


Reemplazo de la fabricación EDM con fresado CNC para mayor eficiencia
Lea este artículo en:Deutsch (alemán)
Muchos procesos de fabricación diferentes son Se utiliza para fabricar herramientas para la fabricación de moldes. La mayoría de la fabricación de moldes implica fresado CNC o procesamiento sustractivo del material. Se utilizan otras operaciones además del fresado, incluidas la fabricación aditiva y las operaciones de EDM.
Los fabricantes de hoy están bajo presión para crear piezas más rápido que nunca. Aunque la fabricación por electroerosión es válida en muchos casos, es importante explorar si algunos casos se pueden reemplazar con métodos más rápidos, como el mecanizado CNC.
¿Qué es la electroerosión?
EDM significa Mecanizado por descarga eléctrica, a veces denominado "mecanizado por chispa" o "hundimiento por electroerosión". Es donde una corriente eléctrica pasa a través de un electrodo en un medio dieléctrico. El electrodo se fabrica con la forma del material que debe retirarse del utillaje del molde. La chispa erosiona el material para formar la forma final deseada. Los hermanos Lazarenko desarrollaron EDM como un proceso en la entonces Unión Soviética durante la Segunda Guerra Mundial.
Los electrodos suelen estar hechos de grafito de carbono. Sin embargo, se pueden usar como electrodo cobre, latón, aleaciones de cobre y otros materiales. Por lo general, los electrodos deben fabricarse antes de que puedan usarse en una máquina EDM.

Casos de uso para EDM
Ha habido algunas ventajas percibidas desde hace mucho tiempo al usar el mecanizado EDM, que incluyen:
Esquinas interiores afiladas
Esta es una de las mayores ventajas de la fabricación por electroerosión:crear esquinas internas afiladas que, de lo contrario, requerirían herramientas CNC de diámetros pequeños o simplemente no serían posibles en una fresadora CNC.
Áreas profundas del molde
Los procesos de EDM se usaban a menudo en lugar del fresado CNC porque no era posible obtener herramientas de corte lo suficientemente profundas para fresar la forma correcta.
Geometría muy compleja
La sabiduría convencional es que las formas complejas son más fáciles de obtener a través de la fabricación EDM.
Mecanizado de costillas
Las costillas en los moldes suelen ser delgadas y pueden ser bastante profundas. Las operaciones de EDM son a menudo comunes en esas áreas específicas.
Operaciones desatendidas
En el pasado, los talleres eran más aptos para operar una máquina de electroerosión por penetración sin supervisión, en lugar de una fresadora CNC.
Donde se especifica el acabado superficial EDM
El acabado de las operaciones de electroerosión es uniforme, sin mecanizar festones ni patrones en espiral. A veces este acabado se especifica como parte de la pieza.
Desventajas de usar EDM
Un lugar donde no puede usar EDM es en áreas de HAZ, o Zonas afectadas por el calor. Estas son zonas, quizás áreas de soldadura, donde el calor de las operaciones de EDM causaría más problemas de los que resolvería.
Debido a la acumulación de tolerancias de electrodos y soportes, además de no saber el tamaño exacto de la chispa eléctrica, las áreas que requieren alta precisión a menudo no son adecuadas para EDM .
El EDM es lento
La mayor desventaja de usar EDM es que es un proceso largo. Primero, debe usar la fresadora CNC para fresar el electrodo. A menudo, necesitará fresar varios electrodos para una operación de electroerosión porque también se erosionan y puede llevar varios electrodos para electroerosionar un área. Luego está el proceso EDM, que tiene tasas de remoción de metal más lentas que el fresado.
El proceso de electroerosión no solo es más lento, sino que aún necesita usar una máquina CNC para fresar uno o más electrodos antes de poder usar la máquina de electroerosión. Además, el fresado de electrodos de grafito genera mucho polvo. Sin una fresadora CNC dedicada, con un sistema de vacío de alta gama, para el polvo de grafito, tiene tiempo de inactividad de la máquina cada vez que cambia de fresado de metal a carbono solo para la limpieza.
Si la electroerosión es parte de su proceso de fabricación y quiere aumentar su producción para seguir siendo competitivo, sustituir la mayor parte del trabajo de electroerosión por mecanizado CNC es una forma de hacerlo. .
Aunque es posible que el fresado CNC no pueda hacer mucho con las esquinas afiladas internas, existe una tecnología de hardware y software más nueva que mitiga las otras ventajas que una vez ofreció EDM .
Fresado de áreas profundas
El uso de electrodos y un proceso EDM era común para las áreas profundas del molde, pero el crecimiento de las fresadoras CNC de 5 ejes en la comunidad de fabricación de moldes ha cambiado esto. paradigma. Durante la fabricación de moldes, la mayoría de las máquinas de 5 ejes operan en una operación de 3+2 ejes, en lugar del mecanizado completo simultáneo de 5 ejes.
