


Elimine los defectos de las bandas de borde de PVC con la optimización experta de la máquina
Cuando se opera una enchapadora de bordes, dos de los problemas de calidad más comunes (bordes pelados y líneas gruesas de pegamento) pueden socavar rápidamente la integridad de los productos terminados. Estos defectos suelen surgir cuando los ajustes de la máquina no están sincronizados con las características del adhesivo. Esta guía explica cinco problemas frecuentes con el pegamento, compara los adhesivos EVA y PUR y proporciona soluciones prácticas de ajuste mecánico para restaurar el canteado impecable.
1. Pegamento para bandas de bordes EVA versus PUR
Los adhesivos termofusibles son la columna vertebral de los cantos de PVC. EVA (etileno-acetato de vinilo) y PUR (poliuretano) son las opciones más utilizadas en la industria.

A continuación se muestra una comparación concisa de los atributos clave:
Característica Pegamento EVA Cola PUR Cual es mejor Fuerza de unión BuenoMuy fuertePURResistencia al calor MediaAltaPURResistencia a la humedad MedioAltoPURVisibilidad de la línea de pegamento Más visibleMínimo(Cero‑pegamento‑línea)PURCosto MenorMayorEVAReparabilidad Enfriamiento físico; se puede volver a fundir. Curado químico; irreversibleEVARequisito de la máquina Máquinas estándarEnchapadoras de cantos PUREVAAplicación Mobiliario estándar (gabinetes, guardarropas), producción en masaMobiliario de alta gama (cocinas, baños), climas húmedos/cálidosDepende del caso de uso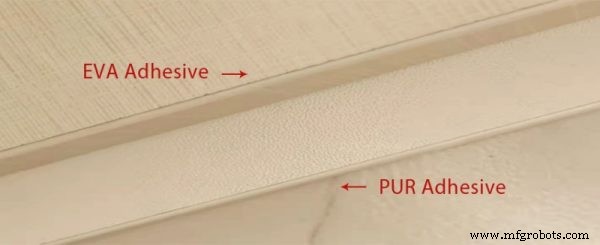
2. Cinco problemas comunes con el pegamento y soluciones para las máquinas
Bordes pelados, líneas de pegamento visibles, uniones débiles, delaminación inducida por el calor y daños por humedad son síntomas de una configuración inadecuada de la máquina o de una elección de adhesivo inadecuada. Las siguientes secciones desglosan cada problema, su causa raíz y cómo corregirlo mediante ajustes precisos de la máquina.
2.1 Las bandas de los bordes se están despegando
Por qué sucede: Una unión adhesiva débil causada por una temperatura insuficiente o paneles contaminados.
Correcciones de la máquina:
- Estabilizar la temperatura del recipiente de pegamento: Mantenga EVA a 170–200 °C o PUR a 110–130 °C. El calor constante garantiza un flujo suave y una distribución uniforme.
- Limpiar los bordes del panel: Utilice sopladores de polvo o una fresa previa para exponer una superficie plana y libre de polvo. El polvo o la humedad residuales debilitan la adherencia.
- Panel de control de humedad: Active la unidad de precalentamiento para secar la humedad de la superficie antes de pegar.
2.2 Líneas de pegamento visibles
Por qué sucede: Aplicación excesiva o presión desigual del rodillo, especialmente notable en paneles de colores claros o de alto brillo.
Correcciones de la máquina:
- Reducir el espesor del pegamento: Objetivo 80-120 g/m² para EVA o 60-90 g/m² para PUR. Una cobertura adecuada y sin excesos evita la formación de piel y residuos.
- Ajustar la presión del rodillo: Calibre a 4–6 bar (EVA) o 5–7 bar (PUR) para eliminar el exceso de adhesivo manteniendo el contacto total.
- Céntrese en los paneles de alta visibilidad: Preste especial atención a los tableros claros donde se destacan las líneas de pegamento.

2.3 Fuerza de unión y precurado deficientes
Por qué sucede: Las velocidades de alimentación lentas permiten que el pegamento termofusible se enfríe y se endurezca antes del contacto.
Correcciones de la máquina:
- Aumentar la velocidad del transportador: Ejecute a 12-23 m/min para mantener el pegamento en su ventana de pegajosidad óptima.
- Coincidir con la temperatura ambiente: Alinee la velocidad del transportador con las condiciones del taller para evitar un curado prematuro.
2.4 Delaminación de bordes en climas cálidos
Por qué falla EVA: Las temperaturas elevadas ablandan el EVA, lo que reduce la fuerza de unión y hace que los bordes del PVC se levanten.
Correcciones de la máquina:
- Cambiar a pegamento PUR: La química reticulada del PUR resiste las altas temperaturas del verano.
- Utilice un sistema de fusión sellado: Los encoladores de cantos de PUR especializados evitan la interacción entre el aire y la humedad antes de la aplicación.
2.5 Daños por agua e hinchazón alrededor de los bordes
Por qué sucede: Las capas de pegamento gruesas o porosas permiten que la humedad penetre en la madera, provocando hinchazón.
Correcciones de la máquina:
- Utilice PUR para cocinas y baños: La barrera impermeable de PUR bloquea la entrada de humedad.
- Activar precalentador: Seque la superficie del tablero antes de pegar para obtener una unión más fuerte.
- Actualice al sistema Dual‑Glue‑Pot: Máquinas como la encoladora de cantos PUR automática E‑70JDSR le permiten cambiar entre EVA y PUR cuando lo desee.

