


Tipo de herramienta y tipo de proceso necesarios para el fresado de superficies
¿De qué depende la formación de la superficie de fresado? La superficie fresada resultante puede ser una superficie axial, una superficie radial o una superficie compleja, según el tipo de herramienta y el proceso utilizado.
Tipo de herramienta para superficie de fresado
01. Superficie generada axialmente
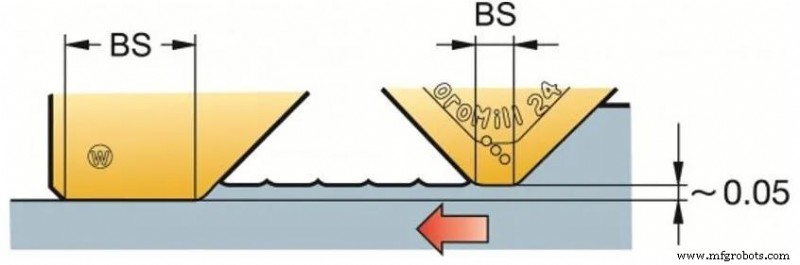
La forma de la parte inferior de la hoja determina la calidad de la superficie resultante. El arco de punta de la herramienta (RE) a veces produce una cúspide. El tamaño de la aguja depende del radio del arco y del avance.
Las plaquitas con filos de corte paralelos (BS) pueden mecanizar superficies planas. De acuerdo con la tolerancia axial y el descentramiento de la fresa, el inserto más sobresaliente produce la superficie final.

Para producir la mejor calidad de superficie de fresado, es importante asegurarse de que el avance por revolución (fn =fz×zn) sea inferior al 80 % de BS.
A medida que aumenta el diámetro de la fresa (y para fresas de dientes ultradensos), aumenta el número de dientes y el avance por revolución, por lo que se requiere una BS más grande. Una vez que el avance por revolución excede el ancho de la parte paralela, el descentramiento axial de la fresa afectará la calidad de la superficie.
Para obtener la mejor calidad superficial de fresado:
1) Utilice plaquitas Wiper (wiper) con BS al menos un 25 % más grandes que fn u otras plaquitas de fresado con Wiper
2) El uso de cuchillas de cermet puede procesar un mejor acabado
3) Use líquido de corte para evitar que se pegue
Hoja limpiaparabrisas
Las escobillas limpiaparabrisas o las escobillas paralelas largas pueden lograr un acabado de mayor diámetro. La escobilla del limpiaparabrisas es más alta que la escobilla estándar para garantizar que la escobilla del limpiaparabrisas genere la superficie final. El fn máximo no debe exceder el 80% de BS.
Hoja redonda
Las hojas redondas o las hojas con un radio de punta grande pueden lograr una productividad extremadamente alta, pero no pueden producir superficies de alta calidad. Cuanto mayor sea el diámetro de la fresa, peor será la calidad de la superficie.
02 . Superficie generada radialmente
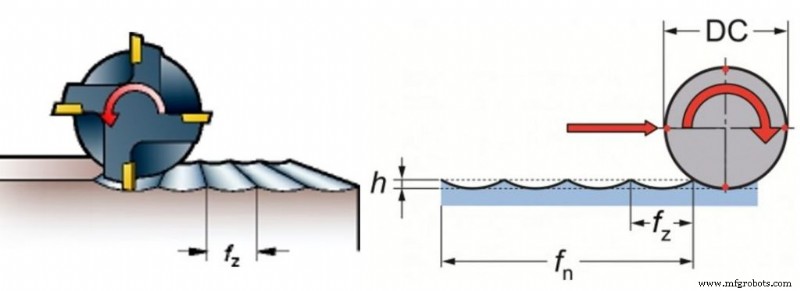
Cuando se utilizan fresas de mango, fresas de escuadrar o fresas de planear, se generan superficies radiales. Para superficies generadas en dirección radial, el perfil se mecaniza en el borde del lado de la herramienta.
