


Configuración y perfiles de Ideal Cura ABS (para todas las impresoras)
El ABS o Acrilonitrilo Butadieno Estireno es un polímero ampliamente utilizado debido a sus propiedades físicas y costos reducidos. También es uno de los filamentos más complicados de la gama de consumo para imprimir porque es propenso a deformarse y delaminarse. Fue ampliamente utilizado por las primeras impresoras de bricolaje, pero ahora está siendo reemplazado por mejores alternativas.
Las impresoras cerradas tendrán más posibilidades de éxito, pero con la configuración adecuada, debería poder imprimir algunas piezas con ABS en la mayoría de las impresoras. La temperatura de extrusión debe estar entre 230°C y 250°C, y la temperatura del lecho a 100°C. Se obtienen mejores resultados con los ventiladores completamente apagados, y se recomienda el uso de un borde. Se obtiene una mejor adherencia al lecho con láminas de PEI o lechos de vidrio revestido.
Para obtener mejores resultados, se recomienda otro polímero que es una ligera variación conocida como ASA o acrilato de estireno de acrilonitrilo.
Los problemas con ABS

Cualquiera que haya impreso con ABS se habrá encontrado con al menos uno de los problemas conocidos del ABS, como la deformación y la delaminación de las capas. El ABS se expande notablemente cuando se funde y luego, cuando se solidifica, se contrae nuevamente. Este fenómeno provoca tensiones en el objeto impreso que tienden a combarlo hacia arriba o agrietarse a lo largo de las líneas de la capa.
El alabeo y la deslaminación se pueden solucionar con un cerramiento y una buena adhesión al lecho.
También está el tema de los humos, olores y partículas emitidas durante la impresión. El ABS solo debe imprimirse en áreas ventiladas o con sistemas de filtrado de protección. Se han informado náuseas y dolor de cabeza si se sobreexpuso a las emisiones de ABS.
Si bien es un poco más caro, el ASA tiene menos tendencia a deformarse o deslaminarse y no emite tantos humos ni partículas, manteniendo las ventajas del ABS. Estas ventajas están haciendo que toda la comunidad de impresión 3D cambie a ASA.
¿Por qué imprimir con ABS?

Las principales ventajas del ABS son su amplio rango de temperatura de uso continuo (-20ºC a 80ºC) y su alta resistencia al impacto. Por el contrario, el PLA, por ejemplo, se ablanda a solo 50 ºC, por lo que no resistirá muy bien las condiciones exteriores. El PLA también tiende a romperse como el vidrio con el impacto, por lo que no será adecuado para aplicaciones donde la dureza es un requisito.
También existe la posibilidad de suavizar con vapor de acetona que puede suavizar las piezas de ABS (o ASA) como si estuvieran moldeadas por inyección.
Los polímeros son susceptibles a los rayos UV hasta el punto de que pueden comenzar a desmoronarse tras una exposición prolongada al sol. ASA trae consigo la resistencia a los rayos UV junto con las otras ventajas del ABS.
