


¿La resina es más fuerte que el filamento? ¡Explicado de forma sencilla!
La comunidad de impresión 3D ha debatido extensamente sobre las ventajas y desventajas de las impresoras de resina y filamento. Los temas más discutidos están relacionados con la calidad de las impresiones, el costo de los materiales y los tiempos de impresión de cada tecnología.
También puede darse el caso de que necesitemos imprimir un objeto que requiera algunas propiedades estructurales específicas, como resistencia a la tracción y resistencia al impacto, y necesitemos averiguar si las piezas de resina son más fuertes o más débiles que las impresas con filamento.
Cuando se trata de resistencia, las piezas impresas con FDM tienden a ser más fuertes que los objetos impresos con resina. Esto es cierto tanto en términos de resistencia al impacto como de resistencia a la tracción. Casi todos los filamentos populares como ABS, PLA, PETG, nailon y policarbonato superan las impresiones de resina normales. No obstante, cabe mencionar que la Tough Resin es más fuerte que el ABS, el PETG y el nailon.
Comparación de resistencia a la tracción entre resina y filamento
Resistencia a la tracción de diferentes filamentos y resinas (mega Pascales)
| Material | MPa |
| Policarbonato | 67 |
| PLA | 64 |
| Resina resistente | 55 |
| PETG | 50 |
| Nailon | 48 |
| ABS | 38 |
| Resina | 23 |
La resistencia a la tracción mide la cantidad de tensión que puede soportar un material específico mientras se estira hasta su punto de ruptura. La resistencia a la tracción del material se mide en el punto de rotura y variará entre los diferentes materiales utilizados para fabricar un componente idéntico.
Esta es una prueba bastante común realizada en la mayoría de las industrias; sin embargo, para producir resultados bastante precisos, el proceso de construcción real debe considerarse y tenerse en cuenta como una variable.
El consenso es que las impresiones de resina 3D no son tan resistentes a los impactos; además, existe un gran signo de interrogación sobre el curado continuo de los productos de resina expuestos periódicamente a la luz ultravioleta. Mientras que en el otro lado de la escala, el PLA es un material resistente a bajas temperaturas relativamente barato en una caja etiquetada como "último recurso".
Estas suposiciones no podrían estar más lejos de la verdad, y la verdad se revela en pruebas justas y precisas. Aquí hay una descripción general básica de las pruebas de resistencia a la tracción realizadas en diferentes tipos de filamentos FDM, que fueron realizadas por Airwolf 3D que cumplen con los estándares ISO 527 *. Se fabricó un anzuelo de diferentes materiales y se puso a prueba.
*:Estas directrices especifican las condiciones generales para determinar las propiedades de tracción de los termoplásticos en condiciones específicas.

PLA
La cama de impresión se ajustó a 60 °C y el gancho se imprimió sin un recinto para mantener el calor a un nivel moderado. El anzuelo PLA logró sostener un peso de 285 libras, lo que se traduce en una resistencia a la tracción de 64,4 MPa, pero como siempre hay un problema.
El PLA perderá su resistencia a la tracción con el tiempo y, como resultado, solo debe usarse para su propósito designado, que es fabricar juguetes y artículos ornamentales, pero no para fines que requieran una alta resistencia a la tracción.
PETG
PETG medido a 50,0 MPa, lo que es sorprendente ya que uno esperaría que fuera más fuerte que el PLA. Una prueba diferente realizada por toms3d.org comparó el PLA con el PETG, pero se imprimieron dos estructuras de prueba de cada una para determinar el efecto de la dirección de la capa. Las dos muestras se imprimieron vertical y horizontalmente.
La prueba realizada fue una prueba de flexión para determinar el punto donde se rompe la muestra. Las muestras impresas verticales se probaron primero, y esto también probaría la adhesión de la capa. La muestra de PLA soportó poco menos de 8 kg, mientras que PTEG logró 5,9 kg. La segunda muestra probó la resistencia del material y el PLA midió 16,6 kg, mientras que la muestra de PETG no falló ya que no se rompió en absoluto, sino que simplemente se dobló.
Esencialmente, el PETG es más flexible y no se romperá bajo ciertas fuerzas como lo haría el PLA, pero en lo que respecta a la resistencia a la tracción, el PLA es más fuerte.
ABS
Con la prueba ISO 527, el ABS obtuvo una calificación de 38,6 MPa, que es sustancialmente más débil que PLA y PETG. En la prueba de gancho, el ABS funcionó mal y se partió instantáneamente con la misma carga de 285 lb.
