


Proceso de mecanizado aburrido:una descripción detallada
Durante la fabricación, los materiales deben pasar por una serie de procesos de corte que los modifican hasta producir el producto final. Algunas partes pueden requerir agujeros en el material. Una técnica típica para hacer estos agujeros en el material es el mecanizado por mandrinado.
Aunque otras operaciones, como la perforación, pueden crear agujeros en una pieza de trabajo. El mandrinado CNC es el más adecuado para hacer agujeros de gran diámetro con alta precisión dimensional.
En este artículo, analizaremos extensamente el mecanizado de mandrinado y haremos comparaciones con procesos de corte industriales similares.
¿Qué es aburrido en la fabricación?
El mandrinado es una técnica de fabricación sustractiva que se utiliza para agrandar un orificio pretaladrado o moldeado y, al mismo tiempo, mejorar su precisión dimensional. El proceso utiliza una herramienta de corte de un solo punto para eliminar partes de material del interior de una pieza de trabajo.
Según el tamaño y las especificaciones del orificio requerido, el mandrinado es el método ideal para mecanizar orificios de diferentes grados de precisión, diámetros y restricciones de posición. De hecho, es más adecuado que taladrar para crear agujeros de gran tamaño debido a su mayor precisión.

El mecanizado de orificios CNC utiliza máquinas como tornos, perforadores de plantilla, fresadoras, etc. Estos dispositivos se presentan en diferentes formas; por ejemplo, hay máquinas perforadoras verticales y horizontales.
Existen diferentes herramientas y máquinas de mandrinar capaces de otras aplicaciones. Sin embargo, todas las herramientas de perforación realizan tres operaciones básicas, a saber:
- Agujeros ensanchados al tamaño y acabado exactos y precisos.
- Enderezar orificios pretaladrados o roscados y rectificar defectos de fundición.
- Haga agujeros concéntricos con un diámetro externo.
¿Cómo funciona el mecanizado de mandrinado?
El proceso de perforación consiste en colocar con cuidado la cabeza de la máquina en el orificio ya perforado o colado. Luego, el dispositivo comienza a ensanchar el orificio raspando lentamente partes de la pared interna. Las herramientas de mandrinado son similares a las de los tornos utilizados en tornos y fresadoras.

Cada máquina perforadora contiene las siguientes piezas.
●Chuck:La abrazadera que sujeta firmemente el material en su lugar durante la perforación.
●Pieza de trabajo:el material en el que desea perforar un agujero con la máquina perforadora.
●Herramienta de perforación:la herramienta de corte que elimina (raspa) partes de los orificios, lo que da como resultado un orificio más expansivo y preciso.
¿Por qué y cuándo es necesario perforar un agujero?
Ya hemos mencionado que el taladrado, el fresado y algunos otros procesos de fabricación pueden ser adecuados para fabricar orificios en una pieza de trabajo. Sin embargo, cuando la fabricación de orificios grandes requiere alta precisión y tolerancias estrictas, el mandrinado es la mejor técnica de mecanizado.