Cada diente se mecaniza con una punta (h), donde el ancho de la punta es igual al avance por diente fz, y la profundidad de la punta está determinada por la relación entre el diámetro de la fresa y fz. El tamaño de la aguja obtenido por cálculo teórico es el más pequeño.
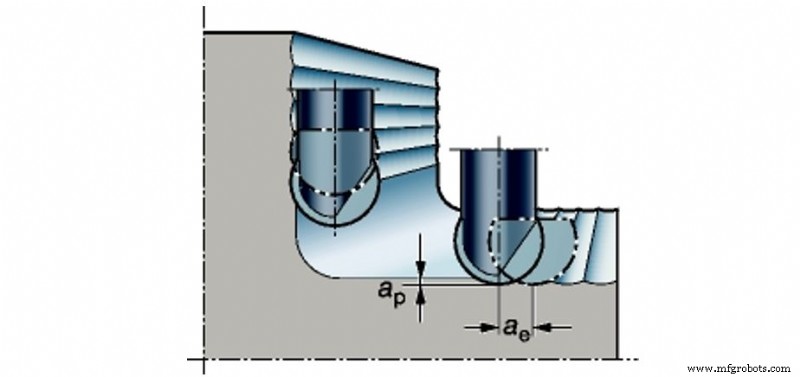
03 . Generación de superficies complejas
Al utilizar una fresa de extremo esférico, se generará una superficie compleja.
Proceso para fresado de superficies
De acuerdo con el método de fresado de superficie, se puede dividir en tres categorías:método de trayectoria de punta de herramienta, método de herramienta de formación y método de generación.
El método de trayectoria de la punta de la herramienta se basa en la trayectoria de movimiento de la punta de la herramienta en relación con la superficie de la pieza de trabajo para obtener la geometría de la superficie requerida por la pieza de trabajo, como girar el círculo exterior, cepillar el plano, rectificar el círculo exterior, girar la formación superficie con un maestro, etc. La trayectoria depende del movimiento relativo de la herramienta de corte proporcionado por la máquina herramienta y la pieza de trabajo.
El método de la herramienta de conformado se abrevia como método de conformado. Utiliza una herramienta de conformado que coincide con el perfil de la superficie final de la pieza de trabajo, o una rueda de conformado, etc., para procesar la superficie de conformado, como torneado de conformado, fresado de conformado y rectificado de conformado. Debido a la dificultad en la fabricación de herramientas de formación, por lo tanto, generalmente solo se usa para procesar superficies de formación cortas.
El método de generación también se denomina método de fresado. Es el movimiento de generación relativo de la herramienta de corte y la pieza de trabajo durante el procesamiento, y la línea central instantánea de la herramienta y la pieza de trabajo realiza un rodamiento puro entre sí, manteniendo una cierta relación de relación de velocidad entre los dos, y la superficie procesada es La superficie envolvente de la cuchilla en este movimiento, el tallado de engranajes, la conformación de engranajes, el afeitado de engranajes, el bruñido de engranajes y el rectificado de engranajes son parte del proceso generativo. Algunos procesos de corte tienen las características tanto del método de trayectoria de la punta de la herramienta como del método de la herramienta de formación, como el torneado de roscas.
Proceso de manufactura
- Elección de un tipo de proceso y equipo de soldadura robótica para su aplicación
- ¿Qué es una fresadora y para qué sirve?
- Propiedades de los materiales de acero y las herramientas utilizadas para punzones
- Punzones y matrices de calidad para la fabricación de herramientas
- Fresado y Mecanizado CNC:¿Para qué se utiliza?
- Servicios de rectificado de superficies:proceso y precisión
- Grados de acero para herramientas para punzones y matrices
- Remedios efectivos para problemas de astillado de punzones y matrices
- Comprensión del proceso de producción de troqueles, punzones y cuchillas para máquinas punzonadoras y cizalladoras
- Descripción de los aceros para herramientas resistentes a los golpes para la fabricación de punzones y matrices
- Métodos y máquinas de fresado CNC