Aunque el ABS se considera un material de ingeniería real utilizado en aplicaciones cotidianas, estas aplicaciones no requieren resistencia a la tracción. La resistencia a la tracción del ABS llegó a 4700 psi (32,4 MPa).
Policarbonato
En la prueba de gancho básica, el filamento de policarbonato se imprimió a altas temperaturas, donde la temperatura de la cama no debe ser inferior a 145 °C y la temperatura del extrusor no debe ser inferior a 290 °C.
Es importante tener en cuenta que las impresoras normales para aficionados no pueden alcanzar estas temperaturas deseadas. Se suspendieron 685 libras del gancho, que midió 9800 psi (67,6 MPa), lo que convirtió al policarbonato en el ganador indiscutible de la resistencia a la tracción.
Nail
El nailon no es un filamento uniforme y, como resultado, los diferentes tipos de filamentos de nailon tienen una resistencia a la tracción variable, pero la resistencia estimada se establece en 7000 psi (48,3 MPa), que es sustancialmente mejor que el ABS pero por debajo del PLA. En la prueba de gancho, se utilizó nailon 910 y se imprimió a 250 °C con una temperatura de lecho de entre 70 y 100 °C. El nailon comenzó a doblarse y solo después de cientos de libras cedió a 485 libras.
Esencialmente, similar al PETG, el nailon se doblará más que el PLA.
Resina
Aunque las pruebas de resistencia a la tracción no fueron realizadas por las mismas personas que realizaron las pruebas anteriores, se recrearon las mismas condiciones, lo que significa que los resultados no solo son válidos sino también comparables.
La resina se conoce comúnmente como un material muy débil cuando se reduce a la resistencia a la tracción, y los resultados están de acuerdo con esta noción. La resina normal solo midió 23,4 MPa, un valor que está muy por debajo de todos los filamentos medidos.
A pesar de los malos resultados de la resina regular, debo mencionar que ha habido avances increíbles en la impresión SLA, y la resistencia a la tracción es definitivamente una dimensión que recibió mucha atención.
Todos los principales fabricantes de resinas también ofrecen sus resinas "resistentes", y no es solo una táctica de marketing:tome como ejemplo la resina resistente de eSun con una resistencia a la tracción de 55MPa.
Esto demuestra que los fabricantes están poniendo un gran esfuerzo en satisfacer los requisitos que la industria de la impresión 3D demanda cada vez más.
Diferencia entre resina normal y resina dura
Los tipos de resina regulares se consideran demasiado débiles para manejar el estrés y no se recomiendan para uso en exteriores debido al proceso continuo de curado de los rayos UV del sol. Sin embargo, existen resinas en el mercado que han sido formuladas para ser realmente fuertes.
Se está introduciendo una tecnología acelerada en el desarrollo de resinas y se están descubriendo diferentes aplicaciones de manera continua. Las resinas moldeables se utilizan en la fabricación de joyas y se utilizan mucho en odontología.
La principal diferencia entre la resina normal y la resistente es la resistencia a la tracción, ya que una resina resistente tiene aproximadamente el doble de resistencia a la tracción que la resina normal.
La resina UV coloreada de Anycubic se seleccionó como la resina normal que se probó con algunas resinas resistentes, a saber, Tough 2000 de Formlab, Hard-Tough de eSun y Blu de Siraya Tech. Los resultados no fueron sorprendentes en absoluto porque la resina estándar midió 23,4 MPa mientras que las resinas resistentes midieron 46 MPa para Foamlab, 55 MPa para eSun y 44 MPa para Siraya Tech.
Como puede ver en los resultados de las pruebas, las resinas duras realmente son mucho más fuertes que la resina normal, pero los resultados de las pruebas no se traducirán automáticamente en sus proyectos. La razón principal es el diseño estructural y la aplicación, por lo que aunque las resinas duras son más fuertes, no necesariamente reflejarán los resultados de estas pruebas.