Algunas aplicaciones industriales del mandrinado CNC incluyen el taladrado de agujeros en tornillos, la fabricación de cilindros de motores y muchas más.
Además, las empresas de fabricación utilizan el mecanizado de mandrinado para perforar cojinetes, pasadores y otras sustancias que requieren componentes huecos.
Tipos de Mandrinadoras
Entremos en los tipos comunes de máquinas perforadoras sin más preámbulos.
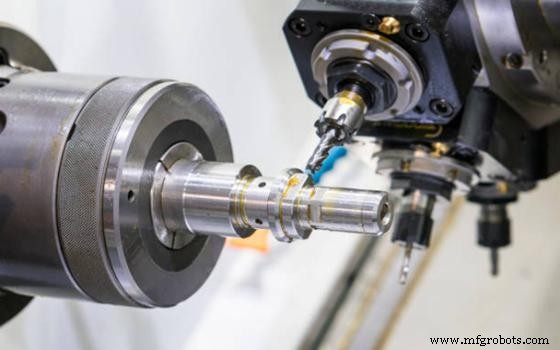
1. Mandrinadoras horizontales
Estas máquinas son las máquinas perforadoras más comunes y ampliamente utilizadas. Son habituales en muchos talleres especializados en reparaciones y fabricación a pequeña escala.
Los agujeros se agrandan introduciendo los cortadores de una sola punta horizontalmente en el agujero de la pieza de trabajo existente. Además de taladrar, estos dispositivos son adecuados para operaciones de fresado, taladrado y escariado.
2. Máquina taladradora tipo mesa
Estas máquinas son tipos típicos de máquinas perforadoras horizontales. Como sugiere su nombre, se colocan sobre la mesa donde se utilizan para realizar varias operaciones de taladrado.
Estas máquinas taladran agujeros mediante un husillo paralelo a la mesa de trabajo. Además de perforar, las máquinas se utilizan como dispositivos de fabricación de propósito general, especialmente en empresas más pequeñas.
3. Máquina perforadora vertical
Esta máquina utiliza una pieza de corte giratoria unida a una mesa horizontal, sin embargo, debido a que el barrenador se mueve en un movimiento hacia arriba y hacia abajo, de ahí el nombre de máquina perforadora vertical.
El dispositivo es adecuado para agrandar orificios preexistentes en formato cilíndrico o cónico, según los requisitos de la pieza de trabajo. Los agujeros suelen ser concéntricos con el eje de los cortadores giratorios.
4. Mandrinadora de precisión
Como todas las máquinas perforadoras, estas máquinas utilizan una herramienta de corte de un solo punto para perforar orificios en una pieza de trabajo. Por lo tanto, los orificios se ensanchan a medida que el material se mueve en paralelo a los cortadores giratorios.
Por lo tanto, las máquinas mandrinadoras de precisión son ideales para crear agujeros internos grandes en una pieza de trabajo con especificaciones de tolerancia estrecha y precisión extrema. Además de ensanchar un agujero, son adecuados para enderezar agujeros iniciales y corregir todos los defectos anteriores, manteniendo una alta precisión dimensional.
¿Cuál es el desafío de Boring Operation?
De hecho, el mandrinado es una operación ideal para hacer agujeros precisos en un material. Sin embargo, como la mayoría de las técnicas de fabricación, los maquinistas pueden experimentar algunos desafíos propios de este proceso. Echemos un vistazo rápido a algunos de ellos.

1. Desgaste o daño de la herramienta
Durante el proceso de corte, las partes del dispositivo perforador experimentan fricción, lo que provoca desgaste y daños en la herramienta. En consecuencia, puede disminuir la funcionalidad de la máquina:las especificaciones de precisión comenzarán a reducirse.
Además, los productos pueden requerir más tratamientos superficiales y operaciones de procesamiento posterior.
2. Error de mecanizado
En cuanto al mandrinado, el error de maquinado involucra alteraciones dimensionales, incluyendo la forma, la ubicación de los agujeros y el acabado superficial del producto. Estos errores pueden ser el resultado de uno de los siguientes:
● Parámetros inadecuados del proceso de mandrinado.
● Alta rigidez o plasticidad de la pieza.
● Una relación longitud/diámetro demasiado alta de la varilla de corte.
● Asignación irrazonable del ajuste de asignación.
● Uso de cuchillas o cuchillas que no son adecuadas para el material de la pieza de trabajo.
3. Acabado superficial
Las piezas aburridas pueden experimentar acabados superficiales deficientes, como la presencia de líneas de corte o escamas. La velocidad de avance juega un papel crucial en el acabado superficial de las piezas del agujero. Por lo general, los fabricantes comienzan a mandrinar a una velocidad de avance de entre 0,1 y 0,2 mm por revolución.

4. Error de medición
Este es quizás un desafío importante para la mayoría de los procesos de fabricación. Usar herramientas de medición incorrectas o ingresar medidas incorrectas puede dañar el producto final del proceso de perforación.
Consejos importantes para el mecanizado de mandrinado
Cada proceso de mecanizado requiere una precisión dimensional extrema, incluido el mandrinado. De ahí la necesidad de optimizar todos los aspectos del proceso de mecanizado. Dicho esto, a continuación se encuentran las pautas para perforar un agujero en una pieza de trabajo para obtener el mejor resultado con esta técnica de mecanizado.
1. Consejos para la configuración de la máquina
● Asegúrese de revisar regularmente las máquinas perforadoras para ver si hay desgaste de la herramienta y reemplace los cortadores defectuosos para garantizar la precisión del proceso y la calidad del perforado.
● Antes de mecanizar, compruebe que las sujeciones y las abrazaderas que sujetan el material de la pieza de trabajo sean fiables y estén bien ancladas para evitar desviaciones durante el proceso de mandrinado.

