


Alternativas al uso de clavijas en los pies de la máquina
La práctica de la maquinaria de clavijas se concibió originalmente dentro de la Marina de los EE. UU. hace más de un siglo. Esta innovación fue impulsada por la necesidad de una solución a las condiciones extremas que enfrentan a bordo las máquinas rotativas directamente acopladas en buques de superficie y submarinos con respecto a la deflexión del casco y la base relacionada con los cambios de temperatura, las tormentas en el mar, así como las fuerzas generadas por municiones (disparar proyectiles y soportar cargas de profundidad). La preocupación original y continua que resultó en el uso de clavijas fue la seguridad posicional.
Dado que el exceso de peso es una preocupación importante en los buques comerciales y de la Marina, la práctica de ingeniería adecuada de hacer que la estructura base de la maquinaria pese de tres a cinco veces la masa de la maquinaria montada sobre ella no es práctica, resultando en cimientos más débiles y flexibles. Esta es la principal justificación de las máquinas clavadoras de clavijas en la Marina, y esta práctica se adoptó casi universalmente.
Después de la Segunda Guerra Mundial, la gran mayoría de la fuerza laboral de mantenimiento industrial en los Estados Unidos que se ocupaba de la maquinaria rotativa provenía de hombres que habían servido en la Armada, ya que esta era la rama de las fuerzas armadas con mucho la mayoría de tales maquinaria y necesidades de mantenimiento. Como resultado de la tradición y el entrenamiento de la Marina, la práctica de clavar con clavijas indiscriminadamente toda la maquinaria rotativa se filtró a las instalaciones en tierra firme, aunque ya no existía ninguna justificación técnica para esta práctica.
Seguridad posicional:consideraciones técnicas
El diseño de ingeniería moderno de la maquinaria toma en consideración el cambio posicional normal que se anticipa a partir de las tensiones de la carga operativa y el crecimiento térmico, con el supuesto de que las máquinas están instaladas sobre una estructura de base diseñada adecuadamente y que el grado correcto de pernos de anclaje o espárragos y tuercas. se utiliza, y que estos se aprietan a los valores adecuados. Si se cumplen estas condiciones, no hay razón para exigir que los soportes de la máquina se fijen con pasadores, ya que los pernos de anclaje correctamente apretados del grado correcto son suficientes para hacer el trabajo de anclar la máquina en su lugar contra todas las tensiones de carga operativa y la posición anticipada. cambios, particularmente en la dirección vertical. Dado que la ocurrencia de un cambio posicional lateral (horizontal) es normal, el requisito de seguridad posicional es discutible. Además, la mayoría de los diseños de acoplamientos flexibles de buena calidad permiten establecer el espacio axial apropiado para acomodar cualquier crecimiento o movimiento axial anticipado que pueda ocurrir. Cuando no se desea este movimiento, existe un collar de empuje o cojinetes de empuje u otros mecanismos similares para controlar o prevenir este movimiento.
Por lo tanto, la única preocupación que queda es la seguridad posicional en el plano horizontal. Los pasadores de espiga no son adecuados como solución para este problema por una variedad de razones. El primero de ellos surge de la física del propio mecanismo de la clavija:
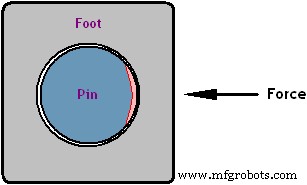
Si se aplica una fuerza lateral al pie de la máquina, esta fuerza se concentrará en un solo punto de la circunferencia del pasador circular cónico. Este pasador, en esencia, no es más que un círculo más pequeño dentro de un círculo más grande (el orificio del perno de anclaje). Por la geometría plana, sabemos que dos círculos de diferentes diámetros, uno dentro del otro, si se acercan, se tocarán primero en un solo punto. Por lo tanto, se puede afirmar que el pasador no ofrecerá una gran fuerza de resistencia a la fuerza lateral que se ejerce sobre él y comenzará a aplastarse fácilmente. Esta distorsión aplastante continuará hasta que el pasador tenga ahora una forma ligeramente elíptica, y el área de superficie que ofrece, en términos de su fuerza resistiva contra la carga que se le aplica, sea ahora mayor que la fuerza del pasador en sí. A partir de entonces, el pasador comienza a doblarse.
Este efecto se puede probar fácilmente:Monte un indicador de cuadrante contra el costado del pie de la máquina con clavijas y aplique una fuerza lateral en el otro lado con un tornillo nivelador resistente. Se observarán de diez a 15 milésimas (0.010 a 0.015) de una pulgada de movimiento relativamente sin obstáculos. Esta incapacidad para resistir el movimiento lateral descalifica al pasador de servir como un disuasivo adecuado para este movimiento y, por lo tanto, lo vuelve poco práctico como mecanismo para garantizar la seguridad posicional de la máquina.
Además del argumento anterior, si, como se indicó anteriormente, las fuerzas externas que se están aplicando son lo suficientemente grandes, luego de que se haya producido el movimiento que da como resultado un aplastamiento leve del pasador, el movimiento adicional causará que el pasador completo alfiler para doblar.
