


Cómo lograr la alineación de grupo funcional en una fabricación
Los problemas que tiene en la gestión de la fiabilidad de su planta de fabricación o los procesos son multifuncionales, también deben serlo sus soluciones. Durante demasiado tiempo, hemos intentado administrar la confiabilidad de la planta por completo cambiando la forma en que mantenemos el equipo.
No es coincidencia que nuestros resultados hasta la fecha hayan sido limitados. El problema, como dije en columnas anteriores, es que la confiabilidad y, por lo tanto, la rentabilidad, pueden verse comprometidas por muchos factores (calidad y confiabilidad de la cadena de suministro, diseño o venta de un producto o solución de empaque que excede las capacidades de la planta de fabricación). , etc.).
Debemos abordar la confiabilidad de manera transversal, lo que me lleva al tema de hoy:los vectores de la organización que prohíben el comportamiento cooperativo.
La mayoría de las organizaciones tienen una misión y / o visión; por lo general, tiene algo que ver con maximizar el rendimiento de los accionistas haciendo lo que sea que haga la organización.
El problema ocurre cuando los equipos funcionales responsables de servir la misión la interpretan de diferentes maneras y crean metas y objetivos independientes para servirla dentro del vacío de sus respectivos silos organizacionales. Esto crea lo que yo llamo vectores organizacionales.
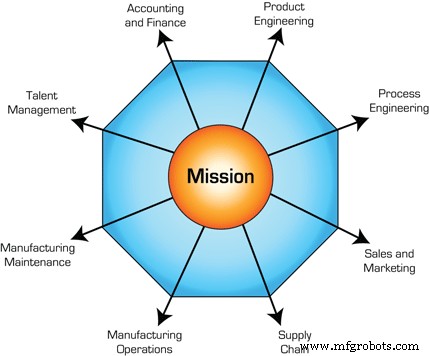
Figura 1. Cuando las visiones no están alineadas entre los actores funcionales de la organización, cada grupo funcional, que opera dentro de un silo, persigue sus propios objetivos, lo que puede crear problemas para otros grupos.
En términos de ingeniería, un vector es una fuerza que tiene tanto dirección como magnitud. Por ejemplo, en aviación, la torre de control le indica a un piloto que se dirija a una brújula particular y una posición de altitud a una velocidad particular, lo que hace que el avión llegue a la posición designada en el momento designado.
Esto es importante para garantizar la seguridad aérea. En términos físicos, si tiene un vector de fuerza X viajando hacia el este (en un plano bidimensional) y un vector de fuerza idéntica viajando hacia el oeste, el resultado físico es cero - las fuerzas se cancelan entre sí - creando homeostasis, la fantasía palabra para atascado!
A nivel organizacional, la falta de alineación de los vectores que impulsan a los diferentes grupos funcionales dentro de la organización crea un cierto "estancamiento" organizacional, que es muy costoso. Las organizaciones poseen muchos de estos vectores (Figura 1), que a menudo están en conflicto entre sí.
De las experiencias que he adquirido en consultoría para empresas de fabricación, he llegado a la conclusión de que los grupos funcionales hacen un muy buen trabajo optimizando sus actividades en relación con los objetivos dentro de su silo funcional.
Los problemas, y los problemas de desperdicio, ocurren cuando no logramos alinear la visión. Creo que la mayoría de los residuos se producen entre los silos funcionales, no dentro de ellos.
Por ejemplo, considere el escenario común en el que el equipo de ventas y marketing elige ofrecer un producto o una solución de empaque en particular que cree que creará una ventaja competitiva. Sin embargo, si el sistema de fabricación no está configurado para crear esa solución, nos quedan las siguientes opciones:
A) Retirar la oferta de la cartera, lo que puede resultar difícil si el equipo de marketing ya se ha comprometido a entregar la oferta a un cliente o al mercado en general.

Figura 2. Cuando los grupos funcionales alinean sus objetivos con la misión de la organización, se pueden eliminar las ganancias desperdiciadas asociadas con los vectores funcionales. Bajo este modelo, el objetivo es "difuminar barreras, no disciplinas".
