


Avances en la tecnología de herramientas de torbellino de roscas
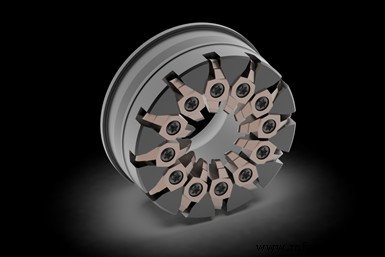 La nueva tecnología de recubrimiento de insertos que presenta una calidad de superficie submicro sin defectos se presta bien a los tipos de carga de corte encontrada por los insertos durante el torneado de roscas. Créditos fotográficos:GenSwiss
La nueva tecnología de recubrimiento de insertos que presenta una calidad de superficie submicro sin defectos se presta bien a los tipos de carga de corte encontrada por los insertos durante el torneado de roscas. Créditos fotográficos:GenSwiss
Como lector de Production Machining revista, es muy probable que ya haya invertido en tecnología de torno suizo CNC o que tenga un gran interés en hacerlo en el futuro. Tal vez sea el nivel de precisión del que son capaces estas máquinas, o tal vez hay un trabajo de producción de alto volumen y larga duración que está considerando y necesita el tipo de capacidad que proporciona este equipo.
Una cosa es segura:las operaciones de roscado son algo que casi todos los talleres mecánicos suizos encontrarán, y todos los maquinistas suizos deben estar al tanto de los últimos avances en este campo. Después de todo, otro nombre para un torno suizo CNC, aunque un poco "de la vieja escuela", es una "máquina de tornillo". Si bien no es el origen del apodo, crear subprocesos es algo en lo que realmente sobresalen.
En particular, el torbellino de roscas es un proceso de roscado que se realiza comúnmente en tipos suizos en el que se han realizado avances recientemente. La nueva tecnología de plaquitas y los diseños de herramientas han hecho que esta alternativa al roscado de un solo punto convencional sea aún más productiva.
Pero, antes de echar un vistazo a los avances en la tecnología de herramientas de roscado por torbellino, demos un paso atrás y brindemos un poco de orientación para cualquier "novato en bujes guía" al revisar un aspecto del elemento de diseño característico de los tornos suizos en lo que respecta a para mecanizar roscas. Cuando se rosca utilizando un método tradicional de un solo punto en una máquina suiza (o cualquier torno), se requieren varias pasadas con la herramienta para lograr la profundidad total de la forma de rosca. Esto tiende a no ser una gran preocupación con los tornillos de gran diámetro que usan formas de rosca incluidas de 60 grados porque la tasa de eliminación de metal es baja y la desviación de la pieza de trabajo es mínima. Por lo tanto, la presión de la herramienta requerida para cortar este tipo de roscas también es relativamente baja.
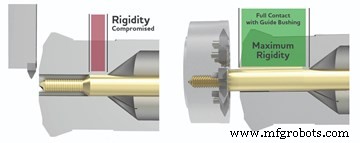
Soporte proporcionado por un casquillo guía de tipo suizo puede ser ineficaz cuando se realiza el enhebrado de un solo punto. Este no es el caso con el torbellino de hilos.
Sin embargo, debido a la disposición del cabezal deslizante y el buje guía de los tornos tipo suizo y las características o requisitos de la pieza de trabajo que se está mecanizando, esto puede crear una oportunidad para que la pieza de trabajo se “caiga” del buje guía a medida que pasa hacia atrás y hacia adelante. adelante a través de la herramienta de roscado, lo que resulta en deflexión y pérdida de rigidez. Estos fenómenos se vuelven aún más frecuentes cuando el diámetro principal de la rosca es más pequeño que el diámetro original. El soporte proporcionado por el buje guía no es efectivo. Luego considere parte de la remoción de metal requerida para hacer roscas de estilo "contrafuerte" más agresivas, como las que se encuentran comúnmente en los implantes quirúrgicos ortopédicos y de reparación de traumatismos diseñados para fijar el hueso. El enhebrado de un solo punto se convierte en un medio menor para realizar el trabajo de manera rentable. Algunos de estos subprocesos profundos pueden requerir entre 40 y 50 pasadas para completarse, según las características del subproceso.
