


Mill Turn Technology:comprensión de las orientaciones de herramientas motorizadas
En el último artículo del blog, abordamos los conceptos básicos de la tecnología de torneado de fresado. Hoy me gustaría construir sobre esa base básica. Un área de confusión para muchos operadores son las herramientas, especialmente las descripciones de orientación del portaherramientas (herramientas radiales frente a herramientas axiales). Con suerte, podemos aclarar eso un poco para algunos de ustedes que luchan con eso. También me gustaría analizar el uso de diferentes opciones de herramientas para conservar las estaciones de torreta cuando se ejecutan piezas que tienen muchas características y operaciones de corte. Mecanizar piezas complejas sin quedarse sin estaciones de herramientas es una dificultad común cuando se crean piezas en una máquina de fresado-torneado.
Supongamos que está ejecutando una máquina que tiene una torreta de 12 estaciones, y una vez que comienza a cargar todas las herramientas necesarias para completar todas las funciones de la pieza, se da cuenta de que no tiene suficiente espacio para cada herramienta. ¿A qué te dedicas? Bueno, en realidad tienes dos opciones previsibles...
La primera opción es simplemente ejecutar la pieza en múltiples configuraciones, mecanizar la mayoría de las funciones en la primera configuración y luego configurar la máquina para ejecutar las funciones restantes en una operación de configuración separada. Aunque esta no es la forma más eficiente de resolver este problema, ¡definitivamente funcionaría!
La segunda opción que tiene es resolver el problema con portaherramientas multiherramienta disponibles comercialmente. Estos portaherramientas le permitirán montar más de una herramienta en cada estación de torreta y son capaces de sostener dos, cuatro o incluso seis herramientas en una sola estación. Aunque un eje Y es necesario para muchos de estos tipos de soportes, es una solución bastante simple para un problema bastante complejo.
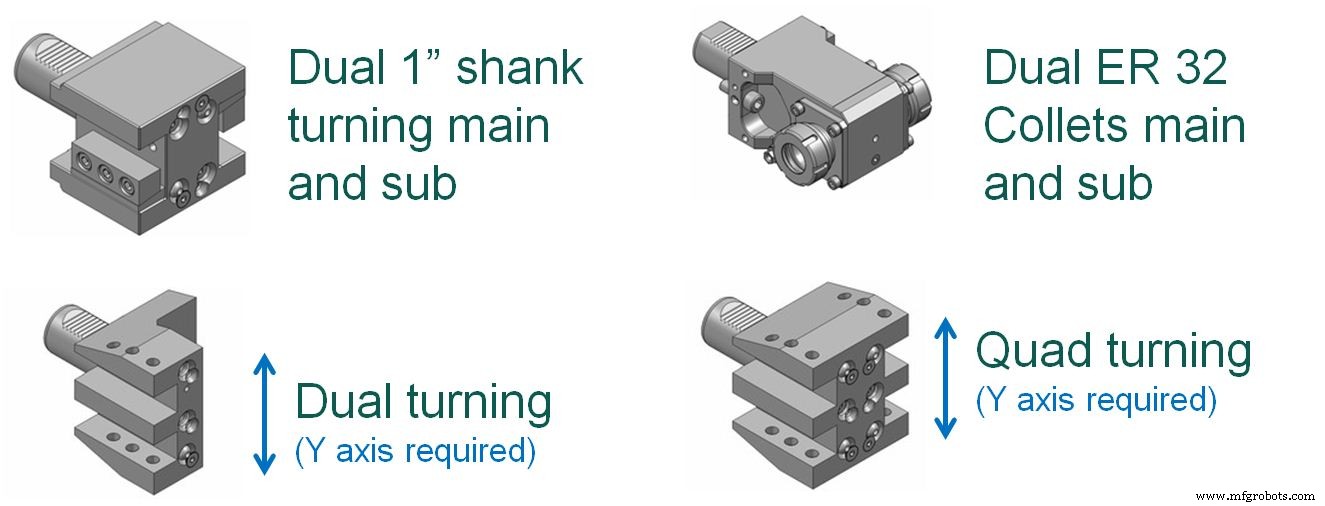
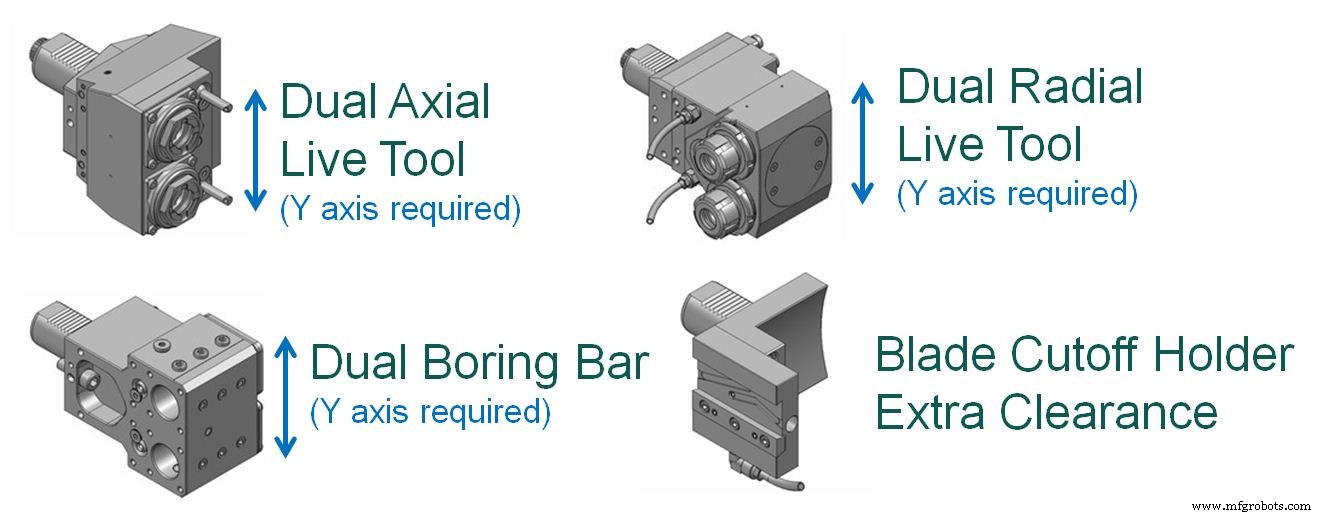
Los portaherramientas creativos y las opciones no solo pueden ayudar a resolver el desafío de las estaciones de torreta limitadas, sino que también se pueden usar para abordar muchas otras necesidades de herramientas, como:herramientas de ángulo fijo, herramientas de ángulo ajustable, herramientas de corte longitudinal y herramientas creadas para tornear partes planas. (giro poligonal) extremadamente rápido.
