


Rectificado sin centros de componentes mecanizados de precisión

Para modificar el diámetro exterior (OD) de un componente mecanizado de precisión, se pueden utilizar dos tipos de operaciones de rectificado de superficies cilíndricas:sin centro y con centro. Rectificar el DE de un componente torneado CNC Swiss ofrece varios beneficios:un acabado superficial más suave (Ra), una tolerancia de DE más estricta (hasta +/0,0001") y la eliminación de la distorsión que puede ocurrir durante el tratamiento térmico.
- En el rectificado centrado, la pieza se mantiene estacionaria y la muela abrasiva sube y baja por la pieza para eliminar el material. Para hacer esto, se utilizan pequeñas muescas en los extremos de la pieza (llamados centros) para ayudar a la rectificadora a mantener la pieza estacionaria
- En el rectificado sin centros, la muela abrasiva está estacionaria. La pieza se mueve a través de la máquina y pasa por la muela abrasiva, que elimina el material de la pieza. Este proceso se usa cuando la pieza no puede tener centros agregados a los extremos del componente.
Pioneer Service tiene capacidades internas para rectificado sin centros. Además, dependiendo de los requisitos del proyecto, el tiempo de entrega y la capacidad, también utilizamos varios proveedores de servicios de rectificado externos altamente calificados para los componentes. Los socios de rectificado exterior se utilizan a menudo cuando el componente requiere la combinación de rectificado de diámetro exterior e interior (diámetro interno).
Pioneer Service ofrece dos tipos de rectificado sin centro:
1) Rectificado en alimentación:
- OD de 0,045" (1,14 mm) a 1,5" (38,1 mm) de diámetro
- Superficies de hasta 6" de largo (desde un extremo de la pieza)
- Tolerancias:+/- .0001”
- Acabado superficial a 2Ra
- Se utiliza para piezas con formas más complejas o cuando se deben rectificar varios diámetros exteriores
- Por lo general, lleva más tiempo rectificar un componente en alimentación, ya que cada nivel requiere una configuración diferente
- Se utiliza para rectificar pequeños planos y ranuras
2) Rectificado de avance continuo:
- OD de 0,045″ (1,14 mm) a 1,0″ (25,4 mm) de diámetro
- Piezas de hasta 72" de largo
- Tolerancias:+/- .0001”
- Acabado superficial a 2Ra
- Utilizado para piezas con un diámetro que requiere rectificado
- Por lo general, la mejor opción cuando se deben mantener relaciones diametrales
- Por lo general, lleva menos tiempo que el rectificado de entrada, ya que se pueden introducir varias piezas a través de un tubo en la rectificadora
A continuación se muestra una vista de primer plano de una pieza con centros en el extremo (izquierda) y sin (derecha). La pieza de la derecha sería candidata para rectificado sin centros porque no tiene centros. La pieza de la izquierda se puede rectificar con rectificado centrado o sin centros.

En el rectificado sin centros, la rectificadora tiene 2 ruedas (ver imagen a la derecha):
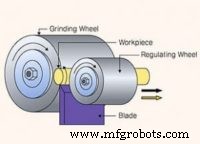
- Muela abrasiva:la rueda abrasiva tiene una superficie abrasiva y muele el material de la superficie del componente (pieza de trabajo) a medida que se mueve a través de la máquina.
- Rueda reguladora:esta rueda controla la velocidad y la profundidad de remoción de material del componente (pieza de trabajo) a medida que se mueve a través de la máquina.
La hoja del centro de trabajo soporta el componente (pieza de trabajo) a medida que se mueve a través de la máquina. La muela abrasiva, la muela reguladora y la hoja del centro de trabajo están estacionarios. El componente (pieza de trabajo) se mueve a través de la máquina a una velocidad regulada para lograr el acabado de superficie y el tamaño especificados.
Al rectificar un componente (pieza de trabajo) que tiene centros (ver imagen a la derecha), la pieza se mantiene estacionaria y la muela abrasiva se mueve a lo largo del componente para eliminar el material y alcanzar la tolerancia y el acabado superficial especificados.

Pioneer Service puede rectificar sin centros los siguientes materiales:
- Aluminio
- Latón
- Cobre
- Acero al carbono
- Aleaciones de acero
- Acero inoxidable
Algunos de los tipos de componentes que Pioneer Service tiene rectificados sin centros:
- Ejes
- Componentes hidráulicos
- varillas roscadas
- Alfileres
- Bujes
- Sujetadores
Nuestra galería de productos muestra muchos de los componentes que hemos mecanizado con precisión a lo largo de los años, con una amplia variedad de requisitos de acabado, incluido el rectificado sin centros.
Las industrias que utilizan componentes rectificados sin centros incluyen:médica, aeroespacial, militar/defensa, generación de energía, petróleo y gas, procesamiento de alimentos y muchas más.
Para obtener más información sobre si el rectificado sin centros es el proceso adecuado para su componente, contáctenos hoy.
Tecnología Industrial
- ¿Cómo cambiará CV19 el abastecimiento global de componentes mecanizados de precisión?
- Tratamiento de superficies para piezas mecanizadas de precisión de aeronaves
- Tratamiento térmico de piezas mecanizadas de precisión
- Aplicaciones comunes para piezas mecanizadas CNC de precisión
- Cómo fabricar componentes mecánicos de precisión
- Las amoladoras sin centros son únicas
- Una mirada más cercana al rectificado sin centros
- Comprender los componentes de alta precisión
- ¿Qué es la amoladora pequeña sin centro?
- Fundamentos del rectificado OD
- 8 principios del rectificado sin centros