Aquí es donde se puede aplicar el torbellino de roscas para aumentar las capacidades de producción de este tipo de roscas. Pero, ¿cómo funciona el torbellino de hilos? Se necesitan cuatro componentes:un torno CNC de cabezal deslizante/suizo; un accesorio giratorio de herramienta motorizada dedicado diseñado específicamente para este proceso; un anillo/cuerpo cortador; y múltiples insertos de herramientas de corte de carburo con la rosca requerida forman un rectificado de precisión en ellos. Estos componentes de herramientas funcionan en conjunto para "girar" la barra de material desde el diámetro del material hasta una forma de rosca estándar o personalizada terminada en una sola pasada.
¿Cómo se logra eso? La acción de corte es un proceso de fresado similar al fresado de roscas del diámetro interior pero en el diámetro exterior de la pieza de trabajo. Esto brinda un control estricto sobre la calidad y la velocidad del acabado al garantizar que el material permanezca rígido dentro del buje guía, pero también mediante la modulación de la carga de viruta por diente y la velocidad de rotación del eje C. En comparación con el roscado de un solo punto, se pueden lograr tasas de remoción de metal más altas y mejores acabados usando tantos cortadores en el cuerpo del cortador como sea posible. Cuando se combina con la capacidad de refrigerante de alta presión que se encuentra comúnmente en la mayoría de las máquinas en la actualidad, la zona de corte se puede mantener despejada y libre de virutas. Como resultado, se pueden alcanzar velocidades muy altas que dan como resultado roscas terminadas sin rebabas en una sola pasada.
La fabricación avanzada de roscas es un "Plus"
Ahora, echemos un vistazo a los avances de este proceso. En un mundo de tecnología de fabricación avanzada, los recubrimientos de carburo son un actor importante para ayudar a lograr un mayor rendimiento. Utilis AG de Suiza presentó recientemente su herramienta patentada UHM10 TX+, que combina un sustrato de carburo y un recubrimiento diseñado no solo para aplicaciones de acero inoxidable médico y titanio, sino también para aleaciones de alta temperatura. Esta nueva tecnología de recubrimiento presenta una calidad de superficie submicro libre de defectos que se presta muy bien a los tipos de cargas de corte que encuentra el carburo cuando se giran roscas. La calidad del borde es un aspecto importante para mantener la precisión de la forma de la rosca y la oferta TX+ fortalece la condición del borde sin deformar la forma de la geometría. Esto es vital cuando el ajuste del ángulo de ataque, la posición del centro de la herramienta y la precisión de la plaquita son críticos para producir roscas perfectas en la pieza de trabajo, especialmente en diámetros mayores de rosca de menos de 3 mm donde la nitidez de la cresta de la rosca puede ser un requisito importante.
Añadir algo de alcance
En formas de roscas especiales de diámetro pequeño, la rigidez de la configuración y la distancia desde el buje guía pueden convertirse en una preocupación. Tradicionalmente, esto se ha abordado mediante la obtención de un buje de guía de punta extendida para sujetar el material y la pieza de trabajo más cerca del "círculo de vuelo" del inserto giratorio de rosca para evitar que se desarrollen armónicos que arruinan el acabado y el inserto. Como puede atestiguar cualquier persona que haya utilizado un buje guía de nariz extendida, esto a veces puede volverse engorroso ya que todas sus herramientas de torneado tradicionales ahora deben moverse hacia afuera desde la placa de la herramienta para compensar el cambio del buje guía. Por lo tanto, se requiere mucho trabajo de configuración adicional para permitir que la operación de torneado funcione con estas piezas de trabajo de menor diámetro. Una alternativa es acercar el círculo de vuelo de la plaquita a la pieza de trabajo. Para una amplia selección de accesorios giratorios disponibles en el mercado (ya sea de fabricantes de equipos originales de máquinas herramienta o en el mercado de repuestos de empresas como GenSwiss), ahora hay anillos cortadores con cambios positivos incorporados en el posicionamiento del círculo de vuelo de la plaquita.
