


Programa de refrentado Torno CNC Sinumerik CYCLE95
Enviar por:Brian
Dibujo/Imagen
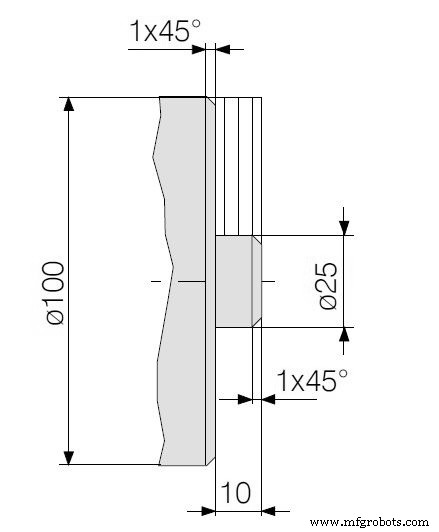
Programa CNC
G54
G53 G0 X610 Z350
T1 D1 G96 S250 M4 ; roughing tool
G0 X65 Z0
G1 F0.18 X-1.6
G0 X65 Z5
CYCLE95("CONT2",1,0.02,0.05,0,0.3,0.1,0.12,10,0,0,0)
G0 X200 Z100
M30
Contour subprogram: CONT2
G1 X100 Z-12
Z-10 CHR=1
X25
Z0 CHR=1
X22
M17
Ejemplo de programa de torneado interior Sinumerik CYCLE95
Ejemplo de torneado exterior del programa Siemens Sinumerik CYCLE95
máquina CNC
- Acerca de los tornos CNC
- Torno CNC(2)
- OPERACIONES DE TORNO CNC
- Mandíbulas para torno CNC
- Ejemplo de programación CNC de torno
- Torreta de herramientas de torno CNC
- Ejemplo de programación CNC en programa de torno CNC simple en pulgadas
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- Bloque de programa CNC
- Programa de ejemplo Sinumerik CYCLE81 Ciclo de taladrado – Torneado CNC
- Ejemplo de programación de fresado Siemens Sinumerik