras se corta, el accesorio mantiene el material en su lugar.
- Una vez finalizado el mecanizado, se libera la restricción externa.
- Con el tiempo, las tensiones internas comienzan a redistribuirse.
Como resultado, la pieza puede deformarse gradualmente por sí sola, incluso en ausencia de fuerzas externas.
Este cambio dimensional suele aparecer de tres formas:
- Deformación
- Contracción o expansión dimensional
- Deformación por torsión local
¿Por qué la deformación aparece más tarde?
Las piezas de plástico a menudo mantienen su forma inicial después del mecanizado, solo para cambiar durante las siguientes horas o días.
1. Liberación de tensión residual
La tensión residual se origina de dos fuentes principales:la propia historia de fabricación del material (por ejemplo, moldeo por inyección o extrusión) y el proceso de mecanizado en sí, que introduce presión en la herramienta y tensión superficial inducida por la fricción.
Durante el corte CNC:
- El material se elimina localmente.
- El equilibrio original del estrés se altera.
- Las estructuras internas pierden sus limitaciones.
Sin embargo, la tensión restante no desaparece inmediatamente. En cambio, el material sufre un proceso de relajación de tensiones en el que las cadenas moleculares se mueven lentamente y se reorganizan hacia un nuevo equilibrio durante varias horas o días. Los resultados típicos incluyen deformación, torsión o desviación dimensional local.
2. Cadena molecular “efecto memoria”
Los polímeros son moléculas de cadena larga. El corte CNC de alta velocidad puede estirar, orientar o romper parcialmente cadenas cerca de la superficie mecanizada, de manera muy similar a estirar un resorte. Inmediatamente después del mecanizado, estas cadenas no han respondido completamente, por lo que la pieza mantiene temporalmente su forma. Con el tiempo y con las fluctuaciones de temperatura, las cadenas vuelven gradualmente a su estado curvado original, provocando contracción o deformación.
3. Efectos secundarios de la expansión térmica
Incluso con un enfriamiento adecuado, la zona de corte puede alcanzar temperaturas cercanas al punto de fusión del POM o la transición vítrea del PMMA. La distribución de temperatura de la pieza suele ser desigual inmediatamente después del mecanizado. Cuando se enfría completamente a temperatura ambiente (lo que a veces tarda varias horas), pueden ocurrir cambios dimensionales, especialmente en partes de paredes gruesas donde el calor se disipa más lentamente.
4. Absorción de humedad que provoca cambios de volumen
Los plásticos higroscópicos como el PA absorben la humedad del aire. Después del mecanizado, la humedad penetra gradualmente en el material, alterando el espaciado molecular y expandiendo ligeramente la pieza. La absorción desigual (rápida en la superficie, más lenta en el interior) crea una tensión diferencial que eventualmente puede provocar deformación.
5. Liberación de tensión de mecanizado y sujeción
Durante el mecanizado, las piezas se sujetan con una fuerza considerable. La restricción del accesorio puede enmascarar la deformación real y el corte puede introducir tensión residual adicional. Una vez que se retira la pieza, la tensión se redistribuye, la estructura rebota y las dimensiones cambian. Las piezas de paredes delgadas y las grandes estructuras planas son particularmente vulnerables.
Soluciones:¿Cómo controlar la deformación retardada?
El objetivo no es eliminar la deformación por completo, sino gestionar la trayectoria y el ritmo de liberación de tensión.
1. Elija materiales de baja tensión o calidades estabilizadas
Priorizar materiales con estrés interno mínimo o aquellos que hayan sido sometidos a tratamientos de estabilización, como:
- POM recocido
- PA estabilizada
- Calificaciones de PC de bajo estrés
La estabilidad inherente del material determina en gran medida el límite superior de deformación potencial.
2. Utilice mecanizado simétrico paso a paso
Evite retirar una gran cantidad de material de un solo lado. En su lugar, utilice un mecanizado equilibrado en ambos lados, eliminación de material capa por capa y evite la pérdida repentina de rigidez general. Estos enfoques reducen la liberación abrupta del estrés.
3. Deje tiempo para que se estabilice la tensión después del mecanizado en desbaste
Después del desbaste, deje la pieza reposar a temperatura ambiente durante 12 a 24 horas antes de realizar las operaciones de acabado. Este paso puede reducir significativamente la desviación dimensional después de la entrega.
4. Controle el calor de corte y el estrés de mecanizado
Optimice los parámetros mediante:
- Usar altas velocidades de husillo con poca profundidad de corte.
- Evitar herramientas desafiladas.
- Monitoreo y limitación del aumento de la temperatura de corte.
Estas medidas minimizan la tensión secundaria introducida durante el mecanizado.
5. Gestionar la humedad para materiales higroscópicos
Para PA y plásticos similares:
- Almacene las piezas en un lugar con humedad controlada.
- Acondicione la humedad si es necesario.
- Evite exponer piezas recién mecanizadas a ambientes con mucha humedad.
Un control adecuado de la humedad puede mejorar enormemente la estabilidad dimensional.