Aunque las unidades de herramientas motorizadas pueden proporcionar velocidades de 5000 a 10 000 rpm, el torneado de roscas tiende a requerir solo de 2000 a 3000 rpm.
Por ejemplo, supongamos que el posicionamiento de la herramienta giratoria activa de un torno tiene una distancia de 15 mm desde el buje guía estándar hasta la línea central del inserto de carburo. El trabajo requiere tornear una forma de rosca estilo contrafuerte de doble paso de 2,5 mm de diámetro principal en titanio 6AL-4V. El taller ya cuenta con material en barra de diámetro pequeño para producir estas piezas roscadas. Si bien esta rosca es adecuada para torbellino, el diámetro significa que se debe tener especial cuidado al controlar la vibración que puede ocurrir al cortar dos cables al mismo tiempo del diámetro original. Aquí es donde brilla un anillo desplazado que hace avanzar el círculo de vuelo del inserto más cerca del buje guía de longitud estándar para compensar parte de esa distancia. Se puede realizar una simple corrección de desplazamiento del eje Y para volver a centrar la forma del inserto en la posición de corte de la barra. A menudo, es posible lograr el éxito utilizando un anillo desplazado sin un buje de guía de punta extendida.
Acelerar y enfriar
Muchos tornos suizos modernos ahora ofrecen accionamientos de herramientas en vivo capaces de velocidades mucho más rápidas desde el primer momento, en gran parte debido a los avances en la tecnología de motores inteligentes, pero también impulsados por la necesidad de una mayor velocidad de rotación para usar con microherramientas. Numerosos modelos cuentan con velocidades de herramientas motorizadas de 5000 a 10 000 rpm en el accionamiento de herramientas motorizadas. Una consideración que debe tenerse en cuenta al implementar el torneado en un trabajo es cualquier trabajo de microfresado o taladrado que deba realizarse además del torneado de roscas. Los trabajos de torbellino tienden a requerir solo de 2000 a 3000 rpm en la herramienta motorizada para la mayoría de las aplicaciones, mientras que el micromecanizado adicional puede requerir que el motor funcione a la velocidad máxima disponible, lo que somete al husillo de torbellino a velocidades a las que, de otro modo, no sería necesario operarlo.
Si está leyendo esto y no entiende el significado aquí, tenga en cuenta que la mayoría de los modelos de máquinas suizas controlan todas las herramientas activas en las posiciones de las herramientas desde un solo motor. Como tal, cuando se ejecuta un taladro o una fresa de extremo, el husillo giratorio también girará a esta velocidad más alta mientras no esté en el corte, lo que lo someterá a un kilometraje adicional en su odómetro a pesar de no producir virutas durante estas operaciones de rpm más altas. Una muy buena manera de optimizar la configuración para obtener no solo la mejor productividad de la máquina, sino también una mayor longevidad de su husillo giratorio y otras herramientas motorizadas es combinarlo con una unidad de husillo de alta velocidad, que puede ayudar a reducir la velocidad general del motor que ejecuta las herramientas motorizadas mientras se mantiene la velocidad superficial óptima para la operación de la microherramienta. Los husillos multiplicadores de velocidad accionados por engranajes están disponibles para muchas marcas y modelos de máquinas suizas.