Ajuste de los parámetros de Cura para imprimir con ABS
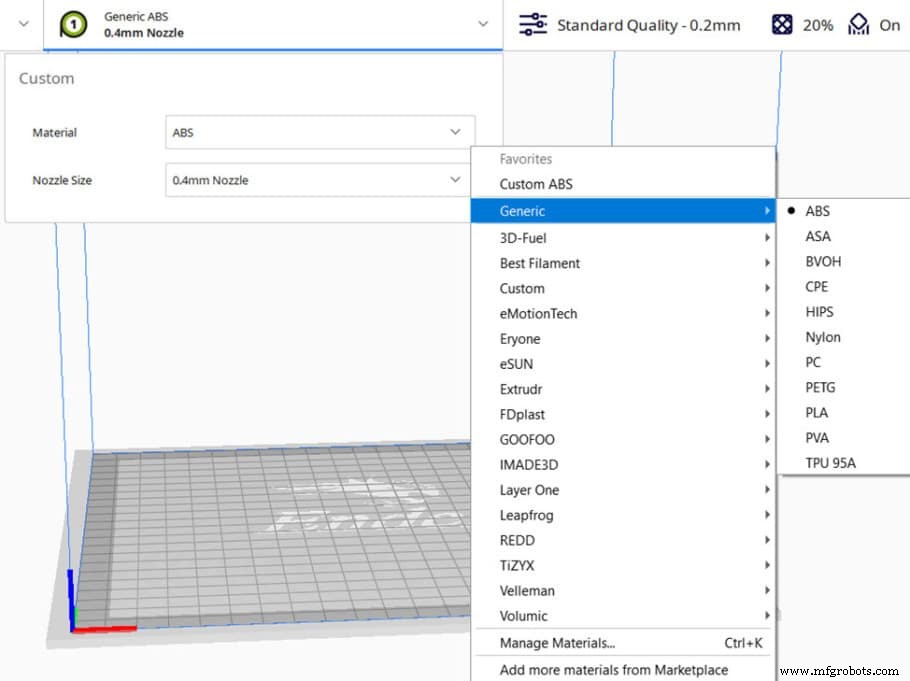
Habilite el perfil ABS predeterminado de Cura (utilícelo como punto de partida)
Cura tiene muchos perfiles integrados para marcas conocidas, por lo que es una buena idea usarlos como punto de partida y hacer pequeños ajustes desde allí. Si la marca no aparece en la lista, puede comenzar con un perfil ABS genérico.
Altura de capa
La altura de la capa afecta en gran medida el tiempo de impresión, el detalle y la fuerza. El tiempo de impresión disminuye con alturas de capa más grandes, pero el detalle y la fuerza también disminuyen. Para el caso del ABS, es mejor elegir capas más finas para evitar la delaminación.
Un estudio muestra que una relación más baja entre la altura de la capa y el tamaño de la boquilla aumenta la resistencia porque deja menos espacios entre las capas. Entonces, la recomendación sería obtener una boquilla más grande si necesita capas más grandes. También puede emular una boquilla más grande cambiando el ancho de extrusión, pero probablemente sea mejor no ir más allá del 125-150 % del tamaño real de la boquilla. (por ejemplo, 0,6 mm para boquilla de 0,4 mm).
Para una boquilla de 0,4 mm (o ancho de extrusión) una capa de 0,2 mm sería lo más recomendable en ABS. Puede consultar el documento aquí
Más información sobre este tema en este artículo nuestro.
Ajuste fino
Imprima cambiando solo ligeramente la altura de la capa y verifique los resultados hasta que encuentre la altura de capa perfecta para su proyecto específico.
Altura ideal de la capa de ABS:
- Para detalles: 25 % del tamaño de la boquilla o ancho de extrusión (0,1 mm para boquilla de 0,4 mm)
- Mejor altura general de la capa: 25% - 40% del tamaño de la boquilla o ancho de extrusión (0,15 mm para boquilla de 0,4 mm)
- Impresión rápida/creación de prototipos: 50% - 65% del tamaño de la boquilla o ancho de extrusión (0,2 mm para boquilla de 0,4 mm)
Temperatura de impresión
Temperatura ideal de impresión en ABS: 235 – 250 ºC
La temperatura de impresión es particularmente importante en ABS porque cambia la adhesión de la capa y el detalle de formas opuestas. Cuanto mayor sea la temperatura de impresión, mayor será la adhesión de la capa pero menor el detalle. Una vez que se alcanza la temperatura de fusión, los polímeros tienden a volverse menos viscosos cuando se aumenta aún más, por lo que los detalles no serán tan nítidos.
ABS (y ASA) imprimen a temperaturas elevadas, por lo que, si bien puede prescindir de uno, un hotend totalmente metálico le permitirá obtener mejores resultados.
