


¿Cuándo es el momento de incorporar el mecanizado por descarga eléctrica (EDM) internamente?
¿Qué es el mecanizado por descarga eléctrica (EDM)?
Mecanizado por descarga eléctrica (EDM) es un proceso de mecanizado no tradicional. El material se elimina de una pieza de trabajo, sin ninguna fuerza mecánica sobre la pieza de trabajo utilizando una corriente eléctrica que pasa entre un electrodo y una pieza de trabajo, que está separada por un líquido dieléctrico.
Combinado con controles numéricos por computadora (CNC) y el uso de software CAD/CAM, el mecanizado por descarga eléctrica (EDM) se ha convertido en un método de mecanizado altamente preciso y confiable que ahora es una tecnología más convencional que se ejecuta junto con los equipos de mecanizado tradicionales. Cualquier material conductor se puede mecanizar en una máquina EDM. Los materiales comunes incluyen metales o aleaciones de metales como acero endurecido, titanio y compuestos. De hecho, el mecanizado de materiales difíciles de mecanizar como Hastelloy, Nitralloy, Waspaloy y Nimonic se ha vuelto habitual. El uso más popular de EDM es el mecanizado de moldes, troqueles y herramientas de acero endurecido y piezas de trabajo complejas o difíciles de mecanizar con métodos de mecanizado convencionales.
¿Tipos de mecanizado por descarga eléctrica?
Hay tres tipos diferentes de mecanizado por descarga eléctrica, que incluyen electroerosión por hilo, electroerosión por penetración y electroerosión por perforación.
erosión por hilo
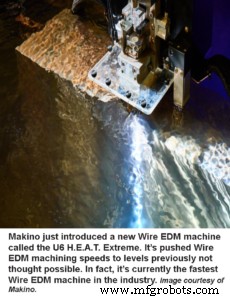 También conocida como electroerosión por hilo, quemado por hilo o electroerosión por chispa, la electroerosión por hilo es la opción popular para los fabricantes en toda una gama de diferentes industrias. En la electroerosión por hilo, un hilo delgado, generalmente de latón, que actúa como electrodo, erosiona la pieza de trabajo. El alambre se alimenta desde una alimentación automática con un carrete, que puede ajustar la velocidad de corte según el alambre y las condiciones de corte. La electroerosión por hilo se utiliza más comúnmente en los procesos de fabricación de moldes y matrices. Se pueden usar otros materiales para el alambre si se necesita un mayor rendimiento, una mayor velocidad o un acabado superficial mejorado. O si necesita electroerosionar una pieza gruesa, usaría un alambre de alto rendimiento que resistiría el calor, mantendría la consistencia del corte y resistiría la rotura.
También conocida como electroerosión por hilo, quemado por hilo o electroerosión por chispa, la electroerosión por hilo es la opción popular para los fabricantes en toda una gama de diferentes industrias. En la electroerosión por hilo, un hilo delgado, generalmente de latón, que actúa como electrodo, erosiona la pieza de trabajo. El alambre se alimenta desde una alimentación automática con un carrete, que puede ajustar la velocidad de corte según el alambre y las condiciones de corte. La electroerosión por hilo se utiliza más comúnmente en los procesos de fabricación de moldes y matrices. Se pueden usar otros materiales para el alambre si se necesita un mayor rendimiento, una mayor velocidad o un acabado superficial mejorado. O si necesita electroerosionar una pieza gruesa, usaría un alambre de alto rendimiento que resistiría el calor, mantendría la consistencia del corte y resistiría la rotura.
Erosión por penetración o RAM
También conocida como electroerosión por penetración, electroerosión por penetración, electroerosión por cavidades, electroerosión por inmersión vertical o electroerosión por inmersión. Se premecaniza un molde en grafito o cobre y se convierte en el electrodo. Este electrodo elimina material de la pieza de trabajo, creando la versión negativa de su forma original.
EDM de taladrado de agujeros
 También conocido como taladro perforador, perforación EDM de orificio rápido o perforación EDM de orificio inicial. Este proceso se utiliza para perforar agujeros. Utiliza un electrodo hueco o tubular y puede mecanizar orificios extremadamente pequeños y profundos sin necesidad de desbarbar o alisar.
También conocido como taladro perforador, perforación EDM de orificio rápido o perforación EDM de orificio inicial. Este proceso se utiliza para perforar agujeros. Utiliza un electrodo hueco o tubular y puede mecanizar orificios extremadamente pequeños y profundos sin necesidad de desbarbar o alisar.
Beneficios de la electroerosión
- Si bien el mecanizado por descarga eléctrica no es un proceso de mecanizado de alta velocidad, tiende a ser más predecible, preciso y repetible. Se adapta a operaciones de bajo volumen con tolerancias estrictas, como las industrias aeroespacial y de dispositivos médicos.
- El mecanizado EDM se puede realizar sin supervisión, lo que reduce los costos de operación y fabricación.
- La electroerosión puede mecanizar materiales más duros.
- El EDM puede crear formas complejas con excelentes acabados superficiales, lo que reduce la necesidad de un mecanizado secundario.
