


¿Sabes realmente lo que es EDM?
Tal vez estés expuesto a EDM diariamente en producción, pero ¿sabes mucho sobre EDM?
En primer lugar, ¿sabe cómo surgió la tecnología EDM? En 1943, cuando Lazarenko y su esposa, académicos de la antigua Academia de Ciencias de la Unión Soviética, estudiaron el fenómeno y las causas del daño por corrosión por descarga de chispa en los contactos del interruptor, descubrieron que la alta temperatura instantánea de la chispa eléctrica podía derretir y vaporizar los metales locales. y erosionarlos.
La gente también usa el Servicio Wire EDM a través del método para completar de manera eficiente y rápida el proceso de procesamiento de productos en los campos de productos industriales y fabricación de piezas.
Entonces, ¿cuál es el principio de EDM? Sigamos leyendo para comprender el principio del mecanizado eléctrico y su proceso de mecanismo microscópico.
¿Qué tipo de método de procesamiento puede llamarse EDM?
EDM es un método de procesamiento que funde y erosiona materiales a través de la alta temperatura (temperatura instantánea de hasta 10000°C) generada en el proceso microscópico de descarga de pulso.
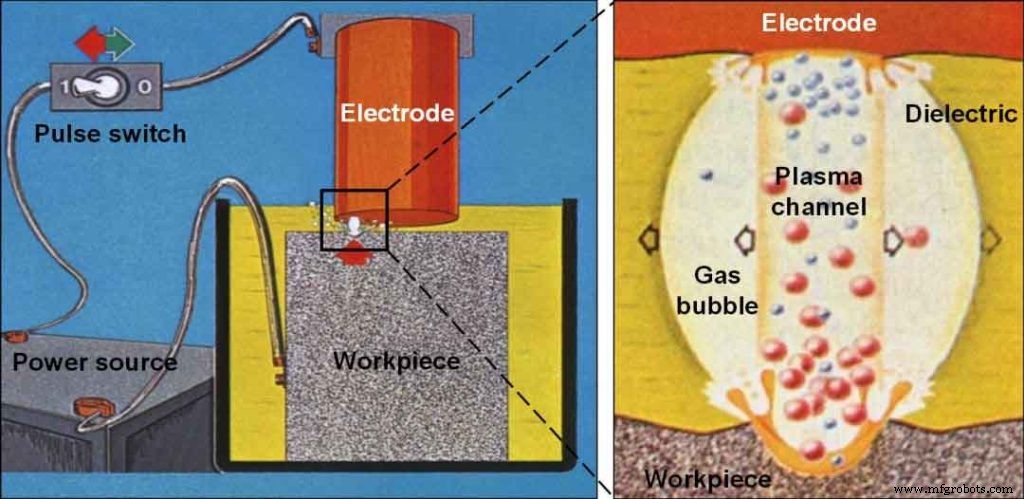
Proceso microscópico de una descarga de pulso
EDM es el proceso de remoción continua de metal por descarga eléctrica. Aunque el tiempo de descarga de un pulso es corto, es un proceso complejo debido a la acción combinada del electromagnetismo, la termodinámica y la mecánica de fluidos. En resumen, el proceso de una descarga de pulso se puede dividir en las siguientes etapas:
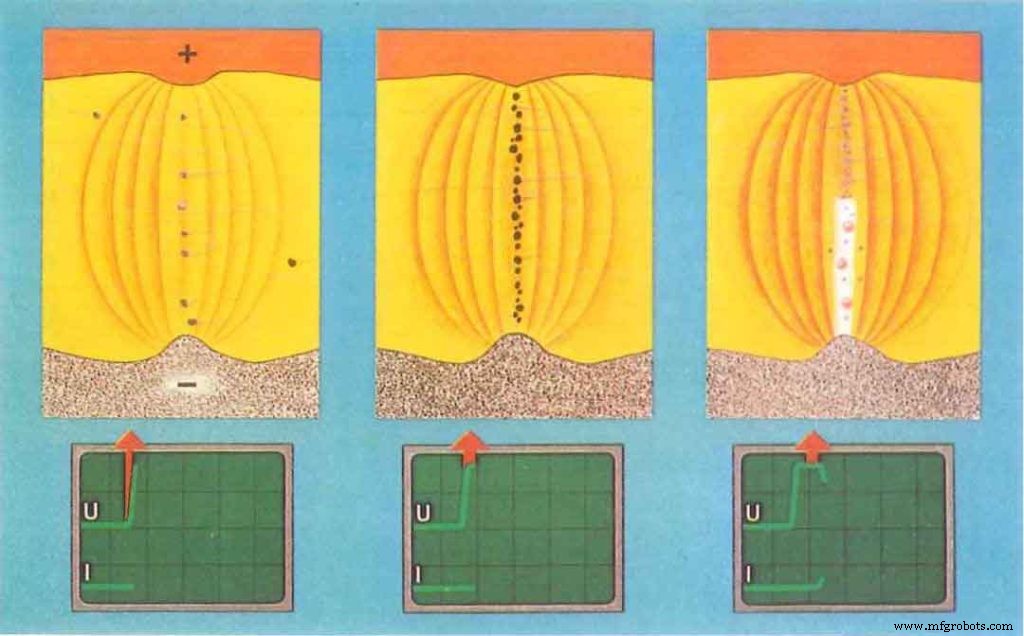
Ionización, descomposición y formación de canales de descarga de dieléctricos interpolares
Cuando se aplica un voltaje pulsado entre el electrodo de la herramienta y la pieza de trabajo, se forma inmediatamente un campo eléctrico entre los dos electrodos. La intensidad del campo eléctrico es proporcional al voltaje e inversamente proporcional a la distancia. Con el aumento del voltaje entre los electrodos o la disminución de la distancia entre los electrodos, la fuerza del campo eléctrico entre los electrodos también aumentará.