Ajuste fino
Se puede ajustar la temperatura imprimiendo una torre de calibración de temperatura y cambiando la temperatura de extrusión después de una distancia fija. Una vez finalizada la impresión, podrás ver claramente el rango en el que tu filamento tiene la mejor adherencia de capa y detalles.
Aquí hay un buen video sobre este tema:
Temperatura de la cama
Temperatura ideal de la cama de ABS: 100ºC+.
La temperatura de la cama es clave cuando se imprime con ABS. Sin una cama caliente es prácticamente imposible imprimir. Lograr que el ABS se adhiera firmemente a la cama garantizará que obtenga una impresión exitosa.
Un estudio muestra que una temperatura del lecho ligeramente más alta que la temperatura de transición vítrea del filamento mejora enormemente la adhesión. Compruébalo aquí
Los polímeros, a diferencia de sustancias como el agua, tienen una temperatura característica adicional que es la temperatura de transición vítrea. Cuando el polímero se calienta por encima de ese umbral, sus propiedades físicas cambian de frágiles y duras a dúctiles y tenaces.
La temperatura del vidrio ABS es de unos 110 ºC, por lo que si su máquina puede alcanzar esa temperatura, es muy recomendable configurarla a 110 ºC o más. Es de esperar una pata de elefante más pronunciada, pero eso se puede compensar en el cortador o en el propio modelo agregando un chaflán en la parte inferior.
Ajuste fino
La temperatura de la cama no necesita ajustarse con mucha precisión. Solo intente superar los 100ºC y aumente hasta que su impresión sea exitosa.
Refrigeración de impresión
Con ABS, no debe usar refrigeración para evitar la separación y deformación de las capas. Los ventiladores de enfriamiento de piezas se pueden usar en algunas ocasiones hasta en un 30 % cuando los detalles son una preocupación importante y la temperatura ambiente es alta. La mejor suposición inicial es apagar el enfriamiento de la pieza por completo, excepto el puente. Tenga en cuenta que si bien se mejoran las capacidades de unión, las posibilidades de delaminación aumentan drásticamente.
Ajuste fino
Se puede imprimir una torre de la misma forma que la torre de calibración de temperatura pero cambiando solo el enfriamiento de la pieza.
Configuración ideal de enfriamiento del ABS:
- Velocidad del ventilador de la capa inicial: apagado
- Velocidad del ventilador: apagado
- Tipo de adhesión al lecho: Hojas de PEI o vidrio revestido
- Ancho del ala: Al menos 10 mm
Velocidad de impresión
Como el ABS no va bien con el enfriamiento de la pieza, se debe reducir la velocidad para permitir que el plástico se solidifique. Depende de su impresora y del tamaño de la pieza, pero un buen punto de partida sería de 20 a 30 mm/s para las primeras capas y de 30 a 60 mm/s para las demás.
Los perímetros deben mantenerse lo más bajos posible y las velocidades de relleno se pueden aumentar.
Ajuste fino
Imprima la misma pieza cambiando solo la velocidad de impresión para ver cómo afecta su configuración.
Configuración ideal de velocidad del ABS:
- Velocidad de impresión: 30 – 50 mm/s
- Velocidad de impresión de la capa inicial: 20 – 30 mm/s
- Velocidad de relleno: 40 – 60 mm/s
- Velocidad de viaje: 60+ mm/s dependiendo de la impresora
Retracción
El ABS puede ser bastante fibroso ya que las temperaturas involucradas son altas y no se usa enfriamiento, pero si la retracción se ajusta correctamente y se activan algunas otras opciones, podrá obtener resultados impresionantes.
Una prueba de encordado puede ayudar a ajustar la retracción. Para empezar, use una distancia de retracción de 3 mm si tiene una extrusora de transmisión directa y 6 mm si tiene una configuración Bowden. La velocidad de retracción de 25 mm/s en cualquier configuración sería una buena suposición inicial. La configuración estándar de Cura tiende a funcionar bien.