Comparación de resistencia al impacto entre resina y filamento
Fuerza de impacto para diferentes materiales y orientaciones (julios/metro)
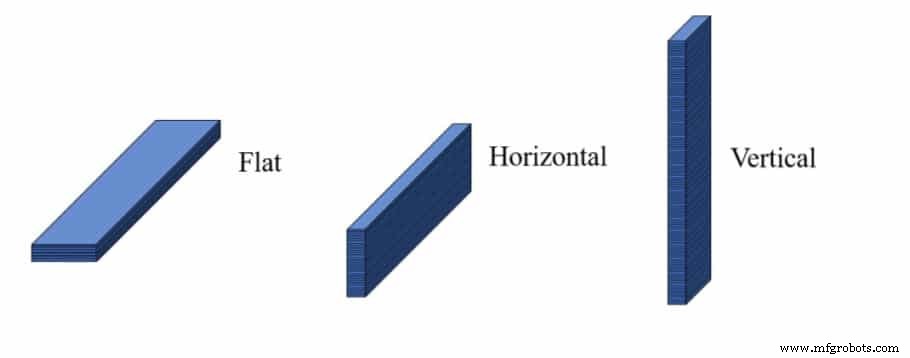
| Plano | Horizontales | Verticales | |
| Policarbonato | 354 | 515 | 42 |
| Nailon | 325 | 249 | 60 |
| Resina resistente Prusa | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| PLA | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
La resistencia al impacto es diferente de la resistencia a la tracción en que mide cuánto impacto puede soportar un modelo estándar y cuánta energía de impacto se absorbe de la fuerza. El método utilizado para realizar la prueba es la prueba de resistencia al impacto IZOD. Las pruebas se realizaron utilizando tres orientaciones diferentes:muestras de prueba orientadas plana, vertical y horizontal.
PLA
- Plano:152,52 j/m
- Horizontales; 113,21 j/m
- Vertical:77,42 j/m
PETG
- Plano:238,98 j/m
- Horizontales; 178,09 j/m
- Vertical:35,45 j/m
ABS
- Plano:128,69 j/m
- Horizontales; 149,14 j/m
- Vertical:55,14 j/m
Policarbonato
- Plano:354,15 j/m
- Horizontales; 514,90 j/m
- Vertical:42,03 j/m
Nail
- Plano:324,90 j/m
- Horizontales; 248,86 j/m
- Vertical:59,61 j/m
Como puede ver en los resultados, hay números mixtos entre los tipos de filamentos, así como la orientación de la muestra de prueba. PLA obtuvo la puntuación más alta en la prueba vertical con 77,42 j/m, y PETG obtuvo la puntuación más baja con 35,45 j/m. Las muestras de prueba de policarbonato y nailon coinciden bastante, pero el policarbonato obtuvo una puntuación de 514,90 j/m en la prueba horizontal, mientras que el nailon alcanzó una puntuación de 248,86 j/m.
Diferencia entre resina normal y resina dura
La resistencia al impacto de la resina regular en comparación con la resina resistente se realizó mediante la prueba de resistencia al impacto IZOD con puntuación de Filaween. En la prueba de Tom, utilizó resina roja transparente similar a ABS de Elegoo y la resina "Tough" granate de Prusa, y los resultados hablan por sí mismos.
Al ser un material isotrópico, las muestras de prueba de resina solo necesitaban una muestra cada una. El resultado de la resina Prusa Tough fue de 280 mJ. Esta resina es comparable con los resultados del PLA.
¿Cuál es el filamento más fuerte?
Creo que es una conclusión bastante común entre los fabricantes, revisores y usuarios finales que el policarbonato está clasificado como el tipo de filamento más resistente.
Cuando se imprime correctamente ya las temperaturas adecuadas, el policarbonato (o PC) puede producir componentes extremadamente fuertes y duraderos; sin embargo, la impresión con PC puede ser problemática ya que no funciona bien con voladizos y detalles finos. La PC tiene una alta resistencia térmica y también es bastante resistente a los impactos, como lo muestran los resultados de las pruebas anteriores.
El nylon también tiene una alta calificación y se compara favorablemente con la PC. El filamento de nylon 910 probado por Airwolf mostró una gran resistencia a 7000 psi, y un clip impreso pudo contener 485 lb. MatterHackers realizó pruebas similares pero utilizó su propio filamento de nylon llamado filamento Nylon X. Imprimieron un gancho y podían sostener 364 libras antes de que se rompiera. El nailon ha recibido excelentes críticas, y muchos revisores lo califican mucho más alto que el PLA en cuanto a resistencia y durabilidad.
Debido a que el nailon es higroscópico, lo que significa que tiende a absorber la humedad, presenta dificultades de impresión. Tiene que estar 100% seco; de lo contrario, se producirán errores de impresión. Otro punto delicado es la temperatura de impresión, que debe estar entre 220 y 270 °C y es propensa a deformarse. El lado bueno del nailon es que es resistente a impactos, resistente a la fatiga, resistente al calor, y la guinda del pastel es que es más fácil de imprimir que la PC.
Estos son algunos filamentos de nailon y policarbonato recomendados:
¿Cómo fortalecer una pieza FDM?