B) Fabricar el producto o la solución de embalaje utilizando los procesos y máquinas existentes, lo que a menudo conduce a comprometer la disponibilidad, la velocidad y / o la calidad:los tres elementos de la efectividad comercial general / efectividad general del equipo (OBE / OEE).
C) Comprar una máquina o un sistema de fabricación a medida para entregar el producto / solución de empaque, aumentando el activo operativo neto existente (NOAP), reduciendo la utilización de activos y potencialmente reduciendo el retorno de los activos netos (RONA).
Funcionalmente, ¿dónde salieron mal las cosas? En mi opinión, las dos siguientes causas subyacentes de la organización conducen a este escenario muy común en el que las ventas y el marketing exageran las capacidades de fabricación de la planta:
- Centrado en impulsar los ingresos de primera línea y / o la participación de mercado, el equipo de ventas y marketing desarrolla y / u ofrece una solución de producto / embalaje que carece de capacidad de fabricación. Su vector:aumentar las ventas y la participación de mercado, punto.
- Centrado en minimizar los costos, el proceso de fabricación y el equipo de diseño de equipos carecen de la visión para incorporar flexibilidad de fabricación en el proceso. Su vector:obtener la capacidad de fabricación requerida actualmente instalada rápidamente y con el precio de compra inicial más bajo.
Claramente, la comunicación es nuestro dilema. Sin embargo, creo que la comunicación sufre porque los grupos funcionales a menudo se centran en el objetivo equivocado dentro de su silo. Independientemente de cómo estén redactadas, todas las declaraciones de misión requieren que la organización cree valor.
Muy pocos grupos funcionales persiguen la creación de valor dentro de su silo. Algunos se centran en generar ingresos de primera línea, mientras que otros se centran en la contención de costes.
El problema es que puede aumentar los ingresos y disminuir el margen de contribución. La mayoría de las organizaciones tienen SKU de productos y / o clientes que pierden ganancias debido a costos de fabricación excesivos, costos excesivos de atención al cliente, etc. Además, es muy fácil reducir los costos operativos y, al mismo tiempo, destruir la rentabilidad.
Muchos equipos de adquisiciones, por ejemplo, centran sus esfuerzos en reducir el costo de las materias primas, lo cual es excelente, a menos que los ahorros de costos reduzcan la efectividad de la fabricación, lo que afecta la disponibilidad, el rendimiento y / o la calidad.
¿Cuál es la moraleja de la historia? Alinee sus vectores organizacionales. La clave del éxito es crear procesos comerciales y una cultura (también conocida como comportamientos) que impulsen y fomenten la comunicación interfuncional y centrar cuidadosamente las acciones de cada función en la misión organizativa general, que debe expresarse en forma de creación de valor y margen de contribución para la entidad con ánimo de lucro.
Esto cambia la dirección de los vectores organizacionales hacia la misión (Figura 2).
Suena fácil, pero no lo es. Los grupos funcionales tienden a enfocarse en maximizar los ingresos o minimizar los costos porque ambos son mucho más fáciles de medir que el valor.
Medir el valor requiere que consideremos el impacto que tienen otros grupos funcionales en la ecuación, lo que requiere comunicación. ¿Ves mi punto? La organización que busca valores trabaja arduamente para difuminar las barreras entre los grupos funcionales en lugar de difuminar las funciones en sí. ¡Esto requiere comunicación y permite la creación de valor, que sirve a la misión!
Mantenimiento y reparación de equipos
- Cómo convertirse en un fabricante basado en datos
- Cómo lograr una planificación de mantenimiento eficaz
- Cómo lograr la plomada vertical del eje usando la alineación láser
- ¿Cómo han afectado las máquinas CNC a la fabricación?
- ¿Cómo han cambiado los robots la fabricación?
- Cómo lograr la alineación empresarial-TI para el éxito de la automatización
- Cómo seleccionar un controlador
- Cómo reducir el uso de energía en la fabricación
- Cómo mantener su equipo de fabricación industrial
- Cómo utilizar el seguimiento de lotes en la fabricación
- Conectividad en la fabricación:¿cómo se puede mejorar?