Debido a que la superficie microscópica del electrodo de la herramienta y la pieza de trabajo es desigual, y la distancia entre los electrodos es muy pequeña, la intensidad del campo eléctrico entre los electrodos es muy desigual y la intensidad del campo eléctrico en el punto sobresaliente o punta que está más cerca de los dos electrodos es generalmente el más grande. Cuando la fuerza del campo eléctrico aumenta a una cierta cantidad, el dieléctrico se rompe, la resistencia del espacio de descarga disminuye rápidamente desde el estado de aislamiento a una fracción de ohm, y la corriente del espacio aumenta rápidamente a un valor máximo.
Debido al pequeño diámetro del canal, la densidad de corriente en el canal es alta. El voltaje de brecha cae rápidamente desde el voltaje de ruptura hasta el voltaje de mantenimiento de chispa (generalmente alrededor de 20 ~ 30 V), y la corriente aumenta de 0 a cierta corriente máxima.
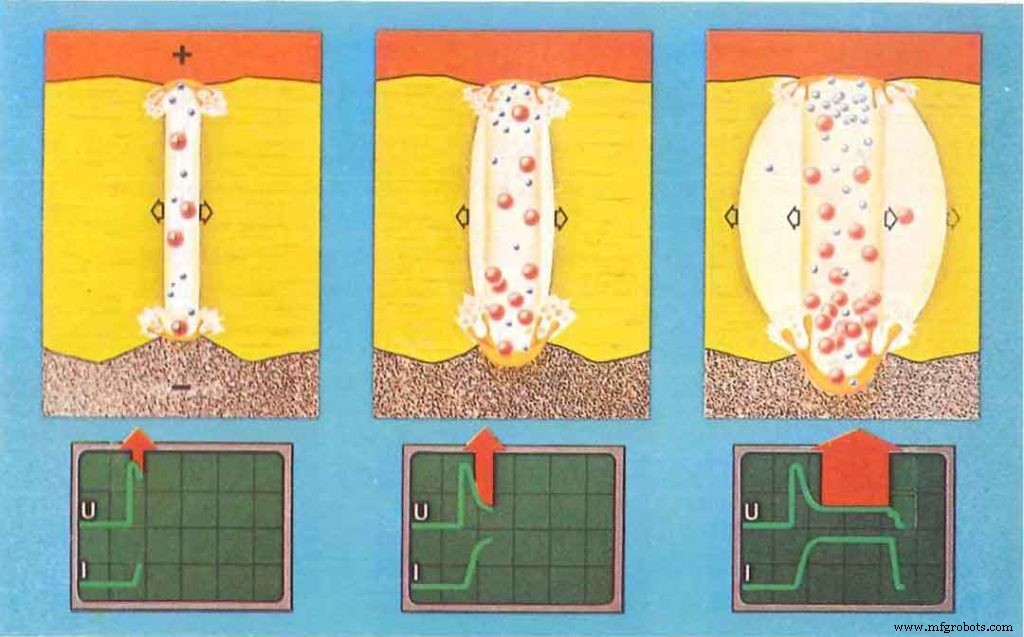
Descomposición térmica del medio, fusión del material del electrodo, expansión térmica de la vaporización
Una vez que el medio entre electrodos se ioniza y se descompone para formar un canal de descarga, la fuente de alimentación pulsada hace que los electrones entre los canales en el EDM corran hacia el electrodo positivo a alta velocidad y los iones positivos corran hacia el electrodo negativo.
La energía eléctrica se convierte en energía cinética, y la energía cinética se convierte en energía térmica a través de la colisión. Por lo tanto, las superficies de los electrodos positivo y negativo en el canal se convierten en fuentes de calor instantáneas, respectivamente, alcanzando temperaturas muy altas. La alta temperatura del canal vaporiza el medio fluido de trabajo y luego el craqueo térmico lo descompone y vaporiza.
Estos fluidos de trabajo vaporizados y vapores metálicos aumentan repentinamente de volumen y se convierten en burbujas en el espacio de descarga. Estas burbujas se expanden rápida y térmicamente y tienen las características de las explosiones.
Al observar el proceso de EDM, se puede ver que emergen burbujas del espacio de descarga, el fluido de trabajo se vuelve negro gradualmente y se escucha un sonido de explosión leve y nítido.
Esto se debe a que la electroerosión se basa principalmente en la expansión térmica y la microexplosión local para derretir y vaporizar el material del electrodo y corroer la superficie del material para lograr el objetivo de corte.