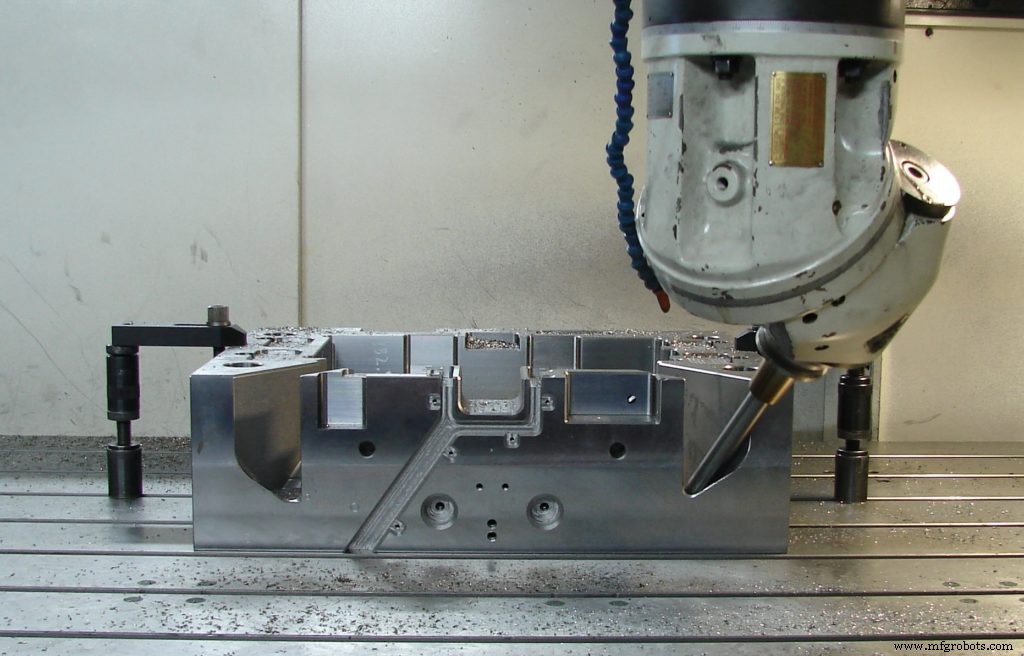
Los operadores y programadores pueden rotar el eje de la herramienta a algo que no sea directamente hacia arriba en Z y mecanizar áreas profundas sin necesidad de operaciones de electroerosión. Afortunadamente, el software CAD/CAM moderno como Fusion 360 ha mejorado y simplificado las capacidades de mecanizado multieje, al igual que las propias máquinas han mejorado. Aprovechar Fusion 360 puede reducir los plazos de entrega y ayudarlo a sacar las piezas más rápidamente.
El fresado exitoso de áreas profundas con mecanizado de 3+2 o 5 ejes requiere evitar colisiones y simular la herramienta y el portaherramientas, el husillo y otras partes de la máquina que potencialmente puede colisionar con la pieza que se está fresando. Este paso generalmente se realiza dentro del sistema CAM como Fusion 360 o a través de un paquete de software de simulación y verificación de terceros como CAmplete.
Mecanizado de costillas
El fresado de nervaduras dentro de un molde puede ser difícil, ya que requiere herramientas con relaciones LD (longitud a diámetro) grandes. Estas herramientas son más propensas a desviarse, vibrar o romperse. Además, la evacuación de virutas dentro de la nervadura se convierte en una consideración importante.
A pesar de las dificultades, el fresado de nervios puede ser considerablemente más rápido que el uso de EDM para crearlos. Los sistemas CAM especializados que incluyen funciones especiales para el mecanizado de costillas facilitan el trabajo de programación. Estos programas pueden descender a lo largo del eje de la herramienta o transformarse o seguir los contornos de la costilla. En cualquier caso, las pequeñas profundidades axiales de los cortes permiten un fresado seguro de las nervaduras.
En términos de lo que se necesita en el lado del CNC, las herramientas normalmente emplearían soportes termorretráctiles para mayor rigidez, y el cortador utilizado permitiría una buena evacuación de la viruta, con fuerte inundación o aire para ayudar a evacuar las virutas.
Geometría compleja
La geometría compleja alguna vez fue un uso común para los procesos de EDM, pero muchos pueden reemplazarse con mecanizado. Esto se debe a las mejoras en todas las áreas del mecanizado CNC:
- Los portaherramientas de ajuste por contracción y otras tecnologías de herramientas ofrecen más rigidez
- Las fresadoras son más suaves con capacidades integradas de mecanizado de alta velocidad y operaciones de suavizado.
- El software de programación CAM como Fusion 360 tiene más opciones y métodos de programación, incluido el mecanizado de resto automático, para fresar formas complicadas.
Mecanizado desatendido
Aunque da miedo hacer funcionar una costosa máquina de 5 ejes sin supervisión, esto es exactamente lo que están haciendo muchos talleres avanzados para aumentar la eficiencia y mejorar el tiempo de actividad del molino. Por supuesto, cuantas más máquinas del tiempo estén funcionando, más rápido saldrán las piezas y más negocios podrá ganar.