¿Qué es peinar y qué configuración usar?
El peinado desactiva la retracción y modifica los movimientos de desplazamiento para repasar el relleno y depositar cualquier plástico que se derrame. Puede ser útil establecerlo en "Dentro del relleno"
Ajuste fino
Imprima varias pruebas de encordado cambiando su velocidad de retracción o distancia un poco cada vez para ajustar estos ajustes.
Configuración ideal de retracción del ABS:
- Distancia de retracción: 3 mm para directo o 6 mm para bowden
- Velocidad de retracción: 25 mm/s
- Peinar: ENCENDIDO y configurado en "Dentro de relleno"
Adhesión al lecho
Como se mencionó en la sección de temperatura del lecho, la adhesión aumenta considerablemente si la temperatura se establece por encima de la temperatura de transición vítrea del filamento.
Los bordes son un borde grueso de una capa que aumenta el contacto con la cama. Su uso puede ayudar mucho en modelos que no tienen una buena base para pegarse a la cama. Las faldas son lo mismo pero no entran en contacto con el modelo, solo actúan como imprimación de la boquilla, por lo que no hará mucho para la adhesión de la capa.
Una balsa actúa de la misma manera que las alas pero está compuesta por al menos dos o tres capas que van debajo de todo el modelo. También puede ayudar a compensar cualquier irregularidad de la cama.
Pegamento en barra, laca para el cabello y cinta de pintor son aliados para combatir la adherencia de la cama. Si nada funciona, intente usar un poco de pegamento en barra, cualquier adhesivo de cama especialmente formulado, o aplique cuidadosamente cinta de pintor y pruébelo.
Configuración ideal de adhesión a la cama de ABS:
- Temperatura de la cama: 100+ºC
- Tipo de adhesión al lecho: Hojas de PEI o vidrio revestido
- Ancho del ala: Al menos 10 mm
- Productos que ayudan con la adherencia: Pegamento en barra, laca para el cabello, cinta de pintor.
¿Necesita un recinto para imprimir ABS?
Si bien puede prescindir de un gabinete en modelos pequeños, tener un gabinete definitivamente ayudará cuando imprima con ABS. Si tu impresora tiene una cámara calefactada, mejor aún.
Resumen:configuración/perfil ideal de Cura para imprimir ABS
- Altura de la capa: 25% - 40% del tamaño de la boquilla o ancho de extrusión (0,15 mm para boquilla de 0,4 mm)
- Temperatura de impresión: 235 – 250 ºC
- Temperatura de la cama: 100+ºC
- Tipo de adhesión al lecho: Hojas de PEI o vidrio revestido
- Distancia de retracción: 3 mm para directo o 6 mm para bowden
- Velocidad de retracción: 25 mm/s
- Velocidad de impresión: 30 – 50 mm/s
- Velocidad de viaje: 60+ mm/s dependiendo de la impresora
- Capas iniciales de velocidad del ventilador: apagado
- Velocidad del ventilador resto de la impresión: apagado (excepto puente)
Impresión 3d
- Impresión 3D con plástico ABS:todo lo que necesita saber
- Criterios para tintes utilizados en impresoras de inyección de tinta
- Formlabs lanza la función de embalaje 3D actualizada para todos los clientes de Fuse 1
- Nuevos materiales para impresoras Stratasys FDM
- Por qué la validación Pantone es tan importante para las impresoras 3D Stratasys
- Cómo calcular el ROI para impresoras 3D de metal
- Uso de impresoras 3D Markforged para BattleBots
- ABS de fibra de carbono para una gama más amplia de impresoras 3D FDM
- Aplicaciones ideales para actuadores neumáticos
- Las 11 mejores impresoras 3D para imprimir terrenos:FDM e impresoras de resina (2022)
- ¡Las mejores impresoras 3D para principiantes (actualizado en 2022)!