3. Referencia rápida:tabla de parámetros y preguntas frecuentes
3.1 Configuración recomendada de la máquina
Los valores óptimos varían según la máquina, el tipo de panel y los objetivos de producción. Utilice la siguiente tabla como punto de referencia.
Configuración de la máquina Función Referencia EVA Referencia PUR Consejo del operador Temperatura del recipiente de pegamento Controla el flujo de pegamento 170–200 °C 110–130 °C (prefundido) Mantiene la temperatura estable; las grandes fluctuaciones degradan la calidad de la unión.Aplicación del pegamento Controla la cobertura y el espesor80–120 g/m²60–90 g/m²PUR generalmente requiere una capa más delgada para obtener bordes más limpios.Presión del rodillo de presión Garantiza el contacto4–6 bar5–7 barAumento de la presión para paneles gruesos de PVC o de alto brillo.Velocidad de alimentación Controla la ventana de unión 12–23 m/min 10–23 m/min Haga coincidir la velocidad con el adhesivo, el material del panel y el espesor del borde.3.2 Preguntas frecuentes
P1. ¿Cómo ajusto la separación del rodillo de pegamento?
Comience con el espacio estándar de la máquina y luego ajústelo gradualmente hasta lograr una cobertura total del borde sin exceso de compresión.
P2. ¿Qué pegamento es adecuado para bordes de MDF, PET o acrílicos?
Bordes MDF: Utilice EVA para muebles estándar; Cambie a PUR en cocinas y baños para evitar la hinchazón. Bordes de PET y acrílico: Estas superficies lisas requieren PUR; asegúrese de que su máquina tenga una unidad raspadora plana para evitar rayones brillantes.

T3. ¿Cómo mantener un sistema PUR?
Enjuague con un limpiador compatible mientras esté tibio, elimine los residuos endurecidos y mantenga la humedad alejada. La limpieza regular evita obstrucciones.
P4. ¿Cómo probar la fuerza de adhesión?
Realice una prueba de pelado a 90° o una prueba de tracción. Una unión fuerte arranca las fibras de madera del panel; si la superficie permanece limpia, la unión ha fallado.
P5. ¿Los mejores métodos para bordes sin líneas de pegamento?
Equilibre la cantidad de pegamento, la temperatura, la presión del rodillo y la velocidad de alimentación. PUR es ideal para bordes sin costuras en paneles claros o de alto brillo.
P6. ¿Por qué los bordes de PVC se levantan en condiciones de calor o humedad?
El calor suaviza el EVA, mientras que la humedad debilita la unión. En tales entornos, cambie a PUR para obtener una adhesión superior.
4. Conclusión
El encolado de bordes de PVC eficaz depende de la selección del adhesivo adecuado, la calibración de la configuración de la máquina y el mantenimiento de los paneles limpios. Al adaptar su proceso a las propiedades del pegamento y al entorno de producción, puede eliminar el desprendimiento, las líneas visibles del pegamento y los defectos inducidos por la humedad. Si está considerando una transición de EVA a PUR, invierta en una máquina con control de temperatura estable y un sistema de pegamento sellado para un funcionamiento sin problemas.
Continúa leyendo con estas publicaciones recomendadas:
- Bandas de borde de PVC o ABS:¿cuál debería elegir?
- Cómo las fábricas de muebles bordean la madera contrachapada de manera eficiente
- 8 formas de ganar dinero con una máquina canteadora
máquina CNC
- Maximice el tiempo de actividad de su CNC con DATRON Dynamics Service
- Factores que afectan la vida útil de la herramienta al mecanizar aceros al carbono y aleados
- Códigos de alarma de compañero Fanuc 0i/0i
- Qué hacen los talleres mecánicos de precisión:brochado
- ¿Por qué debería elegir el mecanizado CNC para la creación rápida de prototipos?
- DATRON Next:El futuro del CNC:control intuitivo, visual y sin esfuerzo
- Cómo las fresadoras CNC revolucionan la producción de gabinetes:flujo de trabajo comprobado y retorno de la inversión de 12 meses
- Pros y contras de la tecnología en la fabricación
- Planeado:definición, proceso, diferencias y consejos prácticos
- Cómo la fabricación rápida está ayudando en la lucha contra el COVID-19
- Osai 10 Series CNC G Codes:fresado y rectificado