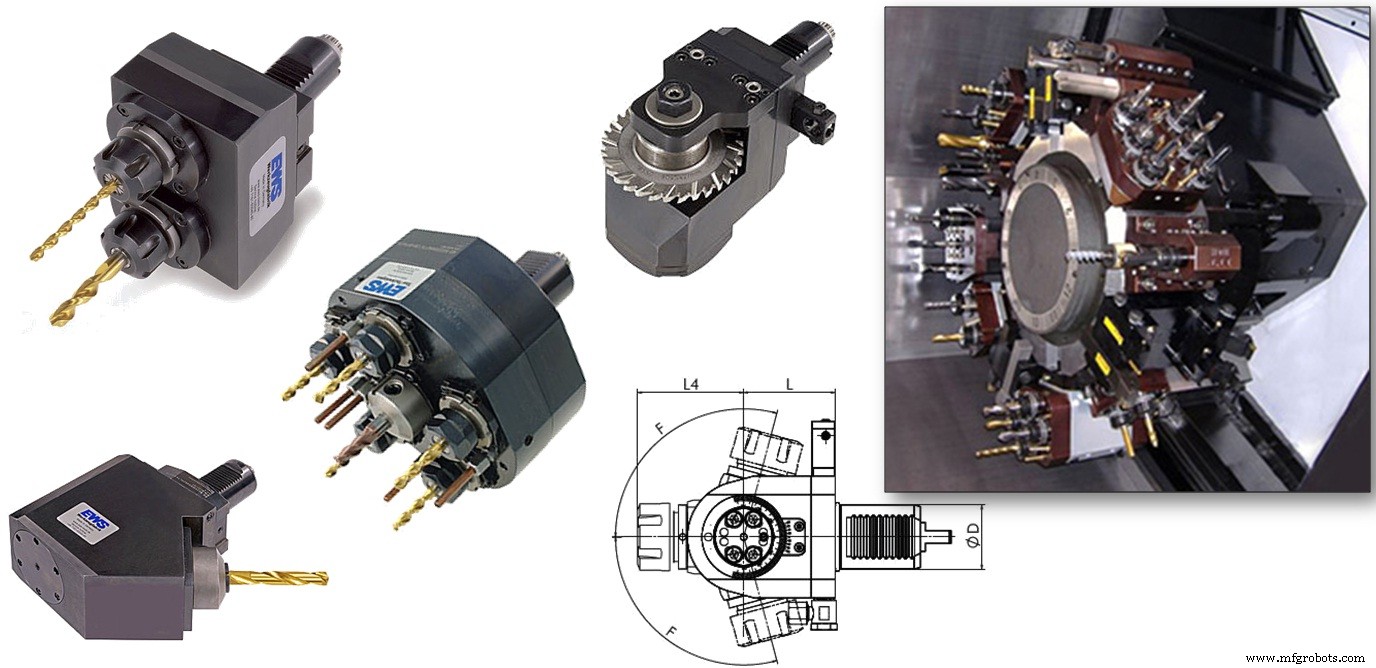
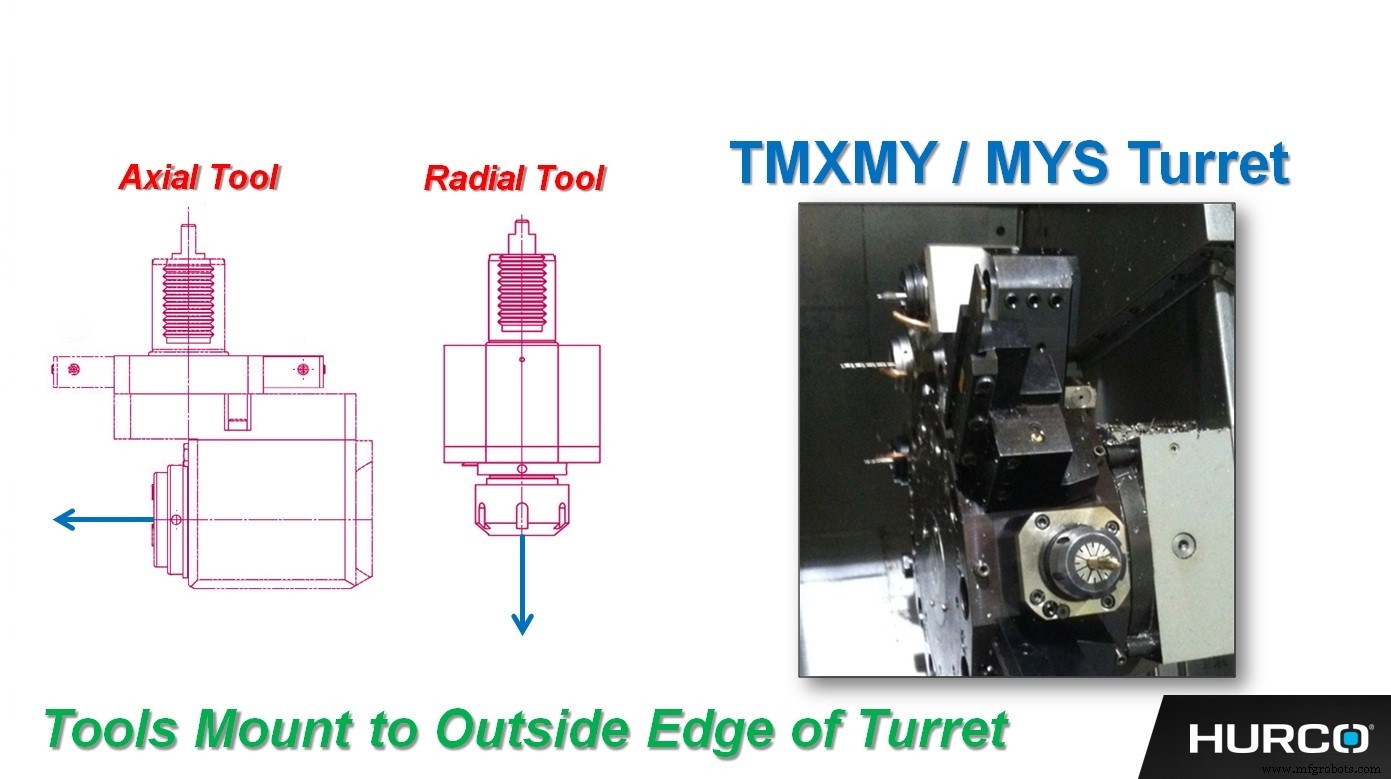
Ahora tenemos que analizar las orientaciones de los portaherramientas... herramientas radiales frente a herramientas axiales. Aunque la industria es bastante consistente en cuanto a la descripción del cuerpo del portaherramientas real, es cuando comenzamos a discutir la programación de estas herramientas y cómo se montan realmente en la torreta que comienza la confusión. Básicamente, cuando se trata de empresas de herramientas (como Benz o Eppinger), cualquiera de los portaherramientas en ángulo recto que compre se consideran herramientas radiales, y todos los portaherramientas rectos son herramientas axiales; sin embargo, programar no es tan fácil. . Dado que soy un hurco-ite dedicado, hablaré sobre cómo manejamos este enigma; pero cada constructor y programador (especialmente cuando se programa conversacionalmente) tiene que abordarlo de alguna manera.

Para comprender el desafío correctamente, debe darse cuenta de que hay dos formas comunes en las que las herramientas se montan en la torreta:directamente en la cara de la torreta o alrededor de la circunferencia exterior de la torreta. …sin mencionar que existen incluso dos tipos separados de convenciones de montaje de torretas (VDI y BMT); pero eso es tema para otro dia. Para nuestros propósitos, centrémonos en el tipo de VDI (en la imagen de arriba).
Si tuviera que montar uno de cada estilo de portaherramientas en una torreta montada en la cara (ángulo recto y recto), tendría el portaherramientas recto apuntando hacia el mandril y la herramienta en ángulo recto apuntando hacia el centro del husillo, paralelo a el eje X. Sin embargo, si montaste ambos en una torreta donde las herramientas se montan alrededor de la circunferencia, tendrías exactamente la condición opuesta.