● Asegúrese de que el proceso de mecanizado se produzca a una temperatura adecuada y fría con la lubricación adecuada para reducir la fricción y facilitar las operaciones de corte.
● Confirme y corrija el posicionamiento repetido del husillo y la precisión del equilibrio dinámico son ideales para las especificaciones de mecanizado CNC.
● En la etapa de prueba, al perforar orificios, verifique el valor de voladizo de gravedad dinámica de la barra de perforación y realice los ajustes necesarios para limitar la vibración y el corte centrífugo.
2. Tolerancias de medición precisas
● Con la ayuda de un calibre, mida el diámetro del orificio taladrado o colado y calcule la tolerancia de mecanizado reservada.
● Asigne la tolerancia para mandrinado según los requisitos de acabado:acabado basto, moderado y fino. La mayoría de las industrias siguen estos:0,5 mm, para un acabado rugoso, 0,15 mm para un acabado promedio, etc.
● Asegúrese de que el margen de perforación no sea inferior a 0,05 mm para materiales con dificultades de mecanizado y piezas de trabajo que requieran requisitos de alta precisión
3. Consejos para herramientas aburridas
Después de configurar la barra perforadora, asegúrese de que el borde de corte de su máquina perforadora esté en su posición. Esto implica asegurarse de que el plano superior del borde de la herramienta se encuentre en el mismo plano horizontal que la dirección de avance del cabezal de corte de la herramienta de perforación.
4. Consejos para pruebas aburridas
Al perforar un agujero, deje un margen de entre 0,3 y 0,5 mm en su herramienta de perforación. Además, es posible que desee modificar la tolerancia de un mandrinado de desbaste a no menos de 0,5 mm para que el producto final después del mandrinado cumpla con las especificaciones de tolerancia.
Comparación del mandrinado con otros métodos de mecanizado
Una serie de otros procesos de mecanizado comparten algunas similitudes con el mandrinado. Aquí, analizamos las similitudes y diferencias entre técnicas de mandrinado y mecanizado similares.
1. Aburrido vs Perforación
El mandrinado y el taladrado son procesos de fabricación sustractivos estándar:ambos implican la eliminación de partes de un material para crear agujeros. Sin embargo, existen claras diferencias entre ambos métodos. Estas son algunas de las diferencias entre ellos.
● Taladrar implica crear orificios en una pieza de trabajo, mientras que perforar amplía un orificio inicial. Por lo tanto, la perforación ocurre antes que la perforación durante la fabricación.
● A diferencia del taladrado, el producto final del proceso de mandrinado de precisión tiene un acabado superficial fino con precisión y exactitud dimensional de primer nivel.
● El mandrinado sirve principalmente para ensanchar el agujero. y la perforación aumentan la longitud del agujero en un material.
● En general, los orificios perforados suelen ser angostos y, a veces, la eliminación de virutas es un desafío y requiere una perforación continua. Con el mandrinado, los orificios son lo suficientemente anchos para retirar fácilmente las virutas.
2. Aburrido vs. Torneado
Al igual que el taladrado y el taladrado, el torneado también es un proceso sustractivo. El mandrinado utiliza una sola herramienta de corte con una cabeza puntiaguda para ensanchar un orificio preexistente en una pieza de trabajo, mientras que el torneado implica el uso de una herramienta de corte estática y no rotatoria para eliminar piezas de material de su exterior.
La principal diferencia entre ambos procesos es que; mientras que el torneado elimina material de la superficie externa, el mandrinado elimina las partes internas de la pieza de trabajo. A menudo, los fabricantes realizan operaciones de torneado utilizando una máquina llamada torno, que también es una herramienta estándar que se utiliza para taladrar. Sin embargo, el mandrinado adopta otros dispositivos convencionales, asemejándose a una fresadora.