Una impresión fuerte de FDM es una impresión deseable. Hay varias formas de aumentar la resistencia de sus impresiones, incluido el uso de relleno rectilíneo, la reducción del enfriamiento, el aumento del ancho de extrusión, el aumento de la cantidad de perímetros y el uso de capas más delgadas. Estos consejos que le ayudarán a aumentar la fuerza de sus impresiones FDM han sido probados por muchos especialistas y entusiastas del 3D.
Usar el patrón de relleno rectilíneo o panal
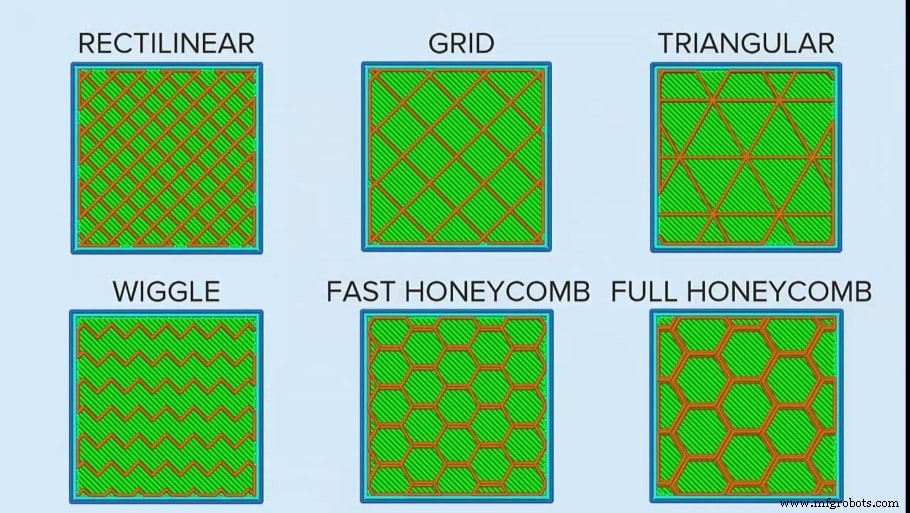
Los patrones de relleno son definitivamente un punto a favor para fortalecer las impresiones, pero desafortunadamente, no hay una talla única para todos. La estructura de nido de abeja es conocida por su resistencia e incluso se utiliza en llantas de coche sin pinchazos. Desde un punto de vista técnico, el patrón rectilíneo es el patrón más fuerte, pero solo cuando se tiene en cuenta la dirección de la fuerza, ya que será débil en la dirección opuesta.
El uso de un patrón de relleno rectilíneo ahorra el uso de plástico y, como resultado, imprime más rápido. Imprime hasta un 30% más rápido que el patrón de panal. Donde el patrón rectilíneo es más fuerte desde una dirección, el panal es igualmente fuerte desde todas las direcciones, lo que lo convierte en un patrón confiable para usar en todos los sentidos.
Recocido de sus impresiones 3D
El recocido es un proceso común en la creación de piezas de metal o plástico inyectado. En pocas palabras, es un proceso de aumento de la temperatura para mejorar la firmeza, la resistencia a la tracción y la resistencia al calor. Aunque no es tan popular en el mundo de la impresión 3D, el proceso sigue siendo aplicable, pero requerirá cierto grado de experimentación para obtener la temperatura óptima.
En casa, puede colocar sus impresiones en el horno, pero deberá controlar la temperatura de cerca y asegurarse de que haya una distribución uniforme del calor alrededor de la impresión.
El recocido consiste básicamente en calentar el plástico a su temperatura de transición vítrea porque, en este punto, el objeto aún conservará su forma, pero las moléculas se reorganizarán en un estado más fluido, lo que reducirá la tensión interna y fortalecerá la estructura en el proceso.
Los polímeros tienen cadenas moleculares largas y repetitivas que se componen de estructuras moleculares amorfas y semicristalinas. Estas estructuras moleculares forman el polímero y se distribuyen aleatoriamente sin líneas divisorias definitivas. Las estructuras cristalinas son duras y rígidas, mientras que las estructuras amorfas son más elásticas y flexibles.
Cuando el filamento se calienta en la boquilla, probablemente será amorfo y retendrá esta estructura a través del rápido proceso de enfriamiento. Lo que se consigue con el recocido es cambiar las características del plástico amorfo a plástico cristalino.