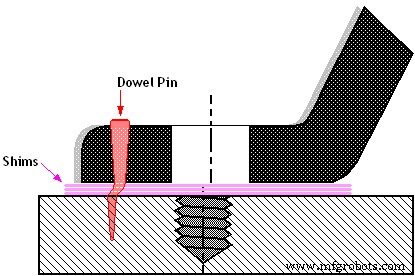
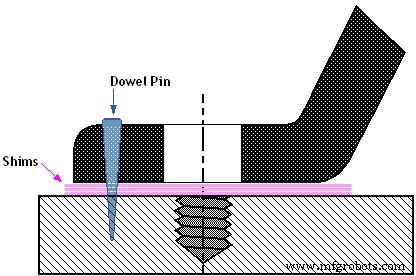
Esta distorsión se produce con mayor facilidad porque el pasador se apoya en el plano lateral por el ajuste de interferencia dentro del pie y por el ajuste de interferencia dentro de la base; sin embargo, en la región donde las calzas sostienen el pie, no hay ningún soporte para el pasador, literalmente, está en el aire. Por lo tanto, se dobla fácilmente en esta región, lo que da como resultado un pasador en forma de S o con patas de perro que es extremadamente difícil de extraer y causa un sinfín de problemas al carpintero.
Seguridad posicional:Soluciones alternativas
Si la instalación de una máquina en particular requiere que se tomen medidas adicionales para garantizar la seguridad posicional en el plano horizontal, la mejor opción, en nuestra opinión, es instalar mecanismos de tornillos elevadores horizontales y axiales bien diseñados que se puedan dejar ajustados contra los pies de la máquina. Sin embargo, se debe tener mucho cuidado para que no se espere que ocurra ningún cambio de posición en la maquinaria en condiciones de funcionamiento, ya que, si lo hiciera, la máquina podría doblarse o torcerse entre los tornillos elevadores, creando así problemas más serios que los que pudieran haber ocurrido. ocasionado por el movimiento irrestricto de las máquinas para empezar.
Precisamente el mismo argumento se puede hacer en contra de clavar los soportes de la máquina en más de una ubicación, ya que de ese modo se crearán las mismas condiciones de restricción excesiva. Debe recordarse que la ocurrencia de crecimiento o movimiento lateral y axial entre la condición de parada “fría” y la condición de funcionamiento “caliente” en línea es normal. La flexión de un acoplamiento flexible bien diseñado y de la propia maquinaria permite que este movimiento sea absorbido y compensado "desalineando" deliberadamente las máquinas en la condición fría y detenida a las especificaciones objetivo exactas para el cambio de posición que ocurrirá. en condiciones de funcionamiento y calor.
Consideraciones adicionales:repetibilidad posicional
Si la repetibilidad posicional es la preocupación principal, en lugar de la seguridad posicional, los pasadores no son el mejor mecanismo para cumplir con este requisito. En cambio, después de que se haya logrado una alineación final satisfactoria, se recomienda soldar por puntos con cuidado dos piezas pequeñas de material clave en las esquinas diagonalmente opuestas de la máquina. Luego, la máquina se puede quitar y reemplazar con una excelente repetibilidad o correlación con su posición inicial. Los pasadores, por otro lado, casi nunca encajan exactamente como lo hacían antes de ser removidos. Esto da como resultado que la máquina se desvíe con respecto a su posición inicial cuando se vuelve a instalar. Además, cuando no se puede lograr que un pasador encaje fácilmente en su orificio original, en lugar de luchar contra la situación intentando reposicionar minuciosamente la máquina hasta que lo haga, la experiencia nos ha enseñado que un constructor de molinos optará por perforar un nuevo orificio, como esto suele ser menos tedioso y requiere más tiempo. Cuando esta práctica está prohibida, el trabajador bajo presión de tiempo puede simplemente optar por cortar subrepticiamente la clavija y martillar la parte superior de la clavija en el agujero como un "tapón" en el agujero. Es imposible que el supervisor detecte esto sin quitar realmente la clavija alterada.
Pasador de pasador cónico

Conclusiones
En vista de las consideraciones presentadas anteriormente, no se recomienda el uso de pasadores para garantizar la seguridad posicional de la maquinaria rotativa. Tampoco se recomienda el uso de pasadores para garantizar la repetibilidad posicional. En cambio, deberían emplearse soluciones alternativas más eficaces.
Acerca del autor:
Alan Luedeking es el gerente de capacitación y soporte técnico de alineación de Ludeca Inc. Puede ser contactado al 305-591-8935 o [email protected]. Para obtener más información sobre Ludeca, visite www.ludeca.com.
Mantenimiento y reparación de equipos
- ¿Para qué se utilizan los pasadores?
- ¿De qué están hechos los pasadores?
- 5 aspectos a tener en cuenta al elegir pasadores
- Controle la temperatura de su hogar usando su Raspberry Pi
- Los beneficios de comprar maquinaria usada
- Los beneficios de utilizar maquinaria CNC
- Historia de la maquinaria CNC
- Directrices para el manejo de DSP utilizando
- Precio de maquinaria usada
- Envío de maquinaria al exterior
- Mantenimiento de maquinaria:definición y consejos