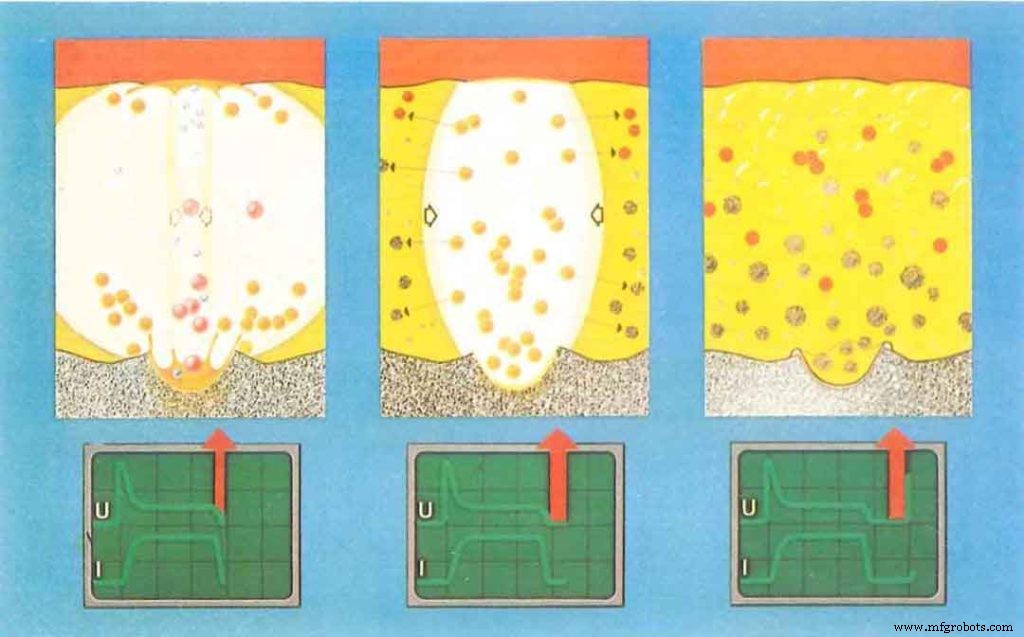
Manipulación de materiales de electrodos
Durante el proceso de trabajo de EDM, la alta temperatura instantánea del punto de descarga en la superficie del canal EDM y los electrodos positivo y negativo hacen que el líquido de trabajo se vaporice y el material metálico se derrita y vaporice. Tal expansión térmica generará altas presiones transitorias.
La presión en el centro del canal es la más alta, de modo que el gas vaporizado se expande continuamente hacia afuera, y el líquido de metal fundido y el vapor a alta presión son expulsados y arrojados al fluido de trabajo.
Debido a la acción de la tensión superficial y la cohesión, el material arrojado tiene el área de superficie más pequeña y se condensa en finas partículas esféricas cuando se condensa.
Cuando el metal fundido y vaporizado se arroja lejos de la superficie del electrodo, salpica por todas partes. Excepto que la mayor parte se arroja al fluido de trabajo y se contrae en pequeñas partículas, una pequeña parte se salpica, se deposita y se adsorbe en la superficie opuesta del electrodo.
Este fenómeno de salpicadura, recubrimiento y adsorción mutuos se puede utilizar para reducir o compensar la pérdida de electrodos de herramientas durante el procesamiento bajo ciertas condiciones.
El proceso de grabado y lanzamiento de materiales metálicos es mucho más complicado que esto.
Ionización del medio interpolar
Con el final del voltaje del pulso, la corriente del pulso también cae rápidamente a cero, pero aún debe transcurrir un breve período de tiempo después de esto para que el medio intersticial se desionice, es decir, las partículas cargadas en el canal de descarga se recombinen en partículas neutras.
Al recuperar rápidamente la rigidez dieléctrica del medio en el canal de descarga y reducir la temperatura de la superficie del electrodo y otras medidas, se evita la descarga de arco causada por la descarga repetida en el mismo lugar la próxima vez.
Se puede ver que para garantizar que el proceso de EDM se lleve a cabo con normalidad, generalmente debe haber suficiente tiempo de intervalo de pulso entre dos descargas de pulso.
Además, los puntos de ruptura y descarga deben tener espacio para la dispersión y la transferencia; de lo contrario, solo se descarga cerca de un punto y es fácil formar un arco.
Tecnología Industrial
- ¿Qué es el corte por mecanizado por descarga eléctrica (EDM)?
- SLA frente a PolyJet:lo que necesita saber
- Lo que necesita saber sobre la certificación CMMC
- ¿Sabe cuánto vale su negocio?
- Lo que debe saber sobre las pruebas de aceite de transformadores
- ¿Qué es el mecanizado por descarga eléctrica (EDM)?
- Lo que necesita saber sobre el ensamblaje de PCB
- ¿Qué es el cumplimiento de TAA? 5 cosas que debes saber
- Motores de CA y CC:lo que necesita saber
- Lo que debe saber sobre el taladrado de agujeros por EDM
- ¿Qué es el moleteado? Esto es lo que debe saber