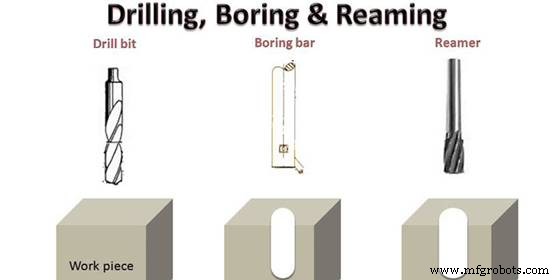
3. Aburrido vs Escariado
Ambos son procesos de corte que implican la eliminación de componentes internos de una pieza de trabajo. Sin embargo, mientras que el mandrinado usa una herramienta con una sola cabeza puntiaguda, el escariado usa cortadores giratorios para raspar piezas del material. Otra similitud es que ambos procesos funcionan en un orificio ya perforado o colado.
Por lo tanto, la principal diferencia entre ellos está en el proceso de aplicación. Mientras que el mandrinado esencialmente tiene como objetivo ampliar un orificio preexistente, el escariado tiene como objetivo crear una pared interna fina y más suave para la pieza de trabajo. Por lo tanto, el escariado elimina solo cositas del material, ya que solo tiene como objetivo crear paredes lisas.
Conclusión
Este artículo proporciona una descripción detallada del mecanizado de mandrinado. Es un proceso confiable y rápido para ensanchar orificios fundidos o pretaladrados en una pieza de trabajo. Y dado que es un proceso CNC, es decir, controlado por computadora, tiene la seguridad de su alta precisión y exactitud.
Es esencial saber que, al igual que otros procesos de mecanizado CNC, existen algunos desafíos con el mecanizado de orificios. Por eso, te aconsejamos que consultes el servicio y te pongas manos a la obra con expertos.
Servicios de mandrinado CNC de WayKen
WayKen es su elección correcta para todos los servicios de mecanizado CNC, ofrecemos tecnologías innovadoras y máquinas avanzadas para ayudarlo a mejorar su experiencia de mandrinado. Mientras tanto, nuestros técnicos, que son profesionales altamente capacitados y experimentados, pueden proporcionarle piezas de mandrinado de alta calidad que cumplan con sus requisitos específicos.
Además, nuestro equipo de control y garantía de calidad inspecciona estrictamente todos los productos para garantizar que cumplan con nuestros altos estándares.
Si necesita una cotización para su próximo proyecto, simplemente cargue su archivo de diseño. Recibirá una cotización instantánea del precio de sus piezas. También ofrecemos análisis DFM gratuitos para garantizar la capacidad de fabricación de su componente.
Preguntas frecuentes
¿Cuál es el propósito de aburrir?
El objetivo principal del mecanizado de mandrinado es ensanchar o expandir el orificio en una pieza de trabajo. El proceso no puede crear el agujero inicial; en cambio, agranda el agujero con alta precisión. Es la técnica de fabricación de referencia para producir orificios de diámetros específicos en una pieza de trabajo.
¿Dónde se utiliza el mecanizado de mandrinado?
El mecanizado de orificios es una técnica de fabricación bastante común utilizada en la mayoría de las industrias manufactureras. Son la técnica de referencia para perforar agujeros en ciertos materiales, como el cilindro de un motor o el cañón de una pistola.
La técnica de perforación también se utiliza en la construcción. Por ejemplo, una barra de mandrinar es una herramienta estándar utilizada en carpintería y carpintería.
¿Cuáles son ejemplos de herramientas aburridas?
Ya establecimos que perforar es esencialmente agrandar un agujero preexistente:perforar agujeros en un material. El proceso de mecanizado utiliza un grupo de herramientas, que incluye lo siguiente.
- Barras aburridas
- Cabezas aburridas
- Ejercicios de iniciación
máquina CNC
- ¿Es SFM en Mecanizado?
- es de Refrigerante para mecanizado CNC
- Comprensión de la veta de la madera:descripción detallada
- Encendido de un centro de mecanizado
- Proceso de extrusión de aluminio:un desglose detallado
- Procesos y técnicas de mecanizado
- Una descripción general sobre el proceso de mecanizado de plástico
- Comprender el proceso de mecanizado no tradicional
- Pasos implicados en el proceso de mecanizado
- Comprender el proceso de mecanizado convencional
- Proceso de fabricación por contrato