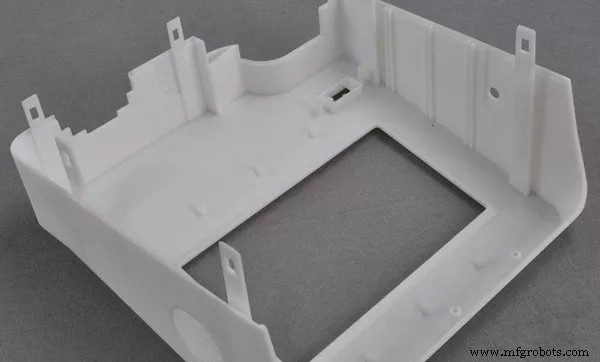
Estudio de caso:Deformación retardada en un componente estructural de POM
Una pieza estructural para equipo automatizado requería tolerancias estrictas:
- Material:POM negro
- Tamaño:66×66×72 mm
- Tolerancia:ISO2768‑MK
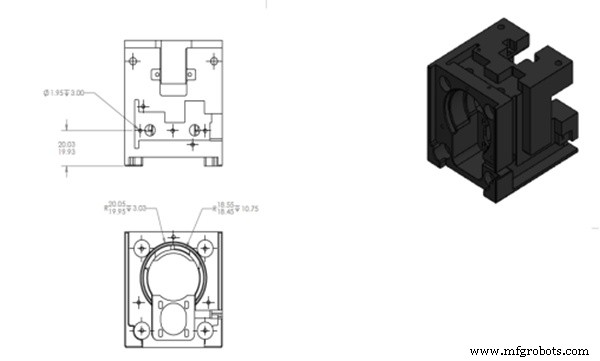
- Características:Superficies planas con cavidades profundas y posicionamiento de múltiples orificios.
- Aplicación:Posicionamiento de ensamblaje de precisión.
Situación inicial
La inspección inmediata posterior al mecanizado reveló:
- La planitud cumplió con los requisitos.
- Precisión de la posición del agujero dentro de la tolerancia.
- Sin anomalías en el momento del parto.
Sin embargo, después de 24 horas:
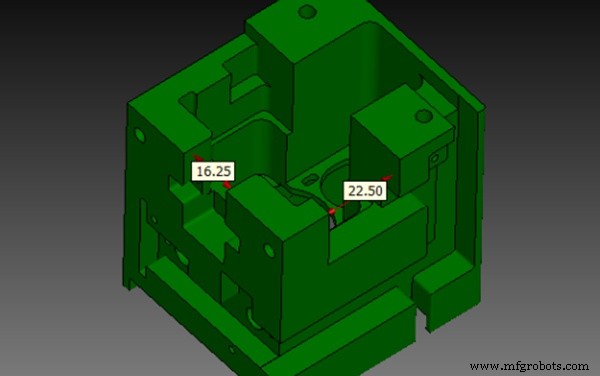
- La estructura de apertura se redujo hacia adentro 0,2 mm.
- La alineación de los agujeros se desvió durante el montaje.
- La coherencia del lote se volvió inestable.
Intentos iniciales (ineficaces)
El equipo de ingeniería sospechó primero que había problemas con las herramientas e intentó:
- Reemplazo de herramientas de corte.
- Reducir la velocidad de alimentación.
- Aumento de pasadas finales.
A pesar de estos ajustes, la deformación persistió después de 24 horas.
Análisis de causa raíz
Revisión adicional descubierta:
- Esfuerzos internos residuales en la materia prima.
- Extracción de material grande solo de un lado.
- Deformación oculta por la sujeción del útil durante el mecanizado.
De hecho, el mecanizado sólo limitó temporalmente la deformación en lugar de eliminar la tensión.
Estrategia de optimización final
Los cambios de proceso incluyeron:
- Cambio al mecanizado paso a paso a doble cara.
- Permitir un descanso de 24 horas después del mecanizado en desbaste.
- Usar profundidades de corte poco profundas durante el acabado.
- Agregar un período de estabilización final antes de la inspección.
La inspección final se realizó solo después de que la pieza se había estabilizado en un ambiente con temperatura y humedad controladas.
Resultados finales
Resultados posteriores a la optimización:
- La deformación retardada casi se elimina.
- La planitud se mantuvo dentro de 0,1 mm.
- La coherencia de los lotes mejoró significativamente.
Conclusión
La deformación retardada en piezas de plástico mecanizadas por CNC es fundamentalmente un proceso de relajación de tensiones que depende del tiempo y no un problema de precisión del mecanizado. La mitigación más eficaz combina:
- Cuidadosa selección de materiales.
- Estrategia de mecanizado optimizada.
- Tiempo controlado de liberación del estrés.
El objetivo es permitir que se liberen las tensiones antes del acabado final o la inspección, evitando cambios dimensionales después de la entrega.
WayKen ofrece servicios profesionales de mecanizado CNC de plástico para componentes de precisión con geometrías complejas y tolerancias estrictas. A través de procesos optimizados, estrategias de control de tensiones y estrictas inspecciones de calidad, ayudamos a mejorar la estabilidad dimensional y reducir el riesgo de retraso en la deformación.
máquina CNC
- ¿Qué tipo de enrutador CNC?
- Sistema de control CNC M-TECH
- Lista completa de códigos G
- 50 diseños lucrativos de corte por láser no metálicos para el éxito empresarial
- Historia de éxito de cliente:Fresadora CNC neumática de 3 husillos con dispositivo giratorio 1325 – Nepal
- Datron AG entró en el negocio de las máquinas herramienta por accidente
- NUM Mill G74 Scaling G77 Ejemplo de programa de llamada a subrutina
- Las 20 principales empresas de madera en América del Norte
- ¿Cuándo es más adecuada la fundición al vacío que el moldeo por inyección?
- NUM Ejemplo de programa de fresado CNC con G45 Fresado de cajeras G81 G84 G87
- Todo lo que necesita saber sobre el mecanizado CNC:definición, proceso y componentes