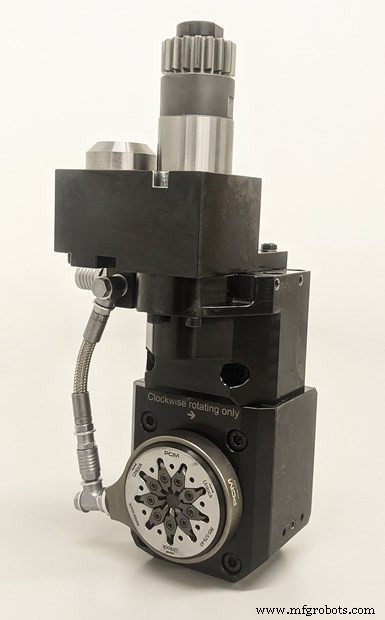
Acoplamientos giratorios de refrigerante y anillos cortadores garantizar un suministro confiable de refrigerante directamente a la zona de corte para ayudar a evacuar las virutas y mantener la lubricidad y la vida útil de la herramienta. (La imagen insertada que muestra el anillo de corte sin los insertos revela los puertos en el diámetro interior del anillo).
Otra consideración de configuración que nunca debe pasarse por alto es la capacidad de proporcionar un enfriamiento adecuado y una evacuación de virutas desde la zona de corte. Anteriormente, esto a menudo se lograba colocando una línea de refrigerante de alta presión en la zona de corte y dirigiendo cuidadosamente la corriente en chorro usando una tubería flexible. Esto es efectivo para limpiar el chip granular creado por la acción giratoria, pero puede ser engorroso de ajustar y apuntar perfectamente, lo que agrega un costoso tiempo de configuración al trabajo. Ingrese a los accesorios giratorios equipados con chorro de refrigerante y los anillos cortadores, desarrollados por PCM Willen SA de Suiza para su línea de accesorios giratorios.
Esta configuración nueva y optimizada puede garantizar un suministro confiable de refrigerante y dirige el fluido de corte directamente a la zona de corte, lo que ayuda a evacuar las virutas y mantiene la lubricidad y la vida útil de la herramienta. El refrigerante/aceite de alta presión es empujado a través del propio anillo cortador y hacia los canales de refrigerante internos del anillo cortador. Los chorros de aceite de alta presión tienen un ligero ángulo y están calibrados para funcionar con la longitud calibrada del inserto, lo que elimina cualquier duda sobre si se logra la lubricidad y el enfriamiento óptimo. El beneficio adicional del nuevo diseño del anillo de refrigerante es que también se puede fijar desde la parte trasera del accesorio giratorio a través de pequeños tornillos de bloqueo con retén de resorte, lo que puede ahorrar aún más tiempo cuando es necesario indexar el inserto de carburo a un borde nuevo. Las líneas de liberación rápida y alta presión hacen que el cambio o indexación de insertos sea más fácil que nunca.
Mantente al frente
No se equivoque, las roscas de tornillo agresivas seguirán siendo un elemento básico en la industria ortopédica médica y no hay mejor manera de producirlas de manera confiable con la velocidad, el nivel de acabado y el control de calidad que mediante el torbellino de roscas. También se pueden obtener ahorros de costos al actualizar a torbellino para roscas más básicas, como roscas UNC/UNF en piezas largas, especialmente cuando se trabaja con materiales que producen virutas dúctiles fibrosas o aplicaciones que requieren segmentar la rosca para evitar que se salga del buje guía. Al asegurarse de que sus procesos utilicen la tecnología de herramientas de vanguardia disponible, su operación podrá mantenerse competitiva y a la vanguardia en los años venideros.
Equipo industrial
- Diámetro de rosca menor vs mayor de sujetadores
- Los equipos de F1 se destacan con la tecnología de bloques de herramientas
- Tres avances en logística inteligente que vale la pena observar
- C# - Multiproceso
- Avances en nanotecnología
- Accesorios giratorios de rosca para máquinas de tornillo tipo suizo
- Herramientas para máquinas de tipo suizo
- Tecnología de movimiento lineal
- Los últimos avances en la fabricación y tecnología de montacargas
- Corte por láser:tecnología y oportunidades
- ¿Qué es la tecnología agrícola?