El software de simulación mencionado anteriormente para el mecanizado de varios ejes también puede verificar que los programas estén libres de colisiones y se puedan ejecutar sin supervisión. Los algoritmos pueden cambiar automáticamente las herramientas de corte por otras nuevas después de una cierta cantidad de uso, lo que permite tiempos de ejecución sin supervisión más prolongados. Esto es especialmente útil para piezas grandes.
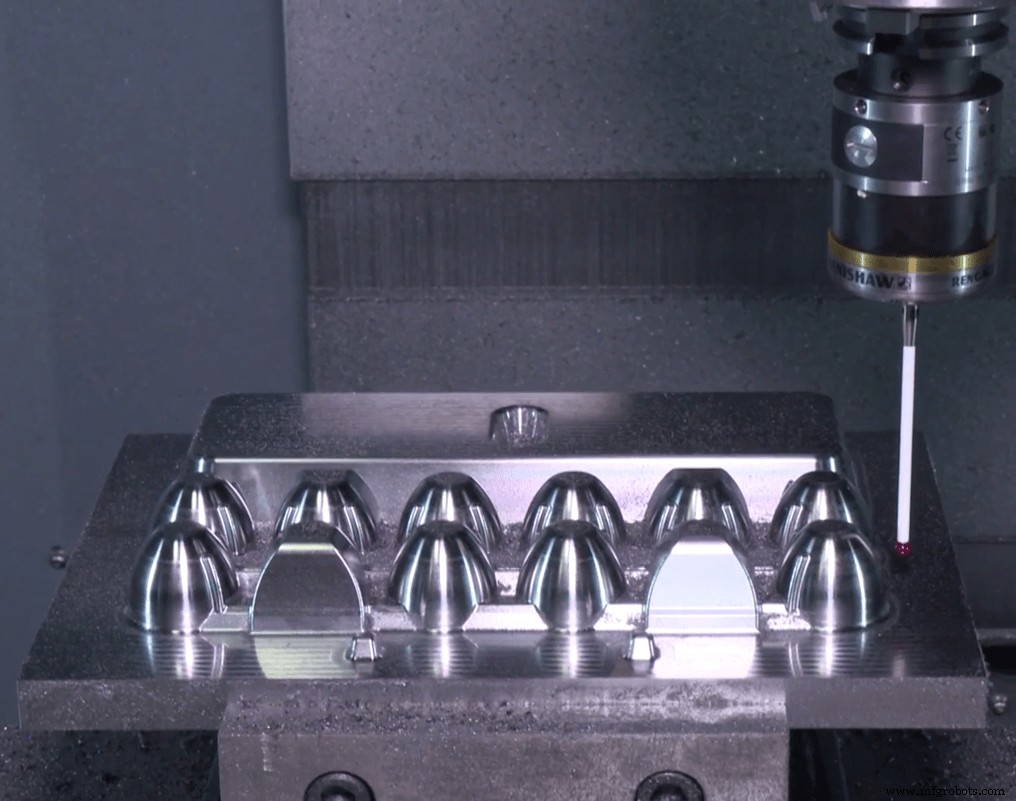
La inspección también es una parte clave del mecanizado desatendido. Fusion 360 incluye operaciones de inspección integradas en el proceso para que las características clave puedan probarse en cuanto al tamaño para que las piezas subsiguientes permanezcan dentro de la tolerancia incluso cuando la herramienta se desgasta. Otras operaciones detienen la máquina si se encuentra que una característica está fuera de tolerancia en tamaño o posición. Esto evita errores catastróficos que pueden interrumpir la producción.
Cambiando a fresado CNC
Las operaciones de fresado en la fabricación de moldes ofrecen tasas de eliminación más rápidas que las operaciones de EDM. Cambiar de procesos EDM puede ayudarlo a reducir los tiempos de entrega y aumentar su producción. Los avances en sujeción de herramientas, máquinas de 5 ejes y software de programación CAM como Fusion 360 han permitido reemplazar muchas operaciones de electroerosión por una operación de fresado CNC.
¿Está listo para cambiar de la fabricación por electroerosión al fresado CNC? Obtenga más información sobre cómo maximizar sus máquinas con Fusion 360.

Tecnología Industrial
- 4 consejos para principiantes en fresadoras CNC
- Sujeción de piezas CNC para fresadoras
- 3 consejos importantes para cortar aluminio con su fresadora CNC
- Fabricación de PCB para 5G
- VDMA desarrollará una hoja de ruta para la impresión 3D con hoja de ruta de fabricación
- Mejore la eficiencia de fabricación con los servicios de mecanizado CNC
- Tecnología de fresado CNC para superficies curvas
- Fresado y Mecanizado CNC:¿Para qué se utiliza?
- ¿Por qué molestarse con un giro de fresado CNC?
- Mi electroerosión CNC favorita para mecanizado
- 5 técnicas de fresado CNC para sus mejores diseños