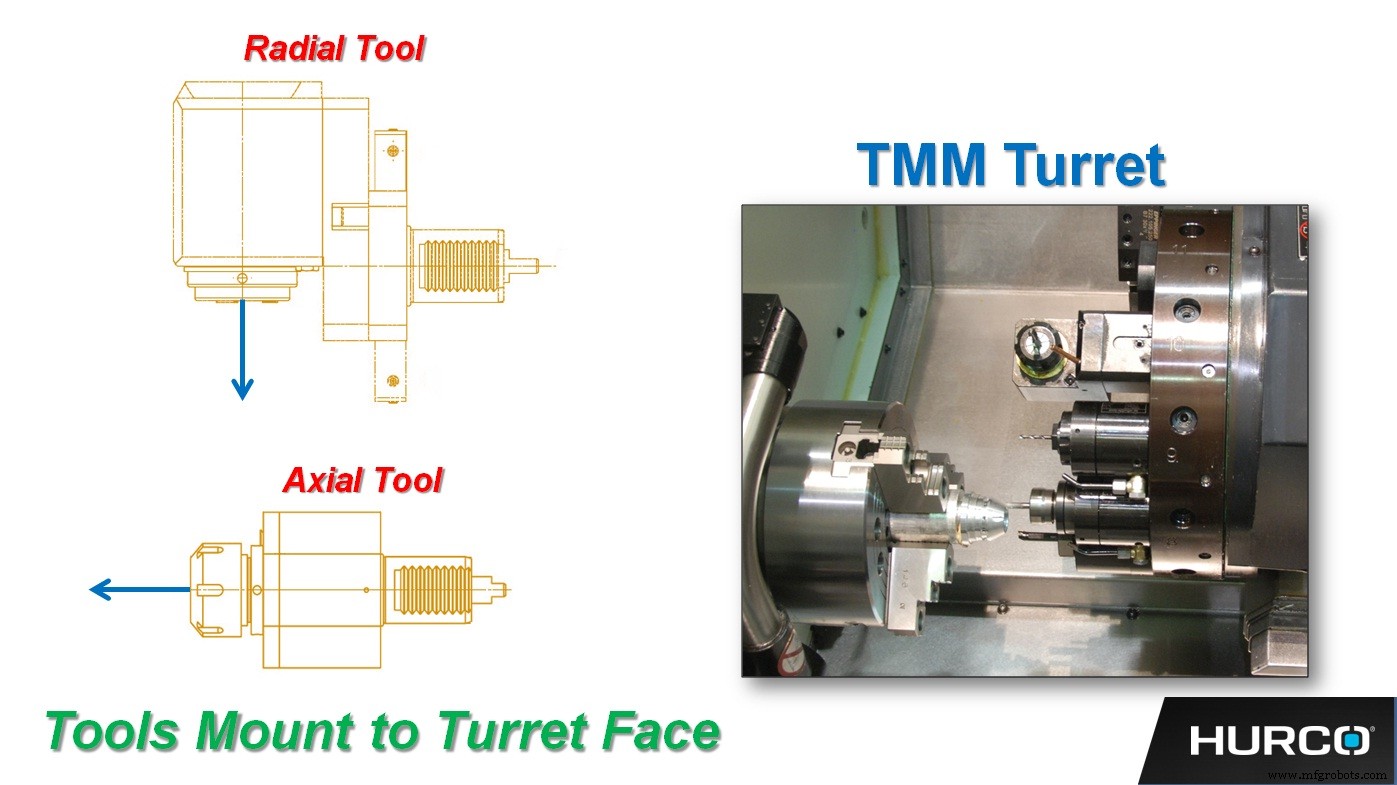
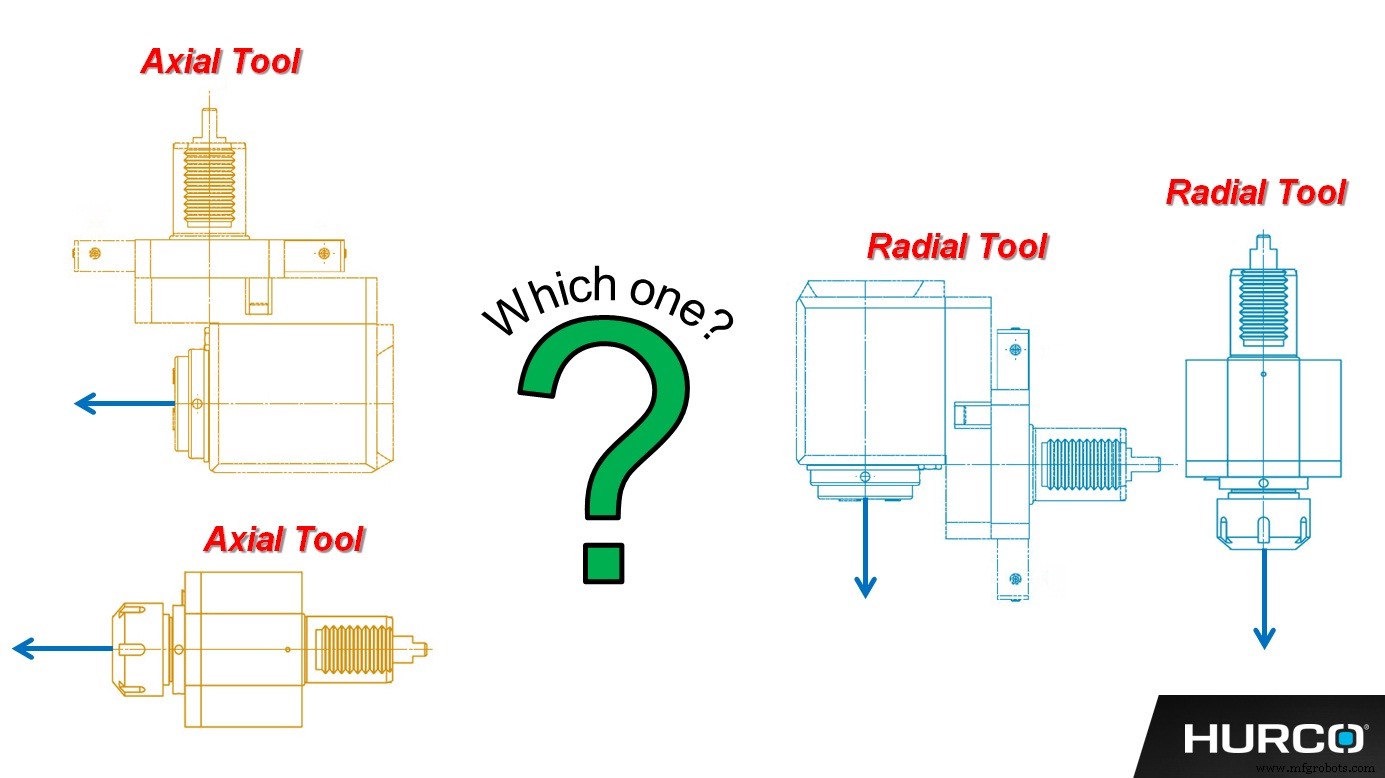
Para programar herramientas motorizadas en el control Hurco, necesitamos estandarizar la diferencia entre una herramienta radial y una herramienta axial. Decidimos usar la dirección en la que apunta la punta de la herramienta... independientemente del tipo de soporte en el que esté montada y del tipo de torreta a la que esté conectada. Si la punta de la herramienta se encuentra a lo largo del eje Z, la llamamos "herramienta axial", y si la punta de la herramienta se encuentra a lo largo del eje X (que controla el radio de la pieza), la llamamos "herramienta radial". Una vez que comprenda esta estandarización de la orientación de la información sobre herramientas, programar herramientas en vivo, especialmente usando el control Conversacional de Hurco, se convierte en una brisa.
máquina CNC
- Comprensión del fresado CNC
- ¿Qué es un maquinista?
- Comprender la fundición a presión
- Centro de torneado de herramientas motorizadas para planificación de líneas flexibles
- Comprender la precisión y el proceso de la tecnología de corte por láser
- Los matices de Mill Turn and Turn Mill:¡Mire más de cerca!
- Portaherramientas convencionales y tecnología de torreta moderna:una comparación
- Las máquinas torneado-fresadoras son motores de productividad
- ¿Cómo funcionan los centros de torneado de fresado?
- Una introducción a la máquina fresadora CNC
- Descripción de las herramientas de archivo