- EDM solo usa alambre, en lugar de costosas herramientas de corte que se desgastan. Con la alimentación automática de alambre, siempre tendrá una herramienta de corte nueva.
- La electroerosión por electroerosión es adecuada para producir piezas sometidas a altas temperaturas y sometidas a un gran estrés.
Razones obvias para llevar EDM internamente
EDM es una excelente opción en una producción regular si desea un acabado de superficie suave, preciso y sin rebabas sin procesamiento posterior, que a menudo es necesario con otros procesos de fabricación. Y, si le preocupa la configuración y la facilidad de uso, la mayoría de las máquinas EDM tienen control numérico por computadora (CNC) y usan software automatizado para programar funciones. También es particularmente popular para producciones de pequeño volumen, como prototipos que se pueden producir con una calidad superior. Los prototipos que utilizan materiales frágiles o costosos tienden a ser más rentables con el proceso EDM debido a que no hay contacto con el material, los bordes son suaves en la primera pasada y la tasa de virutas es más baja.
 Con su proceso altamente complejo y la falta de fuerza mecánica aplicada a la pieza de trabajo, la electroerosión por electroerosión puede ser la única opción para eliminación de metales. Proporciona alta precisión, tolerancias exactas y la capacidad de producir piezas con formas intrincadas o complejas, o contornos frágiles con materiales más duros como el carburo de tungsteno o el titanio. Con un EDM interno, un taller puede controlar el proceso, desde el tiempo de entrega, la programación y la entrega.
Con su proceso altamente complejo y la falta de fuerza mecánica aplicada a la pieza de trabajo, la electroerosión por electroerosión puede ser la única opción para eliminación de metales. Proporciona alta precisión, tolerancias exactas y la capacidad de producir piezas con formas intrincadas o complejas, o contornos frágiles con materiales más duros como el carburo de tungsteno o el titanio. Con un EDM interno, un taller puede controlar el proceso, desde el tiempo de entrega, la programación y la entrega.
Entonces, ¿cuándo es realmente el momento de comprar un EDM?
Para justificar la primera electroerosión por hilo, un taller suele medir la cantidad de dinero que gastó en la subcontratación del trabajo de electroerosión el año pasado. Cuando es igual al costo mensual de un EDM, tiene sentido realizar el proceso internamente.
Pero centrarse solo en la subcontratación frente a los costos y ahorros internos puede ser un poco miope dados los beneficios discutidos anteriormente. ¿Y qué pasa con los beneficios ocultos, como ofrecer este nuevo proceso a sus clientes sobre su competencia, lo que le permite ganar más trabajo y ampliar sus ofertas, o la oportunidad de atraer nuevos clientes que lo estaban ignorando por la falta de capacidad de una sola fuente? Tener nueva tecnología interna mejorará las actitudes generales de los empleados porque se ven trabajando para una empresa progresista que no tiene miedo de invertir en tecnología moderna. De hecho, la nueva tecnología inspira nuevas ideas y no se sorprenda si la ingeniería descubre nuevas formas de hacer cosas que ni siquiera habían considerado antes de tener EDM disponible. La calidad de las plantillas y accesorios aumentará con menos mano de obra porque el EDM, una vez que se ejecuta, es principalmente un proceso desatendido.
En Productivity, nuestro personal de ventas ha visto un patrón en el que una empresa está justo al borde de si puede justificar traer un EDM interno. Una vez que toman esa decisión, se sorprenden gratamente al descubrir que se sobrecargan con el trabajo de EDM debido a todas las nuevas aplicaciones que ahora pueden realizar. Antes de que pasen 12 meses, comprarán la segunda máquina. Lo hemos visto pasar más veces de las que no.
Si compra una máquina EDM para su tienda, no tiene que ser un pony de un solo truco. Las posibilidades son infinitas sobre cómo puede utilizar su EDM y solo necesita su imaginación de ingeniería para aprovechar al máximo su inversión. Los productos que antes eran difíciles de mecanizar, ahora se pueden mecanizar en su nueva EDM. Productivity cuenta con una buena gama de fabricantes de EDM de calidad para satisfacer sus necesidades. Para obtener más información sobre nuestras líneas de EDM:Makino, Belmont y SmalTec, comuníquese con nuestro grupo de ventas.
Equipo industrial
- Electrodo de cobre de tungsteno para mecanizado por descarga eléctrica
- ¿Qué es el corte por mecanizado por descarga eléctrica (EDM)?
- Todo lo que necesita saber sobre el mecanizado por electroerosión por hilo
- ¿Por qué el mecanizado por descarga eléctrica es más popular que otras técnicas?
- ¿Qué es el mecanizado por descarga eléctrica (EDM)?
- Más allá del CNC:¿Qué es el mecanizado por descarga eléctrica?
- 5 consejos para mantener su centro de mecanizado por descarga eléctrica (EDM) funcionando correctamente
- Cuál es la mejor opción de cable para el mecanizado por descarga eléctrica (EDM)
- Corte de alambre versus hundimiento:los conceptos básicos del mecanizado por descarga eléctrica (EDM)
- Mecanizado por descarga eléctrica o proceso de erosión por chispa explicado
- Mi electroerosión CNC favorita para mecanizado