Los filamentos PLA y PETG mostraron resultados prometedores cuando se recocieron, mientras que ASA y ABS no mostraron ningún cambio real más que deformaciones durante el proceso. El filamento PLA mostró una gran mejora en la resistencia a la tracción, mientras que el PETG obtuvo grandes puntos en cuanto a durabilidad contra impactos.
La conclusión es que el recocido es una herramienta eficaz, pero puede causar complicaciones cuando se usa la técnica con impresiones detalladas.
Consideraciones adicionales
Debe considerar la aplicación de una impresión para determinar sus fortalezas y debilidades. Además del filamento o la resina correctos, varias otras consideraciones afectarán la utilidad de su impresión.
Anisotrópico vs Isotrópico
Anisotrópico básicamente llega a diferentes valores cuando las propiedades de un material se miden desde diferentes direcciones, como es el caso de los rellenos rectilíneos. Por otro lado, isotrópico significa valores consistentes sin importar la dirección de la medición, y en este caso, podemos usar la estructura de panal como un buen ejemplo.
With FDM 3D printing, the print or build direction will contribute to anisotropic results. This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
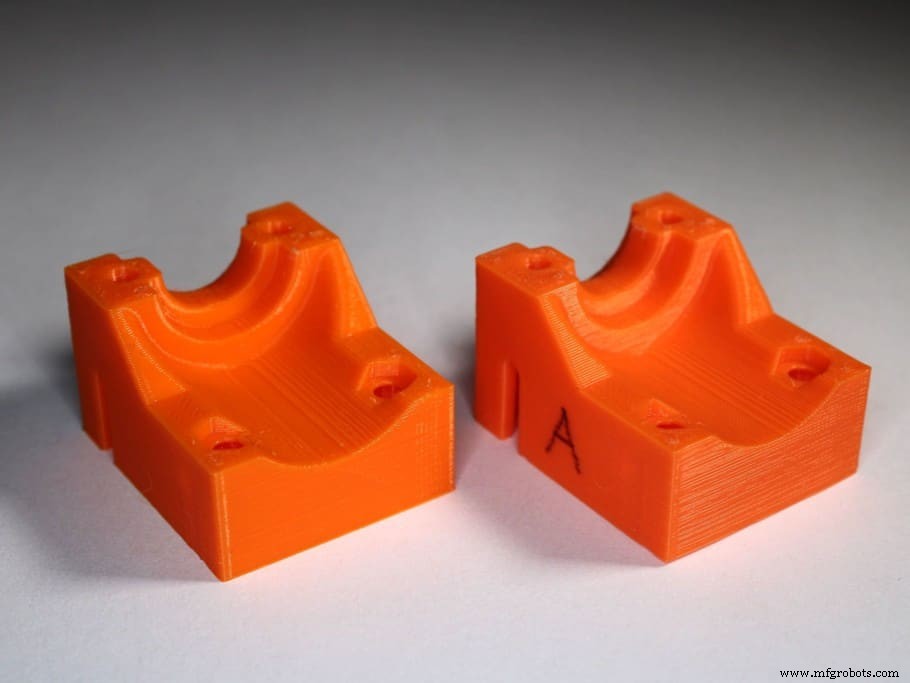
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
Consulta nuestra sección de productos recomendados

Creamos una sección de productos recomendados que le permitirá eliminar las conjeturas y reducir el tiempo dedicado a investigar qué impresora, filamento o actualizaciones obtener, ya que sabemos que esta puede ser una tarea muy desalentadora y que generalmente genera mucha confusión. .
Hemos seleccionado solo un puñado de impresoras 3D que consideramos buenas tanto para principiantes como para intermedios e incluso expertos, lo que facilita la decisión, y los filamentos, así como las actualizaciones enumeradas, fueron probados por nosotros y cuidadosamente seleccionados. , para que sepa que cualquiera que elija funcionará según lo previsto.
Impresión 3d
- Un curso intensivo sobre resistencia a la tracción y lo que significa
- ¿Es la fibra de vidrio más fuerte que el acero?
- Efecto a nanoescala de la superficie de relleno de zirconia sobre la resistencia mecánica a la tracción de compuestos poliméricos
- Más fuerte que el acero, la última madera de alta tecnología podría enfriar edificios
- El caso de la contratación digital es más sólido que nunca
- Cómo el equipo de preparación de muestras de tracción puede construir edificios comerciales seguros
- Resistencia a la tracción del poliuretano
- ¿Son caras las impresoras 3D? ¡FDM y resina!
- ¡Coste de resina frente a filamento en impresión 3D!
- ¿Qué metal tiene la mayor resistencia a la tracción?
- ¿Qué es la impresión 3D con resina?